增加無刷勵磁機運行穩定性措施
2016-04-01 09:46:58施駿王禹軒
科技視界 2016年7期
關鍵詞:振動
施駿 王禹軒


【摘 要】勵磁機的抗干擾能力較弱;軸系擾動后,很容易在勵磁機轉子上產生累加,引起勵磁機振動,造成勵磁機不能穩定運行,振動突升,影響機組運行。本文以某核電廠1#機組勵磁機為列,詳細分析了增加無刷勵磁機運行穩定性的措施,對同行業中相似缺陷處理有很強的借鑒作用。
【關鍵詞】無刷勵磁機;振動;穩定性
0 前言
國內某核電廠現營運的一、二號機組為650MW核電機組,采用的汽輪發電機組是由哈爾濱汽輪機廠及哈爾濱電機廠制造的,其中勵磁、發電機系統采用的是無刷勵磁系統,即發電機所需勵磁電流由無刷勵磁機提供。無刷勵磁機主要由交流勵磁機(型號:WJL 2760-8)、稀土鉆永磁發電機(型號:TFY-152-400)、整流輪(WS16-S)、聯軸器、勵磁機支持軸承組成。勵磁機提供直流電,輸入發電機轉子產生磁極,切割發電機定子線圈,從而產生電流發電。所以勵磁機穩定運行至關重要。
該型勵磁、發電機系統采用三支撐結構,即發電機轉子兩端有兩個端蓋式軸承,無刷勵磁機有一個座式軸承。無刷勵磁機聯軸器與發電機勵端聯軸器剛性聯接在一起,無刷勵磁機轉子發電機端懸掛在發電機轉子上,形成三支撐軸系,縱觀國內使用該型號機組的電廠普遍存在抗干擾能力差,勵磁機軸承振動高等問題。因此提高勵磁機運行的穩定性,可以確保機組安全穩定運行。
1 機組狀態分析
根據歷史振動數據的分析,1#勵磁機穩定性較差,在2006年8月31日21:34分38秒,外電網發生故障,一號汽輪發電機11瓦軸振短時間內迅速升高,在1分25秒時間內勵磁機軸瓦X方向軸振由129um突增至248um,并且有上漲趨勢,主控手動打閘停機,且其受發電機軸瓦振動爬升的影響也有緩慢的爬升,如果日常運行振動基數過高,再突然經受電網沖擊,有可能出現振動高報警信號,引起汽輪機保護系統動作。所以1#勵磁機穩定性亟待提高。根據圖1數據就可以看出1#勵磁機的穩定性較差,易受其他瓦振動的影響,穩定性需要提高。
而要提高勵磁機穩定性就需要在大修中從現場檢修質量控制,設備本身質量,地基澆灌質量等方面進行檢查、控制,如圖2所示。本文將從以下幾點出發,進行分析解決。
2 提高現場檢修質量
機組穩定性的提高和現場檢修質量密不可分,對于勵磁機檢修主要包括勵磁機軸承檢修、勵磁機轉子檢修和勵發聯軸器檢修。下面就這3個方面的檢修做分析。
2.1 勵磁機軸承檢修
勵磁機軸承檢修中,關系到穩定性的數據主要是:勵磁機軸承間隙。軸承間隙就是軸徑與軸瓦之間的間隙,該值的大小關系到運行中油膜的剛性及軸承的溫度。在1#機組106大修之前軸承間隙采用的標準是:0.66~0.76mm,方法是直接壓鉛絲,油溫在78℃,在106大修中將軸承間隙變為:0.38~0.41mm,方法是在軸承兩側加塞尺壓鉛絲的方法,油溫在73℃,油溫變化不大;而2#機組間隙采用的也是0.66~0.76mm,運行情況良好,經過討論決定仍采用標準:0.66~0.76mm,在檢修中嚴格控制該標準之內,可以保持軸承運行狀態良好。
2.2 勵發聯軸器檢修
勵發聯軸器檢修主要是勵發中心檢查及勵磁機晃度試驗。勵發中心在檢修時需嚴格按照圖紙及說明書要求進行,檢修質量可以保證,不會對機組產生影響。
