中薄板坯低合金鋼邊裂控制技術(shù)的開發(fā)與應(yīng)用
2016-04-26 09:23:46馬玉沅
科技視界 2016年9期
馬玉沅
【摘 要】通過對中薄板坯低合金鋼種的全程工藝優(yōu)化,深入實施成分、冷卻優(yōu)化控制,大大降低了邊裂的發(fā)生幾率,實現(xiàn)了高級別低合金鋼種的批量生產(chǎn)。
【關(guān)鍵詞】保護澆鑄;二次冷卻;邊裂
0 前言
中薄板坯在軋制的過程中出現(xiàn)裂紋的形態(tài)基本為邊部山峰裂、邊部小縱裂,這幾類裂紋統(tǒng)稱為邊裂,其主要產(chǎn)生原因主要與鑄坯的冷卻、鋼中N\Al及微合金(例如Nb、Cu等)含量等因素有關(guān)。隨著中薄板的低合金鋼種需求日益提高,解決此類鋼種的邊裂問題顯得十分重要。
1 生產(chǎn)工藝
生產(chǎn)工藝為:KR-LAD→LF→CCM
2 解決邊裂的技術(shù)問題
2.1 調(diào)整低合金鋼種的成分體系,重點對影響邊裂的Nb、Al及Ni/Cu比進行優(yōu)化。
2.2 優(yōu)化KR鐵水預(yù)處理工藝,以便達到入爐鐵水S含量≤0.008%的目標。
2.3 研究過程控制與鋼水增N的關(guān)系,優(yōu)化操作細節(jié),減少鋼水增N量。
2.4 研究連鑄冷卻強度與邊裂的關(guān)系,優(yōu)化鑄坯邊部冷卻強度,避免鑄坯邊度過冷。
2.5 研究鑄坯送軋方式與邊裂的產(chǎn)生關(guān)系,對非穩(wěn)態(tài)的鑄坯采取冷送方式送軋。
3 邊裂控制的主要措施
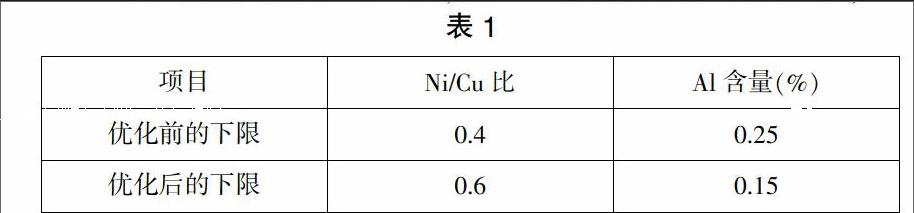
3.1 適當調(diào)整鋼種的成分體系,控制鋼中Al及微合金(例如Nb、Cu等)含量
3.1.1 適當調(diào)整鋼種的Ni/Cu比,并對Al含量進行了適當?shù)恼{(diào)整;
表1
3.1.2 對鋼水中的Nb含量進行調(diào)整,成分體系按照盡可能減少Nb的加入量,可以適當增加Ti含量,減少NbN的析出幾率。
3.2 降低入爐料的硫含量,優(yōu)化KR鐵水預(yù)處理工藝
3.2.1 采用優(yōu)質(zhì)廢鋼
使用返回廢鋼,包括板邊、中間包坨、坯頭等優(yōu)質(zhì)廢鋼,冶煉時禁止使用鐵塊減少外來S污染鋼水。
3.2.2 使用優(yōu)質(zhì)石灰,其有效因素滿足一下要求:
(1)有效CaO含量達85%以上;
(2)硫含量要低,硫含量應(yīng)小于0.05%;
(3)燒減<2.5~3.0%;
(4)活性度要高,水活性的鹽酸消耗量300ml 以上;
(5)塊度要合適,一般要求10~40mm。
3.2.3 優(yōu)化鐵水預(yù)處理工藝
