基于模糊PID的礦渣粉磨入口溫度控制
2016-04-21 13:16:08王立佳南京梅寶新型建材有限公司南京210039
山東工業技術 2016年3期
王立佳,李 勇(南京梅寶新型建材有限公司,南京 210039)
?
基于模糊PID的礦渣粉磨入口溫度控制
王立佳,李勇
(南京梅寶新型建材有限公司,南京210039)
摘 要:輥磨是礦渣粉磨生產中的主要裝置,包括細磨、傳送、提升、選粉等一系列工序于一身,是一個多變量、耦合強的線性系統。物料粉碎的粗細直接影響生產的成本和品質。磨機入口溫度的高低直接影響著磨內壓差、生料的烘干,從而影響著成品的產量。因為磨機入口溫度影響因素很多、滯后時間較長及容易超調等特點,用一般的控制方法不能滿足工藝的要求,所以本課題采用模糊PID智能控制算法設計了溫度控制模型,并在實際運用中,很好地解決了上述問題。
關鍵詞:輥磨;模糊控制;PID;入口溫度
1 緒論
立磨碾壓是水泥生產過程的重要步驟,其粉磨的粗細程度和磨機的工作效率直接影響礦渣水泥生產的成本和品質。因此,提高粉磨的產品質量和磨機效率對提高企業經濟,保證替換水泥部分后的建筑質量等,有重要的意義。目前,國內許多研究院正在努力對礦渣粉磨工藝進行提升和改造,研發出現在的新型立磨粉磨,使得我國礦渣粉磨生產效率大大的提高。但是,與國外先進的技術相比,國內立磨系統生產線的穩定性和經濟效益都很差。根據不完全資料統計,國內的立磨生產效率大約只有國外總體水平的70%。因此,運用較好的方式提升立磨運行的穩定性,保證立磨生產的連續性,對提高產品生產效率,降低生產成本將帶來十分重要的影響。
2 礦渣粉磨工藝流程
礦渣粉磨系統主要由原料站、傳送機、熱風爐、立磨、收粉器、選粉機和成品庫等組成。物料站的礦渣經過取料機和皮帶傳送機進入中央緩沖物料倉,料倉下裝有稱量給料稱,由傳送機送入回轉鎖風閥,并進入磨盤中央,在離心力場的作用下,旋轉磨盤上的礦渣被甩出,并形成一定料層厚度,進入磨輥區被碾壓。碾碎后的物料再次被甩到磨盤周邊的環型風環,快速上升的熱氣流將卷入選粉機進行分選,同時熱風也將物料烘干。合格的細粉隨氣流進入袋式除塵收粉器進行收集。收集的粉塵就是成品了,在由空氣傳送斜槽、斗式提升機進入均化庫去儲存。沒有選出的粗粉再次落在磨盤中央碾壓。沒有被熱風吹起的物料,由磨機下面的順流裝置排到立磨外,經外循環的提升機進入除鐵器除鐵,除鐵后的粗粉隨新料一起進磨碾壓。
3 礦渣粉磨溫度系統控制策略