1#機勵發聯軸器止口間隙超標,在某次大修中解體檢查時對勵發聯軸器,勵側對輪和發側對輪的止口做了測量,測量發現發電機側凸止口尺寸為:mm,標準為:mm,勵磁機側凹止口尺寸為:mm,標準為:mm,發電機側止口尺寸超標,造成止口間隙超標。回哈爾濱電機廠檢查發現發電機側凸止口跳動為:0.065mm,也超過標準。于是對止口進行處理。處理采用在凸止口上進行補焊,然后車削的方法進行,處理后凸止口尺寸增加,測量了水平位置、左45℃位置,右45℃位置,尺寸均為:434mm,且跳動變為0.012mm,均達到標準之內。止口間隙超標可能會對振動有影響,處理了該缺陷對機組運行有益。
勵磁機軸徑晃度,晃度試驗是在檢修階段必須進行的一項重要工作,在檢修中控制的標注是:,該值的大小關系到軸徑的初始振動,減小該值可以減小沖擊造成的振動放大作用。在檢修中,需嚴格控制該值,并達到盡可能小的狀態,增加勵磁機的抗干擾能力。
2.3 勵磁機轉子檢修
勵磁機轉子檢修主要是轉子與底架的平行度和轉子與軸承座的垂直度。勵磁機軸承為可傾瓦結構,可調范圍在0.30mm以內,如果在檢修中轉子的垂直度與平行度偏差過大,則會預先消耗掉可傾瓦的調整量,造成在運行中的可調范圍變小,可能會影響機組運行。在某次大修時,1#機組的垂直度與平行度存在矛盾,也就是垂直度合格則平行度不合格,平行度合格則垂直度不合格,最后處理結果是:垂直度左右偏差:0.01mm,上下偏差:0;平行度偏2.59mm,轉子相對臺板前低后高,而標準是垂直度偏差,平行度偏差。隨后的大修中,將勵磁機轉子運至上海發電機廠進行檢查,更換軸承座及對勵磁機底架進行車削加工,然后進行調整,最后結果是:垂直度左右偏差:0.06mm,上下偏差:0.04mm;平行度偏0.05mm,轉子相對臺板前低后高。經過調整勵磁機狀態有了改善。
檢修時通過對以上數據的控制,勵磁機穩定性有了提高,在上述一系列檢修調整后的運行周期的振動增加量變小,且在運行周期內受到兩次電網波動影響,勵磁機軸承均未觸發跳機,抗干擾能力有了提高。
3 二次灌漿質量
勵磁機整體放置在基礎底板上,而基礎底板是通過在地基上二次灌漿形成的。根據電機廠提供的《大型汽輪發電機組大流動性、高強度、不收縮、水泥砂漿測量灌漿工藝規范》對于二次灌漿層,不允許存在較大空洞,特別是軸承座底部要求至少5/6以上接觸面接觸良好,無氣泡,才能達到運行要求。
查詢1#機組安裝記錄,勵磁機在完成二次灌漿后檢查發現:“勵磁機臺板中間較大面積有空聲,另在臺板左側(由勵端向汽端看)電纜孔右側處有600×400mm2面積可塞入1mm不銹鋼片”,該報告分析認為:“這種結構在國內機組中實屬少見,臺板面積太大,難以實現臺板與漿料完全密實。臺板本身卸載后彈性變形,漿料本身流動性均勻性較差均是造成臺板與漿料之間局部接觸不良的原因。基本同意勵磁機可繼續安裝使用,建議在機組調試及試運過程中加強勵磁機有關部位及參數觀察,必要時做好原始記錄,便于分析及積累經驗。”通過該記錄可以發現1#機組的勵磁機灌漿是存在一些問題的,如何才能保證灌漿工藝,則需要從灌漿材料(灌漿料、灌漿用水質等方面)、基礎的處理(基礎的清潔、鏨平、底板的除銹等方面)、立模、灌漿、養護,檢查等多方面加以控制,才能保證灌漿的質量。
