坡口形式對不銹鋼焊接溫度場影響的分析
2016-04-11 00:50:36桑瑋瑋杜景楊
現(xiàn)代制造技術(shù)與裝備 2016年2期
關(guān)鍵詞:不銹鋼
桑瑋瑋杜景楊
(1.河南工程學(xué)院,鄭州 450000;2.河南凱迪電力工程有限公司,鄭州 450000)
?
坡口形式對不銹鋼焊接溫度場影響的分析
桑瑋瑋1杜景楊2
(1.河南工程學(xué)院,鄭州 450000;2.河南凱迪電力工程有限公司,鄭州 450000)
摘 要:依托大型有限元分析軟件ANSYS,對中厚板304不銹鋼焊接過程中U型及V型坡口的焊縫區(qū)域溫度場進行數(shù)值模擬。研究表明,V型坡口焊縫最高溫度為1950℃,U型坡口焊縫最高溫度為2073℃;U型坡口焊縫中心最高溫度比V形坡口高,且熱影響區(qū)域加寬,對后續(xù)應(yīng)力分析的影響更顯著;熱循環(huán)曲線及焊接溫度場等值圖符合焊接實際過程溫度變化規(guī)律,為進一步預(yù)測焊接變形和殘余應(yīng)力的分布提供熱學(xué)方面的理論借鑒。
關(guān)鍵詞:ANSYS 不銹鋼 坡口形式 溫度場
焊接過程是一個非常復(fù)雜的傳熱過程,影響因素眾多。焊接溫度場是對焊接工藝參數(shù)、應(yīng)力應(yīng)變計算的首要條件,溫度隨時間變化的趨勢準(zhǔn)確與否直接影響焊接應(yīng)力和變形最終結(jié)果的準(zhǔn)確性[1]。焊接溫度場的數(shù)值模擬,可以通過計算機系統(tǒng)來確定焊接時的最佳設(shè)計、最佳工藝方法和焊接參數(shù),大大節(jié)約了人力、物力和時間,具有很大的經(jīng)濟效益[2-4]。
根據(jù)對不銹鋼開不同坡口的焊接現(xiàn)象和過程的數(shù)值模擬分析,焊接線能量相同,不銹鋼焊接坡口形式改變時,等溫線的形狀和尺寸都發(fā)生了很大變化[5-6]。從這一結(jié)果可以預(yù)測,不銹鋼焊接坡口形式對溫度場有很大影響,從而也影響焊接凝固裂紋敏感性。對不同坡口溫度場進行模擬可以優(yōu)化焊接結(jié)構(gòu)和工藝設(shè)計,從而減少實驗工作量,提高焊接接頭的質(zhì)量。
1 焊接幾何模型確定
運用ANSYS對不銹鋼板進行溫度場分析,首先要確定其三維模型,不銹鋼板模型尺寸為200mm×100mm×10mm;坡口形式為V形坡口、U型坡口,具體坡口形式如圖1、圖2所示。

圖2 V型坡口樣式
2 單元選用及材料屬性
研究選用實體單元SOLID70。SOLID70具有三個方向熱傳導(dǎo)單元,可用于三維靜態(tài)和瞬態(tài)的熱分析。該單元有8個節(jié)點,每個節(jié)點只定義一個溫度自由度,能實現(xiàn)勻速溫度傳遞,因此,SOLID70是溫度場模擬較為理想的實體單元。
焊材選擇304奧氏體不銹鋼,其各項熱物理性能參數(shù)[6]見表1,焊件的初始溫度為20℃。焊接方法選用手工電弧焊,熱源計算函數(shù)為高斯分布函數(shù),假設(shè)熱量均勻施加到焊縫單元上,作為內(nèi)部熱源處理,焊縫隨電弧的移動填充,填充部分為虛單元,填充焊縫后轉(zhuǎn)化為實單元。
在本研究的計算過程中,利用單元“生死”的原理,假設(shè)母材熔化時的彈性模量和屈服強度很低,傳導(dǎo)系數(shù)和比熱等物理性能不變,這將不影響溫度場的計算。
對開坡口焊縫的焊接熱源載荷問題,應(yīng)將熱源作為焊縫單元內(nèi)部生熱處理,以生熱率的形式施加載荷,同時考慮金屬的填充作用,運用生死單元的方法,逐步將填充焊縫轉(zhuǎn)化為生單元參與計算中。
3 結(jié)果與分析

