缸體后端面垂直度超差問題的解決
2016-03-31 03:43:39徐攀
企業(yè)技術(shù)開發(fā)·下旬刊 2016年3期
徐攀
摘 要:缸體是發(fā)動機的重要部件,其形狀比較復雜:壁薄、箱式結(jié)構(gòu)、多空腔和多孔系。由于發(fā)動機缸體制造精度要求較高,加工工藝復雜,發(fā)動機缸體的幾何位置精度直接影響發(fā)動機的工作性能和裝配性能。文章針對某公司近半年以來缸體后端面垂直度超差的現(xiàn)狀,分析可能引起垂直度超差的各個因素。通過試驗分析研究,最終得出缸體后端面的工藝設計輔助支撐壓力設置不合理,是造成后端面垂直度超差的主要原因,并提出降低輔助支撐壓力以減小端面變形量的方法,通過一系列實際壓力測試驗證,找到了最理想的支撐壓力值,解決了超差問題。
關(guān)鍵詞:氣缸體;后端面;垂直度超差;分析對策
中圖分類號:TB42 文獻標識碼:A 文章編號:1006-8937(2016)09-0004-03
垂直度是指零件上被測要素(面或線)相對于基準要素(面或線)的不垂直程度。垂直度根據(jù)產(chǎn)品功能和結(jié)構(gòu)要求可分為:線對面、面對面、面對線、線對線四種;發(fā)動機后端面和底面的垂直度超差可能會影響到變速箱的安裝,從而影響發(fā)動機的性能,本文主要論述精加工缸體的后端面相對缸體底面的垂直度超差問題。
1 后端面垂直度狀況
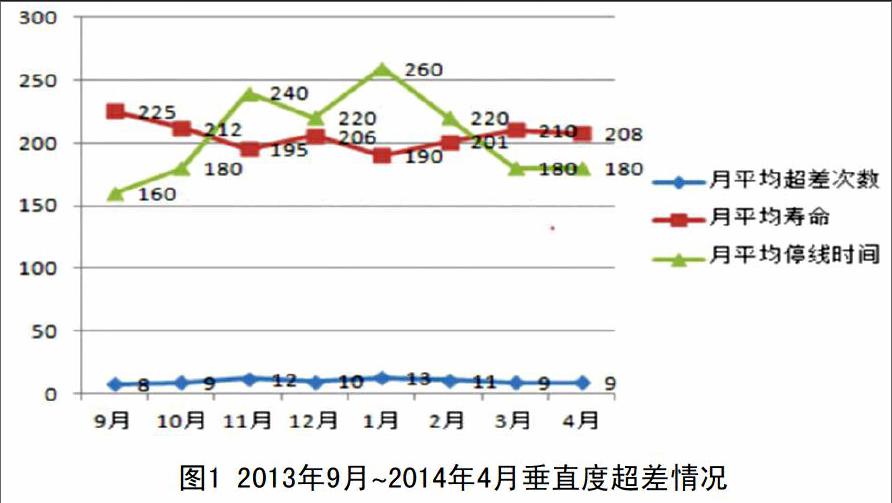
某公司要求缸體B15后端面(#299面)相對于底面(#499面)的垂直度不能超差。統(tǒng)計發(fā)現(xiàn),從2013年9月~2014年4月缸體M1精加工A線后端面垂直度超差平均每月大概10次左右,超差出現(xiàn)即換刀停線測量,降低刀具壽命,如圖1所示。
2 超差現(xiàn)象調(diào)查和研究
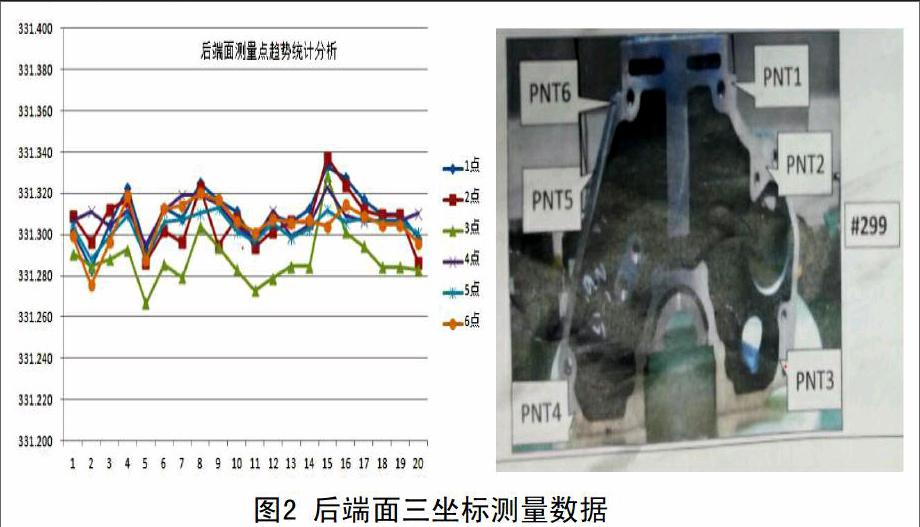
通過分析后端面三坐標測量數(shù)據(jù)及三坐標各測量點位置,如圖2所示所示。
經(jīng)過以上分析得出:后端面三坐標測量的6個點除了第3點多切外,其余5個點差值相差不大,且均接近中值,而第3點多切與面輪廓輸出變形位置正好一致。
因此后端面加工局部變形是導致其相對于底面垂直度超差的主要癥結(jié)所在。
3 對可能引起上述超差的原因進行詳細解析
垂直度超差魚骨圖,如圖3所示。
3.1 人員操作
由于線上零件推拉由外包人員操作,機床設定有定位氣檢報警功能,如果零件推不到位機床會自動報警,而且零件推拉不到位機床感應不到工件也不會自動加工。故人為因素不會造成后端面垂直度超差。
3.2 定位銷松動磨損