勵磁機二次灌漿工期長、工作精細,是一項不容易實施的項目,但是灌漿的質量與機組的穩定性又有關,所以一直計劃要對1#機組重新灌漿,但是在以往的大修中由于檢修工期不足,檢修窗口不具備等多種原因一直無法實施。待有工作時間和窗口的時候應該對二次灌漿進行重新澆灌,保證基礎的良好,提高機組的運行穩定性。
4 設備本身質量
設備本身質量與機組運行的穩定性息息相關,只有保證勵磁機制造質量的優良才能保證機組穩定運行。對于發電機轉子,質量大,且與勵磁機轉子直接相連,所以發電機轉子質量的好壞也與勵磁機運行的穩定性有關。
4.1 勵發聯軸器端面瓢偏晃度質量控制
前文已經說到勵磁機軸徑晃度是回裝階段一個需要重點控制的項目,而晃度的大小不僅與檢修質量有關,還與勵發聯軸器端面瓢偏有莫大關系。
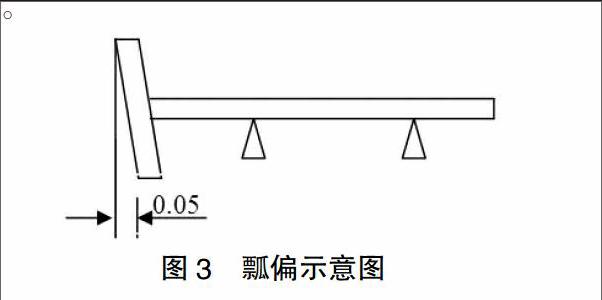
所謂瓢偏就是指轉子輪盤端面對轉子軸線的不垂直度,如圖3所示,轉子的輪盤端面最高點比最低點高0.05mm,即該輪盤端面的瓢偏值是0.05mm。
通常檢修中采用百分表來測量聯軸器端面的瓢偏度,假如在盤動轉子過程中,轉子不會沿軸向竄動,就可以用一塊百分表來測量端面瓢偏值。將被測端面分成8等份,并按順序編號。在轉子被測端面旁邊固定處支好一塊百分表,使百分表的測量桿垂直于被測端面,且頂在端面靠近外邊輪緣的1點上,表針壓進(2~3)mm,約為百分表量程的一半。
緩慢盤動轉子,轉向與轉子運行中的轉向一致,每轉45℃角表針對準各等分點時,停下來,記下百分表的讀數A1、A2、A3、…A8,算出同一直徑上的兩讀數之差(圖5)。
E1-5=A1-A5
E2-6=A2-A6
E3-7=A3-A7
E4-8=A4-A8
E1-5就是端面1-5直徑上的瓢偏值;
E2-6就是端面2-6直徑上的瓢偏值;
E3-7就是端面3-7直徑上的瓢偏值;
E4-8就是端面4-8直徑上的瓢偏值;
其中絕對值最大者就是該端面的瓢偏值,若E1-5>0,則說明1點比5點高;反之,若E1-5<0,則1點比5點低,以此類推。
而端面的瓢偏又直接影響到軸徑的基礎晃度,關系如下:
根據聯軸器瓢偏的相似三角形原理圖,說明端面瓢偏對大軸的影響。
從圖6中可以看到,在11瓦處偏移放大為0.16mm,也就是說如果聯軸器有0.03mm的瓢偏,則在軸徑處最大可產生0.16mm的基礎晃度,可以看出端面瓢偏對晃度有很大的影響。
下面根據某次大修的一系列實際檢修來說明瓢偏、晃度、穩定性的關系。
2009年6月19日,某次大修常規島勵磁機進行回裝階段的11#瓦軸徑晃度調整,使之≤0.127mm。晃度試驗初始值為0.70mm,不滿足要求,為此通過調整連接螺栓力矩來調整晃度,最佳狀態調整到0.22mm,無法達到標準≤0.127mm。如果晃度不滿足要求,機組沖轉過臨界轉速時,很可能會出現振動高跳機,給汽機的安全性和可用性帶來影響。所以維修人員立即開始進行晃度超標的原因分析和排查。
主要分析和檢查結果如下:
6月19—20日,按照正常組裝步驟進行回裝晃度調整。先通過對螺栓采用不同的力矩緊固來調整晃度,調整了7次以后晃度始終偏大,最小值也只有0.22mm,且無法繼續減小。經過開會分析,認為可能是由于勵發對輪端面接觸面處存在異物,造成端面出現高點,影響晃度調整,于是將勵發螺栓全部拆除,將勵磁機底架緊固螺栓拆除,將勵磁機整體吊出;隨后對對輪兩端端面進行檢查,確認無異物后回裝,調整勵磁機垂直度、平行度,勵發對輪中心、外圓、張口等數據合格后進行晃度調整,經過近10次螺栓力矩調整,晃度仍然偏大,最小值也只有0.22mm,且無法繼續減小。
6月21日,由于晃度過大,且確認端面無異物,開會討論后認為可能是由于采用晃度架測量晃度方法會限制軸的水平位移,測量出來的數據可能有誤差,于是采用鋼絲繩測量方式,以確定是否是由于晃度架限制轉子擺動造成晃度無法調整。于是將原有晃度架拆除,采用鋼絲繩兜住轉子,然后進行晃度調整;經過近5次調整,晃度仍然偏大,且無法繼續減小,經驗證采用晃度架不會對晃度測量產生影響。
6月21日,由于晃度仍偏大,將問題反饋給專業廠家,廠家技術人員建議將勵磁機對輪及底架螺栓拆除,將勵磁機吊離,對發電機、勵磁機對輪端面再次進行檢查,檢查發現勵磁引線壓板及絕緣墊板有高出端面的情況,可能引起端面接觸高點,引起晃度偏大,于是將勵磁機側勵磁引線壓板凸出部分進行處理,將絕緣墊板固定螺栓拆除,將絕緣墊板拆除,將墊板可能存在的高點進行打磨回裝,經過測量確認沒有高出對輪金屬端面部分。在勵磁機組回裝時調整勵磁機垂直度、平行度,勵發對輪中心、外圓、張口等數據合格后進行晃度調整,經過5次螺栓力矩調整晃度仍偏大,仍未解決該問題。
6月23日,經過會議討論,可能是由于勵磁機剪切套筒卡涉造成或者可能為對輪端面瓢偏造成。根據確定的檢查思路和方向,于是仍將勵磁機整體吊離,將勵發聯軸器剪切套筒取出,只使用對輪螺栓直接連接進行聯軸器緊固,回裝、調整勵磁機垂直度、平行度,勵發對輪中心、外圓、張口等數據合格后進行晃度調整,經過螺栓力矩調整后晃度仍偏大。由于晃度仍然偏大,此時已經確定是由于對輪端面瓢偏增大造成的。但為了初步確定瓢偏數值,根據晃度的測量結果計算在兩聯軸器端面中間墊上約0.10 mm的墊片,調整后發現晃度明顯下降。于是又將勵磁機整體吊離,利用汽輪機盤車裝置對發電機對輪端面測量跳動正常,利用可盤動式假瓦專用工具對勵端聯軸器端面進行了多次瓢偏測量,最終肯定勵端聯軸器端面瓢偏超標。
6月24日將勵磁機轉子運至上海發電機廠的專用車床上進行端面跳動復測核實,確實端面跳動達到0.075 mm,并根據測量結果進行車削處理,處理后的跳動為0.003 mm。
6月25日將處理后的勵磁機轉子運回現場后進行組裝、調整,最終11#瓦軸徑晃度為0.10mm,達到標準之內。然后繼續勵磁機的安裝工作及機組啟動工作。
從以上試驗可以看出,對晃度影響最大的還是端面瓢偏,只有將端面瓢偏及晃度處理好,勵磁機穩定性才能提高,在205時經過以上處理,汽機沖轉的峰值有明顯減小,勵磁機軸承處轉子最大振動峰值僅,日常運行僅,說明勵磁機晃度減小有利于勵磁機過臨界及運行狀態的穩定。
4.2 勵磁機轉子質量控制
勵磁機轉子質量和機組穩定運行關系密不可分,下面就某次大修發現、處理的一個問題進行分析。