圖3 焊縫中心及熱影響區(qū)節(jié)點示意圖

表1 304不銹鋼的熱物理參數(shù)
為了更好地分析焊件各個位置的溫度場,對焊件不同位置進行取點分析。圖3是沿焊縫中心及熱影響區(qū)取點示意圖。

圖4 V形坡口熱循環(huán)曲線圖
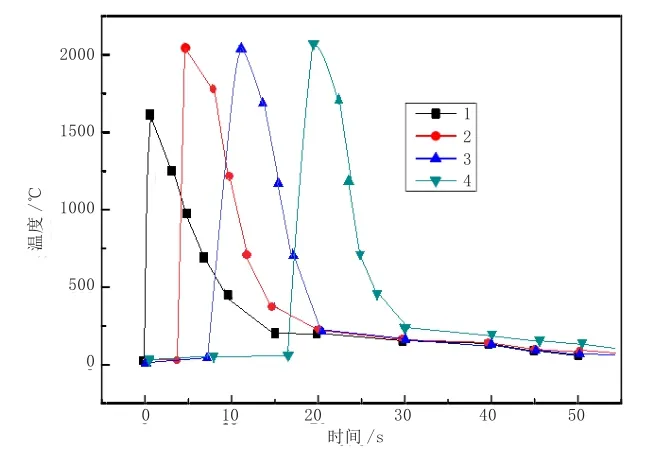
圖5 U型坡口熱循環(huán)曲線圖
圖4、圖5分別是兩種坡口形式下溫度變化熱循環(huán)曲線圖。由圖可知,焊件上各點溫度由低至高,達到最高值后,又逐步降低,V型坡口焊件最高溫度達到1950℃,U型坡口焊件最高溫度達到2109℃;各點的升溫速度明顯比冷卻速度要快;冷卻時,焊縫溫度逐漸下降,且熱量慢慢向邊緣擴散,最終各點溫度逐漸趨于某一值,即降到焊件的初始溫度為止。
總的來說,不論V型還是U型,坡口各節(jié)點上溫度都增加較快,而降低過程緩慢,符合焊接熱過程。通過對比兩圖,U型坡口焊件最高溫度較高,影響焊件溫度范圍較大,且U型坡口下不銹鋼焊件同節(jié)點的溫度也較V型坡口的高,降低到室溫所用的時間更長,在后續(xù)對焊縫的應(yīng)力變化及變形影像也會更加明顯,因此,著重分析U型坡口的溫度場模擬在焊接初期、中期及焊接冷卻整個過程的變化,并與實際焊接過程作對比,驗證ANSYS軟件模擬的可行性。圖6至圖12為不銹鋼U型坡口焊接不同時刻的溫度場云圖。
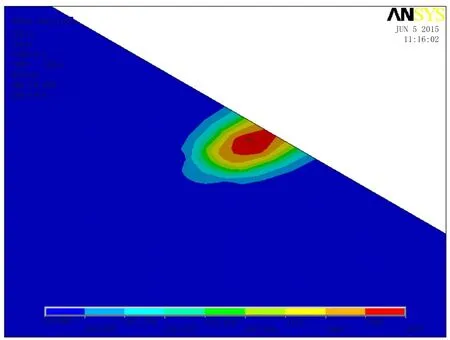
圖6 0.5sU型坡口溫度場分布等值圖