燃料在燃燒室煅燒過程中,燃燒效果很大程度上取決于熱效率與燃料配比的關系。對此,在溫度模糊PID控制的基礎上,進一步提出空燃比模糊控制,最大限度的提高燃燒效率,以達到節能減排的目的。
空燃比控制的目標是實現燃料和助燃空氣的最佳混合比例,既可保證燃料的充分燃燒,又不至于加入過多的空氣,從而帶走過多的熱量,目標是尾氣中的含氧量控制在一個很小的比例。實際控制中煤氣的流量,經模糊PID計算出空氣的流量。由于熱風爐溫度系統的慣性和滯后性,加上磨機生產參數的調整,對磨機入口溫度有較高的控制要求。對通往磨機入口的熱風進行溫度檢測,實際檢測溫度與設定值之間的差值作為溫度模糊控制算法的輸入,然后得出溫度修正系數,再用煤氣流量數學模型,算出理想的煤氣流量值。
4 模糊控制器的空燃比設計
空氣量與燃料量的比值即是空燃比,在燃燒室的通煙道裝有煙氣氧含量在線檢測儀,來檢測煙氣中的氧氣含量,由于煙氣的氧氣含量直接反映了空氣與燃料燃燒的程度,煙氣中的氧含量就越低說明燃燒越充分。煙氣中氧含量與空燃比有必然的量化關系,可以通過煙氣中含氧量來設值空燃比,以確保燃燒效率高。空燃比控制框圖如圖1。
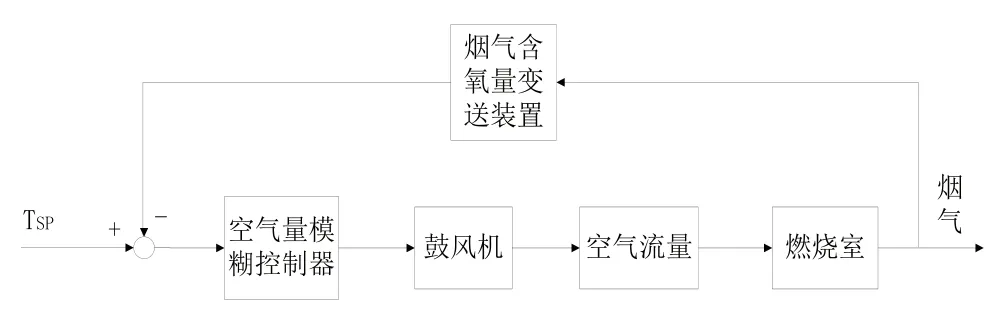
圖1 空燃比控制框圖
由于熱風爐系統動態特性和煙氣氧含量的檢測分析都有純滯后,因此采用模糊控制器來調節氧含量調節器。其中,輸入端為氧含量偏差值及偏差變化率,輸出端為空燃比的值。
5 熱風爐溫度模糊控制
熱風爐的溫度智能控制系統結構如圖2所示,整個系統采用雙閉環控制,內環利用模糊PID空氣量控制器控制燃料閥,進而控制燃料的流量。燃燒室出來的熱風含氧量經氧氣在線檢測裝置檢測反饋給模糊PID空氣量控制器。外環從燃燒室出來的熱風經鼓風機吹入熱風爐,熱風爐熱風的溫度經溫度變送裝置反饋給模糊PID溫度控制器,從而對熱風的溫度有較好的控制。

圖2 熱風爐溫度智能控制系統結構原理圖
5.1 模糊控制規則的確定
由經驗我們知道,當燃燒室中氧含量與設定值偏差較大時,關鍵是調節燃料流量,減少偏差;當燃燒室內的氧含量偏差較小時,主要任務是防止產生超調量,提高穩定性。同理,當熱風的溫度與設定值的偏差較大時,經模糊PID溫度控制器,與燃燒室里含氧量在線檢測裝置共同作用,很好的去控制燃料調節閥調整流量,從而達到比較理想的控制效果。當被控量E和EC越小,不確定量就越小,系統控制精度就越高。
5.2隸屬度函數的確定
選擇合適隸屬度函數對系統控制性能有著直接影響,遺憾的是,現在還沒有較好的的方法來解決如何去確定隸屬度函數。現在工程上使用很多的是三角形隸屬度函數,本控制器就用三角隸屬度函數。
