鍍鋅板短周期拉弧螺柱焊焊接質量檢測儀設計
2016-04-24 09:05:12黎華
河南科技 2016年17期
黎華
(南昌江鈴汽車股份有限公司,江西 南昌 330001)
鍍鋅板短周期拉弧螺柱焊焊接質量檢測儀設計
黎華
(南昌江鈴汽車股份有限公司,江西 南昌 330001)
通過分析鍍鋅板短周期拉弧螺柱焊焊接質量缺陷產生的原因,設計了一套鍍鋅板短周期拉弧螺柱焊接質量檢測儀,通過檢測焊后螺柱上端面與工件表面的垂直距離判斷螺柱焊接質量。通過和扭力扳手檢測螺柱焊接質量方法進行試驗對比,結果表明,采用鋅板短周期拉弧螺柱焊接質量檢測儀檢測效果優于用扭力扳手檢測。
鍍鋅板;短周期拉弧螺柱焊;質量檢測
為了提高車體使用壽命和增強車體材料的抗腐性能,鍍鋅鋼板占整個車體材料的60%左右,鍍鋅板螺柱焊工藝一般都采用的是短周期拉弧螺柱焊焊接螺柱,與無鍍層鋼板相比,鍍鋅鋼板的短周期拉弧螺柱焊過程中存在以下問題:焊接電流比普通鋼板大20%,焊接拉弧過程中因去除鋅層產生大量的焊渣,由于防飛濺管存在,導致焊渣很難排出,粘附在防飛濺管內壁,導致防飛濺管內壁發熱嚴重,防飛濺管端面極易磨損。正是由于鍍鋅鋼板的短周期拉弧螺柱焊過程存在上述問題,導致鍍鋅板短周期拉弧螺柱焊焊接質量不穩定,對其焊接質量控制研究非常重要。
1 鍍鋅板短周期拉弧螺柱焊質量缺陷分析
螺柱焊接過程的運動參數包括螺柱的提升高度、下落時間、浸入速度及下落時對焊件的沖擊力,即浸入力、浸入深度等參數[1]。提升高度能保證電弧在臨界條件及焊接參數一定的條件下穩定地燃燒,同時也可以在一定范圍內調節電弧功率。電磁鐵-彈簧系統是螺柱在焊槍中隨導電夾頭進行提升/下落的動力源。兩者的作用是相反的,電磁鐵的線圈通電后螺柱會被提升,彈簧被壓縮,釋放時彈簧的作用是將螺柱推出(下落)。電磁鐵-彈簧在植焊過程中交替工作。彈簧力將螺柱推進熔池的過程是不可控的。下落時間是指從焊槍中的電磁鐵線圈斷電到電弧熄滅這段時間,通過調節彈簧的松緊程度來調整下落時間的長短。浸入力由提升彈簧的回彈力的性質所決定,調整彈簧的松緊就是調整浸入時間及浸入力。浸入深度是指螺柱下落過程中在熔池內運動的插入長度,調整焊槍的伸出長度時,焊槍在彈簧完全放松時被夾持的螺柱端部與口承(防飛濺管)端面之間的伸出距離,這個伸出長度應稍大于浸入深度。螺柱焊接過程受彈簧自身性能及防飛濺管端面狀態的影響。由于鍍鋅板焊接電流比普通鋼板焊接電流大20%,拉弧過程中因去除鋅層產生的大量焊渣粘附在防飛濺管靠端面的內側面,導致防飛濺管端面長期處于高溫狀態,端面容易發生不規則磨損,導致焊接過程中浸入深度不穩定。手動螺柱焊槍在長期使用過程中,彈簧性能會發生變化,導致運動參數發生變化。上述原因導致焊接過程中螺柱根部不能完全浸入工件表面,發生虛焊或焊核過小缺陷(如圖1所示)。生產過程中一般采用扭力扳手在一定扭力下向單側扭動螺柱,螺柱不脫落即焊接質量合格。在總裝過程中采用氣動扭力扳手裝配螺母在螺柱上,螺柱受到切向力作用,如果螺柱焊接強度不夠,由于瞬間切向力大,導致部分通過扭力扳手檢測的螺柱在裝配過程中脫落。采用扭力扳手檢測螺柱焊質量效果較差。

