推拉式酸洗機組切邊質量問題淺析
2016-04-05 02:49:54孟祥濤
山西冶金 2016年6期
關鍵詞:質量
孟祥濤
(武漢鋼鐵集團鄂城鋼鐵有限公司強盛薄板公司,湖北鄂州 436002)
經驗交流
推拉式酸洗機組切邊質量問題淺析
孟祥濤
(武漢鋼鐵集團鄂城鋼鐵有限公司強盛薄板公司,湖北鄂州 436002)
從熱軋原料質量、設備故障、生產計劃安排等方面詳細分析酸洗切邊缺陷的原因,并提出相應的解決措施,包括執行合理的熱軋卷采購計劃、加強設備維護、優化生產計劃安排、優化操作方式等。生產實踐證明,采取以上措施后,酸洗切邊質量問題得到有效解決,酸洗質量得到一定的改善。
啃邊 圓盤剪 碎邊剪 抖邊 邊部質量
近一年來,隨著生產水平的不斷提高,武漢鋼鐵集團鄂城鋼鐵有限公司強盛薄板公司(全文簡稱鄂鋼強盛薄板公司)產品結構不斷向薄規格發展,熱軋原料規格也趨向于薄規格產品,酸洗邊部質量問題凸現,啃邊、粘鐵、邊絲等現象嚴重。就此,鄂鋼強盛薄板公司通過對酸洗切邊缺陷的原因進行分析,采取一系列措施,有效解決了啃邊問題。
1 酸洗切邊缺陷原因分析
1.1 熱軋原料質量
1.1.1 寬度公差
降低切邊寬度是降低鋼耗的主要措施之一。鄂鋼強盛薄板公司一般將切邊量控制在單邊7~9 mm,考慮到熱軋正公差的情況,一般以成品寬度加15 mm的公稱寬度來采購熱軋原料。但是,由于鄂鋼沒有自己的熱軋廠,熱軋原料采取外購的方式,各熱軋廠寬度公差控制精度不一,甚至同一熱軋廠寬度公差精度波動也很大,加上軋制和連退拉窄,酸洗切邊后寬度必須比成品寬度大6~7 mm,酸洗切邊時經常出現切邊量不夠、無法剪切的現象,為熱軋卷采購和酸洗切邊帶來了一定的困難。
1.1.2 熱軋卷板形
熱軋卷板形是影響圓盤剪工作的主要因素之一,特別是薄規格原料易出現單邊或雙邊浪缺陷,造成CPC對中效果不好,帶鋼無法對中進入圓盤剪,導致剪切帶鋼時兩邊剪切寬度不對稱,剪切窄的一邊出現飛邊或抖邊現象,造成邊部啃邊。另外,如果板形嚴重不良,還會出現一邊剪不到的現象。
1.2 設備故障
1.2.1 CPC對中系統故障
CPC對中系統是保證帶鋼對中進入圓盤剪的生產輔助設備,其對中效果不好,嚴重影響切邊質量。經過觀察分析,生產中CPC系統的主要故障有兩方面:一是對中執行系統松動,設備間隙過大,導致檢測系統發出對中信號時對中執行系統雖然進行了對中動作,但對中動作只是填補了設備間隙,而帶鋼實際上沒有被對中;二是CPC檢測系統發生故障,導致系統沒有發出對中信號,帶鋼沒有被對中。
1.2.2 圓盤剪質量及其磨削質量不好
圓盤剪磨削質量不好,橢圓度和圓柱度精度不夠,導致切邊間隙和側隙得不到很好的調整,無法保證整個剪切過程中穩定的1∶3的切拉比,特別是在剪切薄規格熱軋卷時。
另外,圓盤剪質量不好,硬度不夠,易造成切不斷或粘鐵問題頻發,影響切邊質量。
1.2.3 碎邊剪