圖7 5sU型坡口溫度場分布等值圖

圖8 10sU型坡口溫度場分布等值圖

圖9 15sU型坡口溫度場分布等值圖
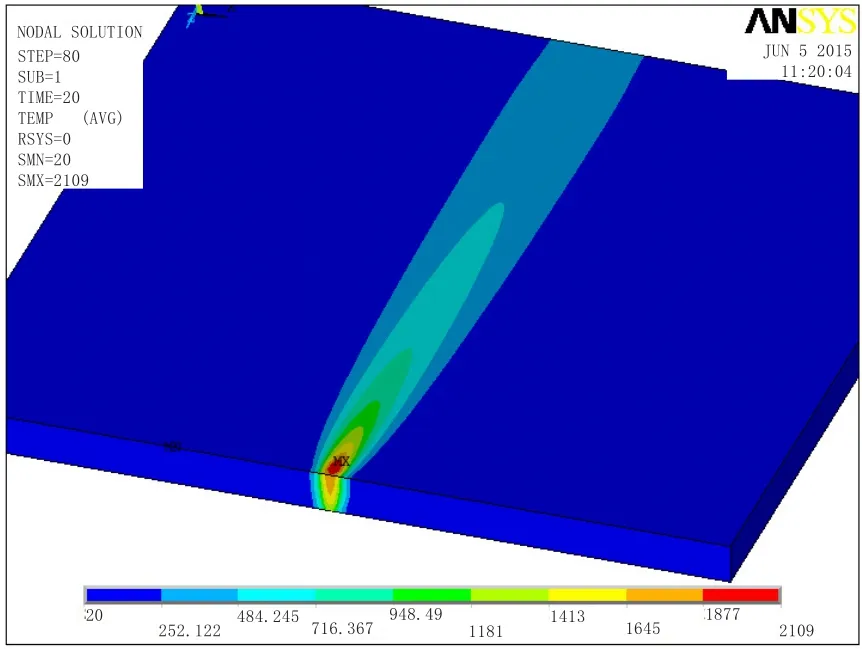
圖10 20sU型坡口溫度場分布等值圖

圖11 50sU型坡口溫度場分布等值圖

圖12 100sU型坡口溫度場分布等值圖
由不同時刻U型坡口溫度場的等值圖可以看出,焊接及冷卻過程中整個溫度場的動態(tài)變化,焊接初期,焊件升溫迅速,一段時間后,焊件上形成穩(wěn)定溫度場,即焊件上各點的溫度雖然隨時間變化,但各點固定的溫度跟隨熱源一起移動。焊接用時20s、0.5s時,焊縫最大溫度為1672℃,之后焊縫最高溫度保持在2073℃,20s時,焊縫最高溫度為2019℃,即焊件邊緣焊縫溫度較低,這符合焊接實際過程。焊件20s后進入冷卻階段,溫度下降很快,等溫線的范圍不斷擴大,焊縫熱影響區(qū)逐漸變寬,焊縫最大溫度逐漸降低,最后各點溫度逐漸趨于環(huán)境溫度。
4 結(jié)論
(1)通過ANSYS模擬焊接過程溫度場,熱源沿焊件移動時,焊件上各點溫度先升高到峰值后降低,且溫升速度高于冷卻速度,最終各點溫度逐漸趨于焊件的初始溫度,熱循環(huán)曲線與實際焊接過程溫度變化規(guī)律基本相符。
(2)相同焊接參數(shù)下,U型坡口不銹鋼對接接頭焊縫最高溫度為2073℃,V型坡口不銹鋼焊縫最高溫度為1914℃,U型坡口焊縫中心最高溫度比V形坡口高,且熱影響區(qū)域加寬,對后續(xù)應(yīng)力分析的影響更顯著。
(3)U型坡口焊接初期、中期及焊接后冷卻整個過程溫度場等值圖的對比分析表明,U型坡口的焊接在焊接20s處結(jié)束,并達到溫度峰值,隨后冷卻過程中,溫度持續(xù)降低至室溫,等溫線不斷擴大,焊縫熱影響區(qū)漸寬,符合經(jīng)典理論的結(jié)果。
參考文獻
[1]李愛環(huán).貫穿件多道焊溫度場及應(yīng)力場的數(shù)值模擬[D].哈爾濱:哈爾濱工程大學(xué),2008.
[2]張洪信,王敏懷.ANSYS基礎(chǔ)與實例教程[M].北京:機械工業(yè)出版社,2013:2-3.
[3]王國強.實用工程數(shù)值模擬技術(shù)及其在ANSYS上的實踐[M].西安:西北工業(yè)出版社,2000:56-89.
[4]汪建華.焊接數(shù)值模擬技術(shù)及其應(yīng)用[M].上海:上海交通大學(xué)出版社,2003:16-18.
[5]楊海明,杭明峰.不銹鋼與特殊用途鋼的焊接[M].沈陽:遼寧科學(xué)技術(shù)出版社,2013:1-2.
[6]李亞江.合金結(jié)構(gòu)鋼及不銹鋼的焊接[M].北京:化學(xué)工業(yè)出版社,2013:211-213.
Analysis of the Effect of the Groove Form Temperature Field of Stainless Steel Welding
SANG Weiwei1,DU Jingyang2
(1.Henan Institute of Engineeri ng,Zhengzhou 450000; 2.Henan Katie Electr ic Power Engineering Co., Ltd.,Zhengzhou 450000)
Abstract:Based on the finite element analysis s oftware ANSYS, the proces s of u and V type groove region of the weld temperature field of 304 s tainless steel plate welding num erical simulation is carried out. Studies have s hown that V-groove weld seam is the highest temperature of 195 DEG C, U type groove weld the highest temperature is 2073 DEG C; U type groove weld center, the highest temperature is higher than the V-sha ped groove, and heat affected zone broadening, on subsequent stress analysis more significant impact; thermal cycle curve and welding tem perature field value diagrams to meet the welding temperature variation of actual process, for further prediction of welding residual deformation and force distribution should provide thermal aspects of theoretical reference.
Key words:ANSYS,stainless steel,groove type,temperature field
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16