定位銷松動或磨損易造成工件加工夾歪,加工面傾斜或局部變形造成多切或少切,導致后端面相對底面垂直度超差。但是通過檢查機床定位銷并未出現(xiàn)松動和磨損。
3.3 定位面高度差過大
定位面高度差過大,工件定位會傾斜,也有可能會導致工件加工夾歪,出現(xiàn)局部變形多切或者少切的情況,導致后端面相對底面垂直度超差。但是通過檢查機床定位面高度差,發(fā)現(xiàn)三個定位面最高與最低相差僅0.007 mm (標準為0.02 mm以內(nèi)),因此定位面高度差無異常。
3.4 夾具損壞,工件夾歪
夾具損壞,工件夾歪,加工過程發(fā)生偏移,局部受力不均勻,會造成局部變形不一樣造成多切或少切,后端面相對底面垂直度超差。經(jīng)過對夾具進行檢查,發(fā)現(xiàn)夾具未出現(xiàn)損壞以及夾具螺栓并未出現(xiàn)松動。
3.5 夾具夾緊力過小,工件夾不緊
夾具夾緊力過小,工件夾不緊,工件加工過程易出現(xiàn)移動,局部受力過大也會發(fā)生多切或少切,導致后端面相對底面垂直度超差。但是檢查如下3個夾緊點,如圖4所示,夾緊力均大于 45 bar(標準為大于45 bar),夾緊壓力合格。
3.6 刀具加工震動大,工件受擠壓
刀具加工震動大,工件受擠壓容易變形導致后端面相對底面垂直度超差。維修人員測量主軸跳動,測量結(jié)果均在合格范圍內(nèi),見表1,對刀具加工工件質(zhì)量影響很小,工件受刀具加工擠壓變形可能性小。
3.7 加工表面材料硬度低,加工變形
加工表面材料硬度低,加工變形也會導致后端面相對底面垂直度超差。送檢后端面垂直度超差工件到實驗室測量表面硬度,結(jié)果均在合格范圍內(nèi),見表2,未出現(xiàn)異常,排除工件毛坯
鑄造硬度低造成加工變形的可能。
3.8 工藝設計輔助支撐壓力設置不合理
通過研究機床夾具圖紙,發(fā)現(xiàn)后端面對應的啟動電機安裝面在加工過程中有輔助支撐伸出對工件有擠壓力,如圖5所示,防止加工過程該部位加工變形。輔助支撐壓力過大或過小都有可能導致該部位加工變形。結(jié)合三坐標測量后端面的數(shù)據(jù)分析發(fā)現(xiàn)該部位附近測量的第3點為多切。于是初步可以確定為輔助支撐壓力過大導致加工該部位多切。當后端面加工完成后輔助支撐收回,工件多切部位出現(xiàn)回彈變形,從而導致后端面相對底面垂直度超差。
3.9 機床加工程序坐標系設置不合理