很多人認為碎邊剪只是用來切斷回收圓盤剪剪切下來的廢邊的,它的工作狀態對切邊質量沒有影響,但是經過一段時間的實踐,發現當碎邊剪工作狀態不好時,廢邊不能被順利切斷,會使圓盤剪剪切的廢邊所受拉力受到影響,從而使得廢邊與圓盤剪間發生摩擦,產生粘鐵現象,影響邊部質量,而且還會因出現飛邊現象而造成啃邊。
造成剪切不斷碎邊的主要原因是沒有調好碎邊剪間隙。隨著碎邊剪的使用,碎邊剪各剪刃厚度發生變化,操作工根據一片剪刃進行間隙調整時,其他剪刃配合間隙就會受到影響,導致無法調節碎邊剪間隙,從而造成廢邊不能被切斷的現象出現[1-2]。
1.3生產計劃安排
怎樣安排酸洗生產計劃取決于生產訂單任務以及軋機生產的需要。在研究酸洗切邊質量問題的時候,發現如果酸洗計劃從厚規格向薄規格轉換時,切邊質量要比從薄規格到厚規格轉換差一些。通過現場分析研究找出了問題所在,即由于在生產厚規格時,帶鋼對CPC對中系統的夾送輥產生了磨損,使得與帶鋼接觸的輥面部位產生了凹槽,導致在生產薄規格時,夾送輥無法夾緊帶鋼,而且當夾送輥執行對中動作時,帶鋼在凹槽內進行滑動,導致對中效果不好,影響切邊質量。
1.4 故障停機
故障停機后再啟動時,帶鋼與圓盤剪產生相對滑動,易造成圓盤剪粘鐵,影響帶鋼邊部質量。
1.5 操作原因
如果操作不精細,容易產生故障停機,影響切邊質量。另外,如果更換圓盤剪時,對間隙調整得不當也是造成切邊質量差的主要原因之一。
2 應對措施
2.1 提出合理的熱軋卷采購計劃
1)對供應鄂鋼強盛薄板公司的熱軋卷寬度公差進行了統計(具體統計數據如表1所示),根據統計情況對各廠家采購計劃中的公稱寬度進行了調整,并且要求廠家保證帶鋼寬度尺寸的穩定性,既滿足了降低鋼耗的需要,又保證了切邊量和切邊質量。
2)加強對原料寬度的檢查,對切邊量不夠的鋼卷轉向非切邊計劃生產。
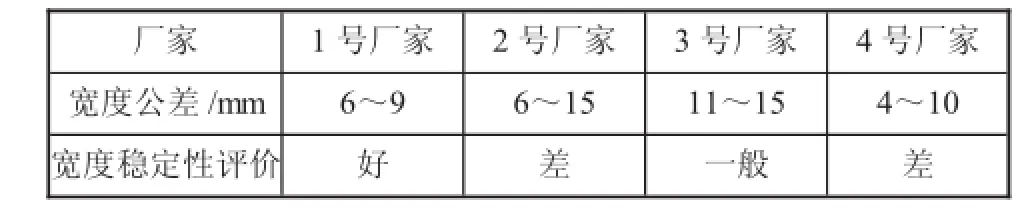
表1 鄂鋼強盛薄板公司熱軋原料供應廠家寬度公差統計
2.2 加強設備維護
1)把影響切邊質量的設備問題納入日常檢查項目,要求定期檢查CPC對中系統的運行與設備間隙,在點檢和定期檢修過程中對設備進行故障排查和緊固。
2)與圓盤剪磨削單位簽訂保產協議,并對磨削的圓盤剪橢圓度和圓柱度進行逐支檢查,保證圓盤剪磨削質量。
3)對于圓盤剪的采購,采用競標機制,對比不同廠家圓盤剪使用情況,保證圓盤剪進貨質量。
4)采用墊墊片的方式安裝碎邊剪剪刃,解決碎邊剪剪刃變薄的問題,保證碎邊剪各剪刃的重疊量一致。
2.3 優化生產計劃安排
根據酸洗機組產能大于軋機機組的情況,在保證完成訂單和軋機正常生產的情況下,盡量從薄規格向厚規格安排計劃,并盡量把寬度穩定性較好的廠家的鋼卷安排到切邊計劃,把寬度穩定性較差的廠家的鋼卷安排為非切邊計劃。
2.4 優化操作方式
2.4.1 圓盤剪操作
1)在更換圓盤剪剪刃時,采用工業酒精或柴油將圓盤剪的剪刃、刀軸和閉環全部擦洗干凈,以有效地防止因雜質或鐵屑造成的圓盤剪偏擺偏大而影響圓盤剪側向間隙的精確性。