6 輸出信息的解模糊化
在溫度模糊PID系統中,由模糊邏輯推理后,輸出的則是模糊集合,由49條模糊條件語句所得,是一個模糊量不好直接控制的控制設備,必須要用合適的辦法將模糊量轉化為精確量,才能很好地應用模糊推理的決策效果。清晰化的目標就是將模糊集合等效為一個精確量。在清晰化時我們運用重心法,得到控制量u的被控對象:

A ( ui)是論域u上集合A的ui個隸屬度函數,ui是論域u的第i個元素。
7 仿真研究
將熱風爐被控對象近似為一階慣性環節:

依據前面所設定的參數,以熱風爐溫度控制為被控對象,采用優化的模糊PID控制策略進行MATLAB仿真。
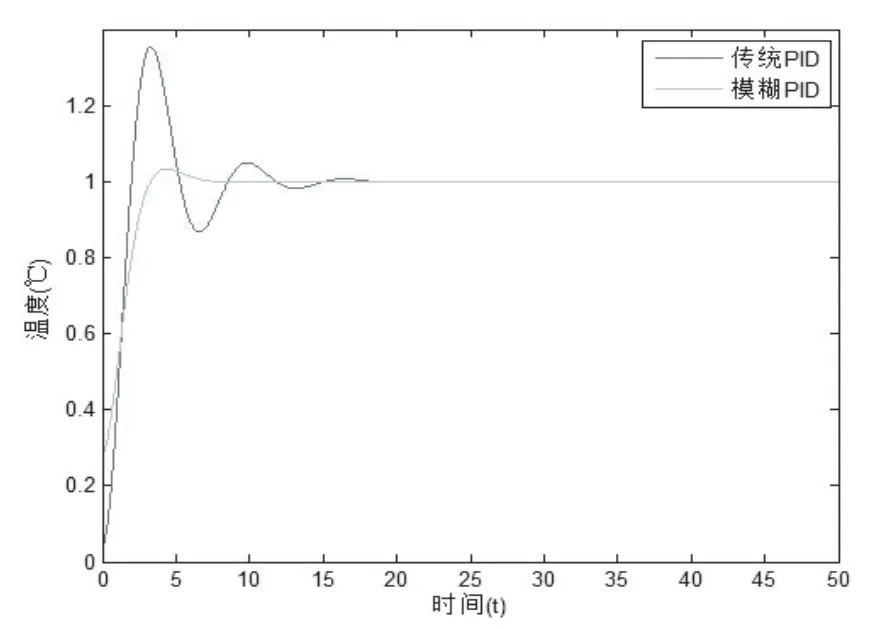
圖3 單位階躍響應對比曲線
圖3是熱風爐溫度控制在不同控制器作用下的響應曲線。從上圖可以看出,模糊PID控制效果遠遠優于傳統的純PID控制,傳統的純PID控制有很大的超調量,調節所需時間也很長;模糊PID控制性能優于常規PID控制,響應快,一下到達設定值,還沒有超調量,而且也有模糊PID的抑制干擾。
8 總結
本文以礦渣粉磨為研究對象,針對熱風爐溫度控制系統設計了模糊PID控制器,通過分析我們知道傳統PID在設計中必須依靠系統本身的精確模型才可以整定出PID參數,可是只有模型改變,PID控制效果就會很差,必然導致系統不能工作穩定。僅憑操作者經驗設定參數,況且這些參數不能動態變化,對控制器的控制產生很大影響。把模糊控制與PID相結合成模糊PID控制器已是控制領域里較為有價值的研究課題,能夠取長補短,加強系統的魯棒性和抗干擾能力,使系統具有響應速度快、穩態性好等優點。
參考文獻 :
[1]于雋,王彩英.用于高爐礦渣粉磨的立磨工作原理及選型[J].粉煤灰,2008,23(04):46-48.
[2]孫自強.基于PCS7的加熱爐燃燒控制策略及仿真研究[J].2012:50-51.
[3]李慶亮,張新成.模糊控制技術在立式磨系統制中的研究與應用[J].計算機工程與設計,2006,27(01):2961-2963.
[4]陶天全.水泥工業粉磨工藝及設備.武漢工業大學出版社,1992(07):102-104.
[5]屈毅.基于模糊PID控制的溫室控制系統[J].計算機應用,2009,7(07).
DOI:10.16640/j.cnki.37-1222/t.2016.03.040