KR鐵水預(yù)處理脫硫工藝是以一個外襯耐火材料的攪拌器浸入鐵水罐內(nèi)進行旋轉(zhuǎn)攪動鐵水,使鐵水產(chǎn)生漩渦,同時加入脫硫劑(CaO)使其卷入鐵水內(nèi)部進行充分反應(yīng),從而達到鐵水脫硫的目的。
3.3 優(yōu)化過程操作,減少鋼水增N量
3.3.1 脫氧合金化采用先弱后強合金化,減少脫氧合金化增氮,脫氧劑在出鋼后期接近出完時加入。
3.3.2 出鋼前2min提前進行吹氬,驅(qū)除鋼包內(nèi)的空氣;同時在出鋼過程中,底吹氬氣量關(guān)小進行軟吹,以不裸露鋼水液面為準。
3.3.3 CAS站控制好吹氬操作,嚴禁鋼水大翻,以不裸露鋼水液面為準,避免與鋼水充分接觸造成增氮。
3.3.4 精煉LF工序全程事故氬槍吹掃,保證爐蓋內(nèi)還原性氣氛,實施微正壓操作,精煉處理過程做好保護,避免長時間大攪,防止增氮。
3.3.5 盡量縮短加熱處理時間,加熱時間≤20min。
3.3.6 保證大包自開,做好保護澆注,確保各類氬氣管線無漏氣,接口密封良好,合理控制氬氣流量。
3.3.7 中間包蓋與中間包之間用石棉墊防空氣進入,中間包蓋除澆注孔外其它孔全部密封。
3.4 優(yōu)化冷卻工藝
3.4.1 適當控制一次冷卻強度,冷卻水量按照天氣氣溫進行調(diào)整,冬季比夏季的冷卻水量小。
3.4.2 減少二次冷卻強度,低合金鋼種全部采取包晶鋼二冷模式,并對矯直區(qū)前的二冷水手動進行邊部減水10%以上。
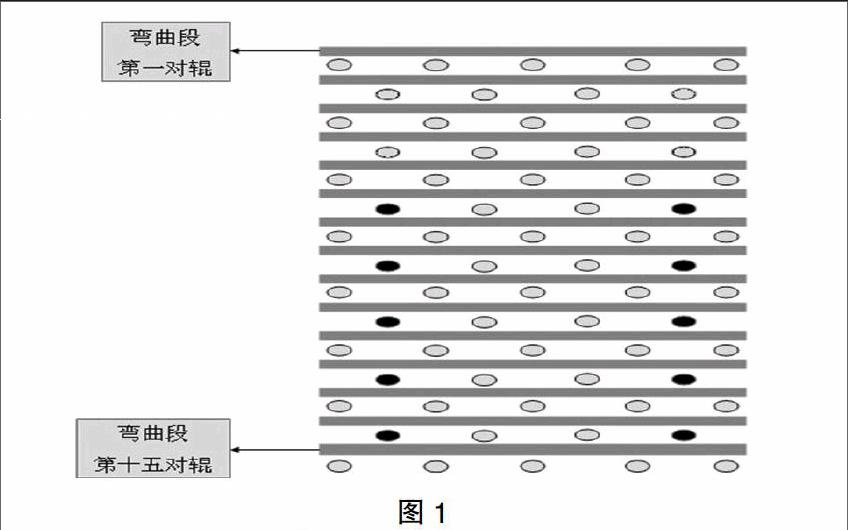
3.4.3 優(yōu)化彎曲段噴嘴,減少鑄坯表面局部冷卻強度
實施對彎曲段的部分噴嘴進行堵塞,減少鑄坯局部冷卻強度。具體彎曲段噴嘴堵塞示意圖如下:
圖1
注:內(nèi)外弧的噴嘴按照上圖進行堵塞(黑色的為需要堵塞的噴嘴).
3.4.4 杜絕出現(xiàn)鑄坯角部急熱急冷現(xiàn)象,強化扇形段噴嘴、二冷過濾器檢查力度,減少噴嘴堵塞率,保證鑄坯角部緩慢降溫。
3.5 對非穩(wěn)態(tài)鑄坯采取冷送方式,減少邊裂發(fā)生幾率
3.5.1 開澆第一爐、燒眼敞澆爐次全部執(zhí)行下線緩冷24小時,六檢后才能上線;
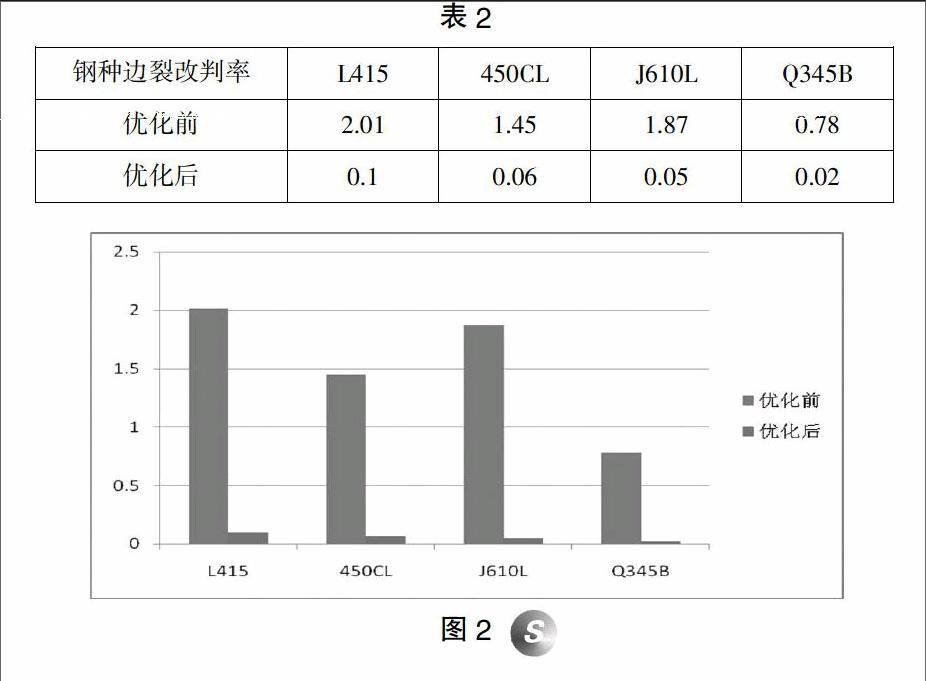
3.5.2 連鑄Al燒損大于0.01%的爐次全部下線緩冷24小時,六檢后才能上線;0.006% 3.5.3 對Ni/Cu≤0.6的鋼種全部執(zhí)行下線緩冷24小時,六檢后才能以上。 4 結(jié)論 通過以上工藝技術(shù)的研究開發(fā)與應(yīng)用,我廠中薄板產(chǎn)線已經(jīng)成功批量生產(chǎn)了L415等高級別的低合金鋼種,鑄坯送軋后的邊裂現(xiàn)象得到了大幅度降低。 【參考文獻】 [1]孫彥輝.CSP工藝生產(chǎn)熱軋板卷邊裂的分析與控制[J].特殊鋼,2006(7):47-49. [責(zé)任編輯:湯靜]