2)圓盤剪安裝完畢,在進行側向間隙和重疊量等工藝參數測定時,每隔90°測量一個點,共測量4個點,最后根據4個測量值進行適量調節,確保4個測量值的差值在允許誤差范圍之內,這樣既可以有效提高剪邊質量,同時又可以大大降低剪刃崩口的現象。
3)統一規范調整圓盤剪側向間隙和重疊量等工藝參數。當加大圓盤剪的重疊量時,也要加大側向間隙,同時根據材料的性能確定參數調節范圍,這樣在保證切邊質量的同時也可以有效防止剪刃崩口,具體調整情況如表2所示。

表2 圓盤剪側向間隙和重疊量mm
4)在調整圓盤剪側向間隙和重疊量時,如果測得實際值比設定值稍微偏大或偏小,就不應該直接反方向將側向間隙和重疊量調整到設定值,而是應當再重新加大偏差值,然后將其調節至設定值,這樣可以有效地消除螺紋間隙對圓盤剪工藝參數的影響,保證剪邊質量。
5)在機組生產過程中,圓盤剪每剪邊4~5卷之后,要對閉環進行一次緊固,同時要目測或工具測量圓盤剪的工藝參數是否異常,以防止設備出現故障影響剪邊質量以及有效降低圓盤剪崩口。
6)在每剪邊2~3卷之后、正在剪切帶鋼的過程中,圓盤剪工要用刷子蘸取乳化液對剪刃刃口進行一次清洗,以有效消除刃口周圍的鐵屑,以免影響剪邊質量。
7)在機組剪邊穿帶的過程中,如果帶鋼不能正常進入卷取機的鉗口,就需要稍微倒帶,然后重新進入鉗口。在操作的過程中,出口操作工不應直接聯合點動出口段,而是應該壓下切尾剪的夾送輥,反向點動夾送輥倒帶,使圓盤剪處帶鋼不倒帶,這樣可以消除因圓盤剪倒帶影響剪邊質量,同時防止倒帶剪刃崩口。
2.4.2 碎邊剪操作
在每次更換碎邊剪時,都要對所有碎邊剪剪刃間隙進行重新調整,防止剪不斷現象。
2.4.3 圓盤剪和碎邊剪的檢查
1)進行圓盤剪剪片磨削質量檢查,保證合理的圓盤剪剪片橢圓度、圓柱度等指標。
2)完善圓盤剪、碎邊剪的設備精度,利用檢修時間及時對其整改。
3)及時更換圓盤剪和碎邊剪。
3 效果
1)通過攻關,酸洗工序剪邊質量得到改善,圓盤剪剪刃崩口的問題也得到解決。
2)裂邊量大大減低,產品質量得到較大改進;鍍鋅機組月產量1.3萬t左右,裂邊量不到10 t;連續數月無剪刃崩口現象。
3)切邊質量的提升,使得減小切變量成為了可能;熱軋卷采購寬度從原來的冷軋卷寬度加25 mm降低到加15 mm,提高成材率約1%。
[1]莊心輔.鋼材酸洗新工藝與質量檢測及缺陷分析控制實用手冊[M].北京:中國冶金出版社,2011.
[2]于政祿.帶鋼連續酸洗[M].北京:冶金工業出版社,1976.
(編輯:胡玉香)
TG333.2+1
A
1672-1152(2016)06-0122-03
10.16525/j.cnki.cn14-1167/tf.2016.06.43
2016-12-13
孟祥濤(1983—),男,工程師,于鄂鋼強盛薄板公司技術科主管軋鋼工藝質量和技術工作。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54