圖1 焊核與焊接質量關系
2 鍍鋅板短周期拉弧螺柱焊接質量檢測儀設計
2.1 總體設計
焊接過程中螺柱根部不能完全浸入工件表面,發生虛焊或焊核過小,螺柱的上端面與工件平面距離較大,通過焊接試驗設定采用螺柱的上端面與工件表面垂直距離值是否小于1.2d(d為螺柱端面厚度),作為檢測螺柱焊接質量是否合格的依據。鍍鋅板短周期拉弧螺柱焊接質量檢測儀系統包括支撐套、數顯百分表、接口電路板、單片機、液晶顯示和焊接質量合格指示燈。其中,數顯百分表、液晶顯示、合格指示燈直接選型。鍍鋅板短周期拉弧螺柱焊接質量檢測儀系統重點是單片機控制、數顯百分表接口電路設計和機械設計部分。
2.2 儀器機械結構設計
本設計的鍍鋅板短周期拉弧螺柱焊接質量檢測儀機械結構如圖2所示。檢測儀的支撐套壓在工件平面上,數顯百分表測頭壓在螺柱端面上。
2.3 儀器電路設計
數顯百分表接口信號如圖3所示,1為負1.5V;2為數據信號;3為同步信號;4為0V,即接地端[2]。如果不使用電池,而采用穩壓電源,可將電源電壓提高為1.8~ 2.0V,以提高其抗干擾能力。數據格式:串行口的數據是二進制碼,約0.2s輸出一次,每次輸出兩組數據,第一組為絕對相移,不受人工控制,對測量沒有意義,第二組為相對相移,是相對于零位置的相移,即是需要采集的數據。一組數據24位,低位在前,高位在后,最后一位是符號位。最后一位為“1”表示數據為負數,以補碼輸出,為“0”表示數據為正數,以原碼輸出。由于模塊使用-2V電源,所以其輸出信號需經過轉換才能和89S52相容。R2、Q2、U1D和U1E對數據信號進行變換,輸出用DATA表示;R1、Q1和U1A對同步信號進行變換,輸出用CLK表示;CLK后面的電路用來給單片機提供一個中斷信號,信號未傳送時,INT信號為低電平,信號傳送期間,由于R3、C1積分電路的作用,INT保持高電平,信號傳送完畢,INT又回到低電平,單片機設為脈沖中斷方式,檢測到這個脈沖下降沿即轉入中斷服務程序,從串行口讀入數據。

圖2 檢測儀機械結構示意圖
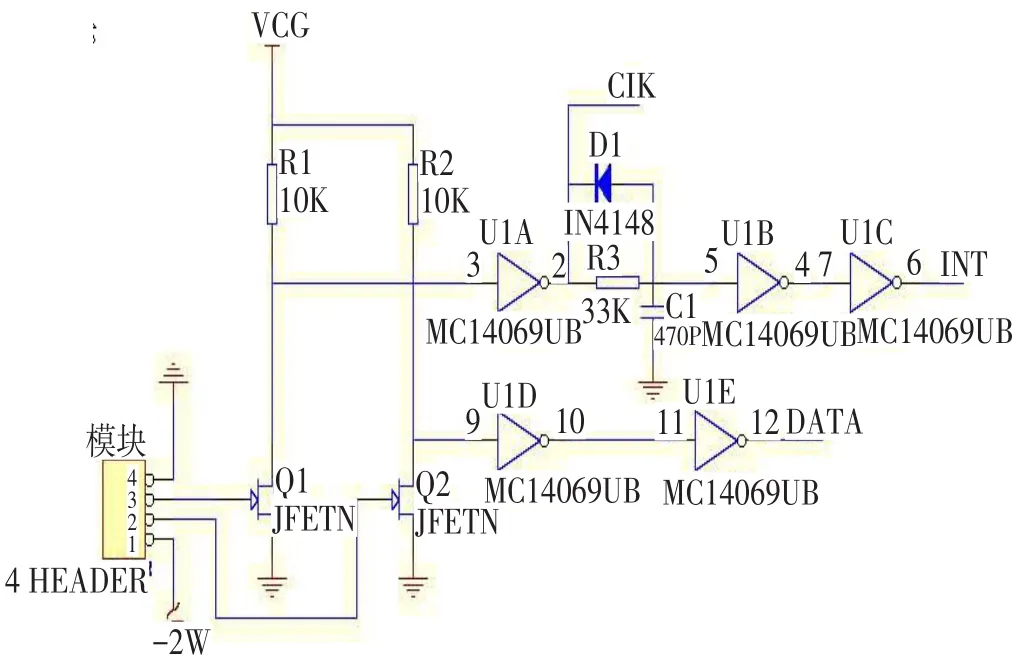
圖3 接口電路
2.4 儀器系統軟件設計
將檢測儀支撐套壓在工件表面上螺柱焊接位置,觀察合格指示燈是否亮,即可判斷螺柱焊接質量是否合格,程序流程圖如圖4所示。
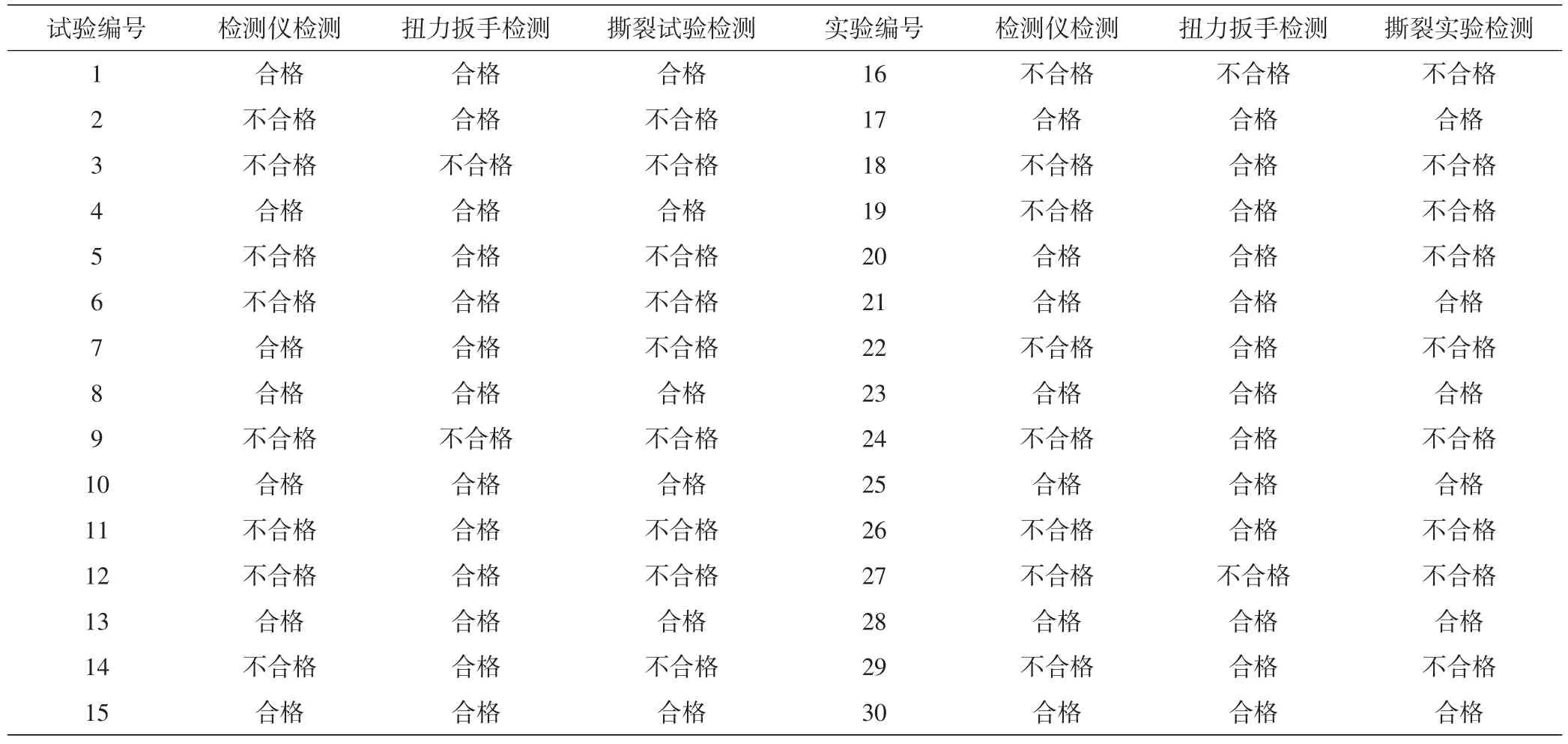
表1 兩種方法測量結果比較

圖4 程序流程圖
3 鍍鋅板短周期拉弧螺柱焊焊接質量檢測儀測量試驗分析
