合理利用小機、做好道岔打磨
2016-04-22 04:52:56薛偉
中小企業管理與科技·中旬刊 2016年3期
薛偉


摘 要:針對岔區打磨作業時道岔區部分區段大機無法打磨,工務段采取一系列措施,合理利用小機,成立組織、制定打磨標準及作業流程、方法等,整治道岔軌件存在的種種病害,有效的改善了道岔狀態,保證了列車運行平穩性。
關鍵詞:小機;道岔;打磨
1 概述
隨著我國鐵路高速重載的發展趨勢,在列車高速重載運動作用下,鋼軌表面容易產生波形磨耗和因接觸疲勞而產生的片狀剝落、裂紋、肥邊等病害增多,增加了工務維修的任務和難度。當波形磨耗較重時,輪軌之間的作用力和軌道振動增大,對鋼軌的破壞也隨之加大,軌道的幾何尺寸變化加快,在列車運行速度較高的區段表現比較突出。接觸疲勞裂紋如不及時消除,容易導致鋼軌表面剝離掉塊,嚴重時還會造成鋼軌斷裂,影響行車安全。有效消除鋼軌波形磨耗和接觸疲勞裂紋是十分必要的。
目前一般采用大機打磨的方式消除鋼軌表面的波形磨耗和接觸疲勞裂紋,據現場調查道岔區段的打磨效果不如區間好。究其原因,主要是岔區打磨作業時道岔區部分區段無法打磨,岔區軌面局部不平順不能消除,道岔區打磨質量維持時間較短。而道岔是線路上的薄弱環節,道岔鋼軌病害比區間線路更加嚴重,其打磨成了重中之重。為此工務段通過綜合利用小機,彌補大機打磨的不足,有效提高了道岔打磨質量。
2 實施過程
2.1 成立專業打磨隊伍
2.1.1 合理設置打磨專班
根據養修生產組織改革布局,在段8個線路車間維修工區成立打磨專班,專班設班長1人,定員3-4人。
2.1.2 明確打磨專班職責
打磨專班負責改錨、鋼軌、焊縫及道岔軌件修磨等專項工作,主要負責本車間管內岔區設備的周期(每季度1遍)性修理,并根據車間安排,對重點岔區的軌面傷損設備進行修理性打磨。
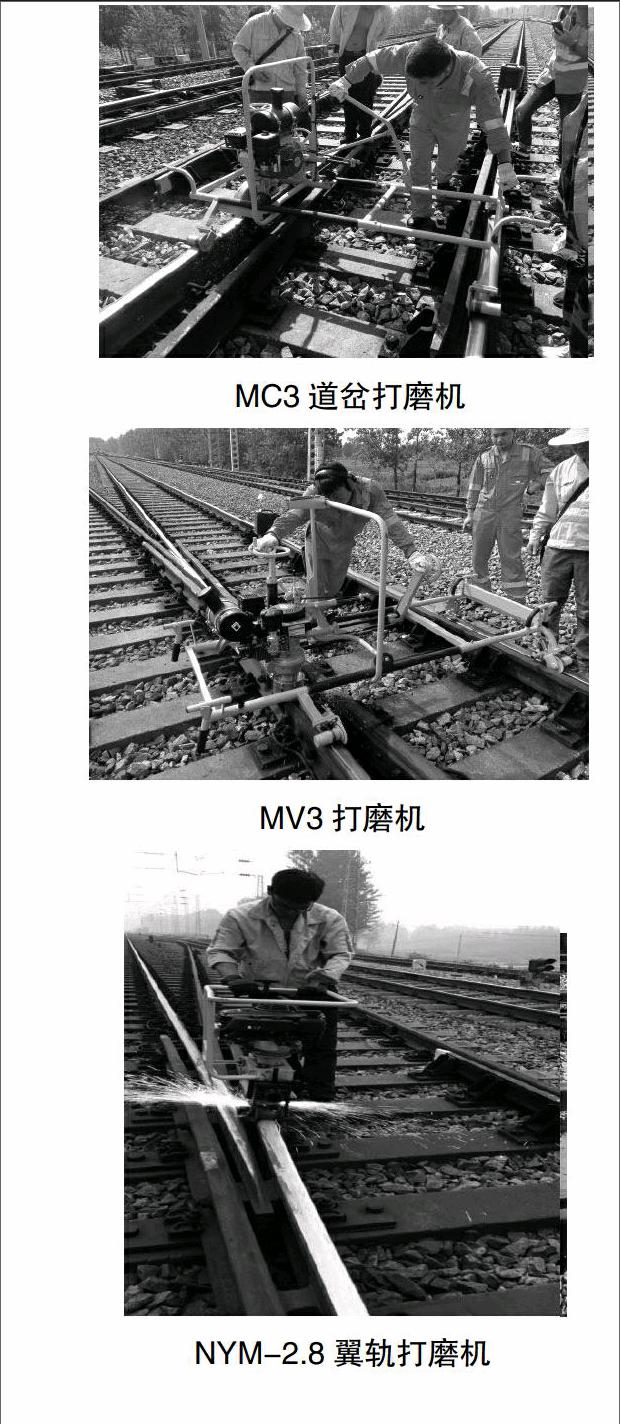
2.2 合理選用打磨機具
合理使用先進的打磨機具是提高打磨質量的關鍵。根據軌件病害的種類、存在的不同部位,結合路局近年來配置的打磨機具,有針對性選擇不同打磨機具進行優化組合。作用邊打磨主要以MC3打磨機為主(主要打磨尖軌)、平面打磨主要MV3打磨機為主(主要打磨基本軌、焊縫)、翼軌打磨主要以NYM2.8翼軌打磨機為主,表面除銹主要以內燃手持磨削機為主,再輔配手持直向磨光機等小型機具相互配合使用。
為專業打磨班主要機具配置標準見下表:
2.3 建立手工打磨標準
根據路局文件及相關資料,段制定《阜陽工務段鋼軌件打磨修理管理辦法(試行)》,從打磨標準上進行規范。
2.3.1 建立以降低值為依據的岔心、尖軌打磨標準。打磨后軌面平順,無明顯凹陷,測量檢查平順度及尖(心)軌降低值達到技術標準允許值,具體值見附表。
提速道岔的轍叉心軌降低值和尖軌降低值
2.3.2 建立以平直度為依據的焊頭、鞍磨打磨標準。打磨后軌面平順,鋼軌平直度達到路局規定。
鋼軌打磨作業技術標準