2010年1月22日上午 1號機組進行啟機前檢查時,檢修人員發現勵磁機存在異音,在檢修回裝階段盤車、機組啟動前連續投盤車的情況下均未出現,甚至在1月21日進行絕緣檢查時候都沒有出現異音,只是在機組沖轉前例行巡檢時出現。出現異音后我們將勵磁機軸承、主勵磁機定子,整流輪空冷器護罩、永磁機定子一一吊離,以判斷是否是由于碰摩造成異音,結果一一排除。通過聽音我們大致確定異音是由主勵磁機轉子處傳出,于是將信息反饋勵磁機設備制造廠家哈爾濱電機廠,哈爾濱電機廠派了2名專家到現場與我方一起,檢查異音來源,分析產生原因。
經過一系列檢查發現勵磁機轉子楔形鍵有松動情況,該鍵是一個主鍵與二個副鍵結構。在試驗中我們將楔形鍵用頂絲壓緊后手動盤車異音消失,由此判定異音由楔形鍵松動引起。于是我們決定消除主鍵與副鍵間隙以達到緊固作用,在現場通過測量主鍵與副鍵間隙,然后加工合適尺寸的楔子,打入主鍵與副鍵間隙中,在現場實施打楔子方案后電動連續盤車異音消失,說明我們判斷準確。在檢查時還發現楔形鍵外側壓板存在壓痕,影響安裝,決定按照原壓板外形尺寸用性能相似的材料(42CrMo,調質熱處理)加工新壓板進行了更換。
異音消失后按照勵磁機正常的檢修工藝進行全面回裝,回裝完成后機組啟動沖轉,緩慢升速至200轉,整個升速過程中一直監視勵磁機的運行狀況,若勵磁機運行正常按照沖轉圖繼續沖轉。最后轉速順利沖至3000rpm,且無異音,進行超速試驗等相關工作后,并網發電,缺陷處理成功。
鑒于現在的處理措施為臨時措施,缺陷并沒有徹底消除。決定在后續大修中更換新轉子,保證機組長期穩定運行。
通過上述事件可以發現勵磁機轉子質量是機組穩定運行的關鍵。如果該鍵松動沒有處理,則在高速運轉時,勵磁機轉子總是存在一個交變的力作用,會對振動產生很大影響,可能會引起振動緩慢爬升;最可怕的情況是在運行中如果鍵飛出,則會造成重大事故。
4.3 轉子質量控制
發電機轉子與勵磁機轉子形成三支撐結構,且發電機轉子重量遠大于勵磁機轉子,所以發電機轉子的質量與勵磁機轉子穩定性也有一定的關系。在以往運行中出現過發電機勵端軸振緩慢爬升,造成勵磁機振動也同步緩慢爬升的現象,只有將發電機轉子質量控制好,才能保證勵磁機的穩定。
由于1#機組振動緩慢爬升,在某次大修中,將發電機轉子運至哈爾濱電機廠進行全面解體檢查。檢查內容大致包括:拔、裝發電機轉子兩側護環,發電機轉子線圈全部取出,重新清理,回裝;所有端部絕緣塊、匝間絕緣、槽絕緣更換;發電機轉子本體探傷,中心孔探傷;轉子動平衡等。經過36天檢查,發電機轉子徹底處理完成,回裝后運行至今振動較穩定。
從以上可以知道,設備本身質量和機組穩定性密切相關,只有保證設備質量、檢修質量都良好,才能保證勵磁機運行的穩定。
5 效果檢查
在上述大修中采取的一系列檢查、調整措施,使1、2#勵磁機的穩定性都有了很大的提高,特別是1#機組,在2009年的兩次停機均不是由勵磁機軸承振動高引起,且振動爬升現象得到了很大的改善,具體振動情況如。
6 總結
勵磁機穩定性對機組的穩定運行起著至關重要的作用,由于勵磁機調整窗口一般在大修結束前,工期緊張,出現問題耽誤時間較長,往往會使勵磁機調整工作變為主線工作,通過以上工作,勵磁機的穩定性有了很大的提高,確保了1#機組的長期、安全、穩定運行。
【參考文獻】
[1]勵磁機產品使用說明書[S].哈爾濱電機廠.
[責任編輯:張濤]
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00