為了驗證鍍鋅板短周期拉弧螺柱焊焊接質量檢測儀的測量效果,將該裝置與扭力扳手進行對比試驗。為了避免主觀因素造成誤差,由同一個人進行試驗,對完成測試的試件進行撕裂試驗驗證焊接質量,對兩種無損測試方法有效性進行評判。從表1可以看出,檢測儀檢測結果與撕裂試驗檢測結果一致性更高,表明檢測儀檢測效果優于用扭力扳手檢測。
4 結語
鍍鋅板短周期拉弧螺柱焊焊接質量檢測儀比采用扭力扳手檢測螺柱焊焊接質量的準確度更高,便于及時發現螺柱焊槍設備狀態的波動,及時調整設備狀態;能夠有效避免焊接質量差的產品流入后道工序,降低了返工成本,提升了整車質量的穩定性。
[1]張義.螺柱焊焊接工藝及其應用[M].北京:機械工業出版社,2009.
[2]梁應選,楊明亮.基于容柵傳感器和單片機的檢測系統[J].試驗室研究與探索,2013(6):25-29.
Design of the Testing Instrument for the Welding Quality of Galvanized Sheet Short Cycle Arc Stud Welding
Li Hua
(Nanchang Jiangling Motors Corporation Ltd.,Nanchang Jiangxi 330001)
Through the analysis of galvanized sheet short cycle arc studs welding defects,a galvanized sheet short cy?cle arc stud welding quality detector was designed,by detecting the vertical distance between the stud upper end face and the surface of the workpiece to judge the quality of stud welding.Test and comparison of the method of welding quality by using torque wrench,the test results showed that the method of galvanized sheet short cycle arc stud weld?ing quality detector was better than that of using the torque wrench detection.
galvanized sheet;short cycle arc stud welding;quality inspection
TG433
A
1003-5168(2016)09-0067-03
2016-08-08
黎華(1976-),男,碩士,研究方向:汽車焊接工藝,焊接質量控制。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