機床B軸程序坐標系設置不合理,偏移過大,工件在加工過程中輔助支撐可能未支撐到工件表面或?qū)ぜ砻嬷瘟^大出現(xiàn)過載,同樣會使工件在加工過程中變形導致后端面相對底面垂直度超差。但通過查看刀具加工圖紙,如圖6所示,可以看出精加工后端面為立銑(即缸體頂面朝上,底面朝下)。并結(jié)合圖2三坐標各測量點及后端面各測量點數(shù)據(jù)趨勢圖分析:如果機床B軸坐標系出現(xiàn)偏移過大,三坐標測量后端面的1點和6點、2點和5點數(shù)據(jù)相差必定很大,而從圖2趨勢圖可以看出這幾個點測量值并未有明顯差異。因此,排除了機床B軸程序坐標系設置不合理導致后端面相對底面垂直度超差的可能。
3.10 切屑液濃度
切屑液濃度的變化可能會影響后端面銑刀壽命,從而間接影響后端面表面加工質(zhì)量,即工件表面粗糙度,但不會影響后端面相對底面垂直度。
由以上分析得出,工藝設計輔助支撐壓力設置不合理是后端面垂直度超差的主要原因。
4 解決對策
由于工藝設計輔助支撐壓力設置不合理,所以可以采用對新刀具加工,驗證測試不同輔助支撐壓力值,找出加工垂直度最好的那個壓力參數(shù)來降低輔助支撐壓力直至后端面不再因變形多切,而導致后端面垂直度超差。
將模塊——OP170A輔助支撐壓力由原先的70 bar分別降低到到65 bar、60 bar、55 bar、50 bar、45 bar,并采用新刀分別在這五組不同壓力參數(shù)下,將加工出的零件送三坐標測量后端面垂直度。最終措施實施后發(fā)現(xiàn)在55 bar壓力下,后端面垂直度最好,于是將輔助支撐壓力調(diào)整到55 bar進行長期跟蹤驗證,并對比4月份措施實施前后的數(shù)據(jù),如圖7所示,驗證結(jié)果后端面對底面的垂直度已無超差。
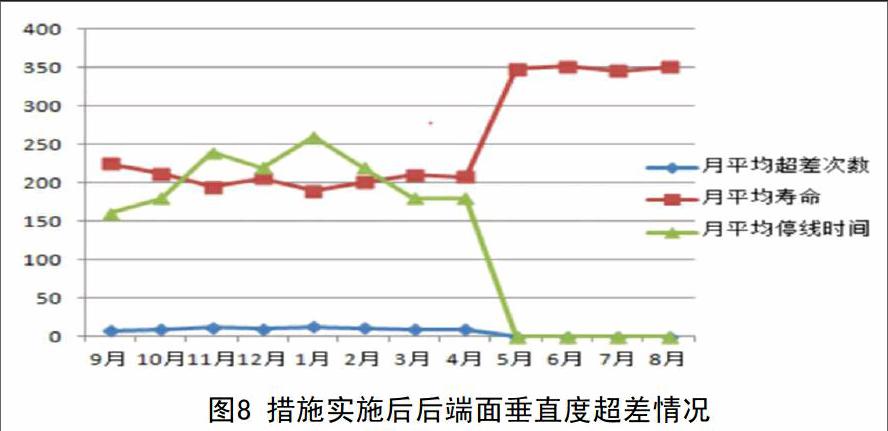
從措施實施后,因輔助支撐壓力設置不合理導致后端面垂直度超差停線時間由之前平均每月205 min縮短為零;刀具月均壽命由之前平均每月206提高到350,如圖8所示,節(jié)約了很多生產(chǎn)成本。
5 結(jié) 語
缸體后端面對底面的垂直度對于發(fā)動機其他零件的裝配及發(fā)動機性能都至關(guān)重要,而實際生產(chǎn)過程中,垂直度超差的原因不一而同,但是均可以參照上述的分析方法進行原因解析,從而找到超差的真正原因,并采取相應的對策解決問題。
參考文獻:
[1] 李柱,徐振高.互換性與測量技術(shù)——幾何產(chǎn)品技術(shù)規(guī)范與認證[M].高等教育出版社,2008.
[2] 張本秀.端面垂直度檢具[J].機械工人·冷加工,1990,(1).
[3] 于駿一,雛青.機械制造技術(shù)基礎(chǔ)[M].北京:機械工業(yè)出版社,2004.
[4] 馮立華.氣缸體與氣缸套組合加工工藝研究[D].長春:吉林大學,2011
.