2.3.3 建立以光帶為依據的基本軌、鋼軌打磨標準。設置合理的光帶位置及寬度,以作用邊為基準23-44毫米處為光帶的合理分布區域,光帶基本控制在20-30毫米的寬度。
2.4 建立手工打磨制度
軌件打磨需進行長期規劃。對新鋪鋼軌區段,應根據已有經驗采用預防性打磨,按周期進行;對已經出現傷損的區段,應采用修理性打磨,按預設的某一閾值進行(如軌頭廓形尺寸偏差、波磨深度、接觸疲勞裂紋深度等)。為了提高打磨效率,應在調查道岔軌面狀態的基礎上確定打磨模式(預打磨、預防性打磨和修理性打磨)和方案(廓形、遍數、功率等)。
預打磨:是指在一周以內對上道的新道岔進行打磨,目的是除掉軌面脫碳層,消除道岔在生產、焊接、運輸和施工過程中產生的表面缺陷,優化軌頭廓形,改善焊接接頭平順性等。
預防性打磨 是以一季度為周期對鋼軌進行的周期性打磨,目的是修復軌頭廓形,預防滾動接觸疲勞、波浪(波紋)磨耗等病害的產生。
修理性打磨 是對已產生病害道岔的打磨,目的是修正軌頭廓形,消除滾動接觸疲勞裂紋、波浪(波紋)磨耗及擦傷等病害。
2.5 規范手工打磨標準化流程及作業方法
2.5.1 手工打磨標準化流程
一標識:一是全面調查岔心狀態,查看道岔掉塊、磨耗情況,用儀器測量心軌降低值,統一標識在岔心對應位置并記錄在案;二是研究制定方案、確定打磨工作量及范圍,通過降低值對比確定粗磨工作量,并進行標識。
二粗磨:一是根據確定方案及標識范圍,按六先六后作業法粗磨;二是粗磨采取分層方式,不斷比對降低值數據,嚴控打磨量;三是嚴格執行標識范圍,不斷復核確認,確保平順度。
三細磨:細磨是對岔心狀態及光帶的再次修正。細磨范圍統一為岔趾前接頭至心軌尖后1.7米,確保光帶位置。細磨作業可根據天窗情況隔天作業。
四清掃:粗磨、細磨后利用吹風機對鐵屑等進行清掃,落實作業標準化程序。
五防銹:清掃后,為確保打磨部位光潔度,采用防銹漆對打磨部位進行防銹處理,便于后期光帶復核,觀測打磨效果。
六記錄:打磨前、中、后按要求進行記錄,實行一岔一案質量追蹤管理法,記錄結果由車間進行管理并上報段生產任務管理平臺。
七跟蹤:根據段、車間、工區三級職責及一岔一案質量追蹤要求,分級管理,分月、季、年進行動靜態驗收,不斷摸索打磨規律,做好過程完善,并根據獎懲辦法分段獎懲。
2.5.2 手工打磨作業方法
“六先六后”作業法:即打磨順序先翼后心(先翼軌后心軌)、先外后內(先打磨鋼軌頂面外側后打磨頂面內側)、先高后低、先頂面后肥邊及翼軌打磨先直后曲、心軌打磨先曲后直。
2.6 手工打磨后的效果圖
3 取得的成效
經過為期8個月實踐,我段采用小機打磨道岔成果顯著,設備質量明顯提升,設備的使用壽命提高,有效的減少了成本支出,同時通過打磨后延長了使用周期,減少了人工更換、搗固工作量,降低了各種勞動、設備安全風險,提高了勞動效率,列車運行的平穩性得以加強。我段道岔人工打磨的經驗做法,2015年得到了路局肯定,并于我段組織召開了道岔人工打磨現場會,向全局工務單位推廣。
