A234材質彎頭裂紋產生的原因分析
2016-04-28 03:25:49余金鵬
化工裝備技術 2016年1期
余金鵬
(優歐辟環球油品工藝技術有限公司)
?
A234材質彎頭裂紋產生的原因分析
余金鵬*
(優歐辟環球油品工藝技術有限公司)
摘要對ASTM A234 WPB材質彎頭檢測發現,在彎頭外側拱背上存在非貫穿性縱向表面裂紋。對彎頭基材和焊接部位進行了試驗,分析了裂紋產生的原因。管材的表面質量對成型后彎頭的質量具有重要的影響。
關鍵詞彎頭表面缺陷裂紋接管焊縫
*余金鵬,男,1979年生,工程師。上海市,201203。
0 前言
對于某工藝單元裝置中疲勞載荷作用下的管道元件,要保證其材質具有足夠的疲勞強度,除了對管道元件的材質、壁厚、制造公差有較高的要求外,管道元件在制造過程中的表面質量控制也是一個不可忽視的重要問題。本文通過一個管道彎頭實際案例,對彎頭裂紋產生的原因進行了分析,并以此說明管道元件作為彎頭制造的原材料,其表面質量的好壞對于彎頭產品的質量具有重要的影響。
1 背景介紹
在該裝置進行水壓試驗準備過程中,經目測發現一90°彎頭的外側拱背處存在表面裂紋。該彎頭的規格為DN350,材質為ASTM A234 WPB,如 圖1所示。

圖1 彎頭表面裂紋
如果該彎頭繼續投入使用,在內壓力和循環應力的作用下裂紋處會產生相應的環向應力,在循環應力的作用下裂紋會逐步擴展,最終將導致該彎頭過早失效。因此,本文通過實驗室試驗對彎頭的原材料進行詳細的金相分析,探究了裂紋產生的原因。
2 彎頭裂紋原因分析
2.1目視檢測表面質量
目視檢測是質量檢測的第一步。通過對彎頭表面的詳細檢查,確認彎頭由無縫管彎制而成,裂紋存在于彎頭外部拱背處,并從管件與管道環形焊縫處沿縱向垂直蔓延。因此,可以確認裂紋的產生與彎頭和管件的環向焊接接頭有關聯。然后,對裂紋處的基材進行取樣試驗(參見圖2)。對試樣選擇一處有裂紋的面進行打磨。經過測厚儀測定,打磨掉大約3 mm厚度后表面裂紋消失,即在原材料基體上再無裂紋缺陷。因此可以判定,該裂紋為非貫穿性表面裂紋,裂紋深度約為3 mm。

圖2 對彎頭表面裂紋處的基材取樣
2.2材料取樣檢測
對彎頭進行取樣,用于實驗室檢測分析,試樣如圖3所示。

圖3 彎頭材料取樣
將彎頭沿縱向切割成片,檢查內表面,證實此彎頭由無縫管制成。經測厚儀測量后可知:該彎頭最大厚度為15.32 mm,最大厚度位于內弧面;最小厚度為13.08 mm,最小厚度位于外弧面背拱處。對彎頭厚度的測試也可從側面證明,原料管材的壁厚尺寸滿足彎頭制造工藝的要求。
采用能量彌散型X射線光譜儀(EDS)進行基本化學成分分析,證實原材料的化學成分以及彎頭和管道連接處焊縫金屬的化學成分均滿足規范要求。
經過縱向取樣進行力學性能檢測可知,彎頭的最小抗拉強度滿足規范要求。經過環向取樣進行布什硬度測試(HBW10/3000),最大硬度值為HBW152,最小值為HBW138,硬度值在合適的范圍內。由此可知,管件表面硬度對裂紋產生的影響也被排除。另外,合適的硬度值也表明,彎頭的熱成型工藝、熱成型溫度控制和成型后熱處理均符合規范要求。在彎頭與接管的焊縫處切取縱向試樣,并對焊縫金屬部位進行光學宏觀檢測以及蝕刻檢測,證實此焊縫為多層焊接,無焊接缺陷顯示。縱向試樣如圖4所示。
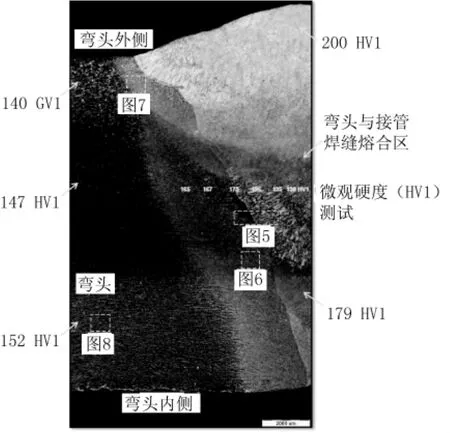
圖4 彎頭與接管焊縫處縱向試樣的宏觀檢測
圖5顯示了焊縫熔合區的微觀組織結構。在焊縫熔合區觀測到羽毛狀的超級貝氏體,這一金屬組織與通常情況下焊縫金屬部位和焊縫熔合區的樹狀組織結構是相一致的。

圖5 焊縫熔合區微觀組織檢測
圖6為彎頭與接管焊縫熱影響區厚度方向中間部位的微觀形貌。可以明顯看出,金屬組織晶粒度在邊緣處由于焊接熱輸入的影響和多層焊的反復加熱冷卻循環而明顯增大變粗。

圖6 彎頭與接管焊縫熱影響區厚度方向中間部位微觀形貌

圖7 彎頭與接管焊縫熱影響區厚度方向外側部位微觀形貌
圖7顯示了彎頭與接管焊縫熱影響區厚度方向外測部位的微觀形貌。由圖7可見,由于熱輸入加熱和多層焊焊后冷卻的影響,金屬組織有從鐵素體向魏氏化鐵素體轉變的傾向。但在彎頭最外側靠近最后一道焊道處的熱影響區卻呈現出不同的金相微觀組織,顯示為針狀的鐵素體和超級貝氏體。這一結果符合焊接過程中熱輸入對金屬組織產生影響的理論。
在熱影響區和焊縫熔合區均未發現馬氏體組織。彎頭本體材料縱向試樣的微觀金相組織顯示出較多的鐵素體和少量的珠光體(參見圖8),這就證明彎頭本體材質的化學成分滿足規范的要求。

圖8 彎頭基材縱向試樣的微觀檢測
對縱向試樣的切面進行了硬度測試,圖4中列出了不同位置的硬度測試數值,硬度測試結果與金相檢測的結果是相一致的。
對裂紋處的材料進行環向取樣(試樣平行于彎頭與接管的焊縫)。環向試樣金相圖如圖9~圖12所示。對環向試樣的金相組織分析顯示,材料的金相組織有類似于彎頭成型過程中彎曲變形的特征,
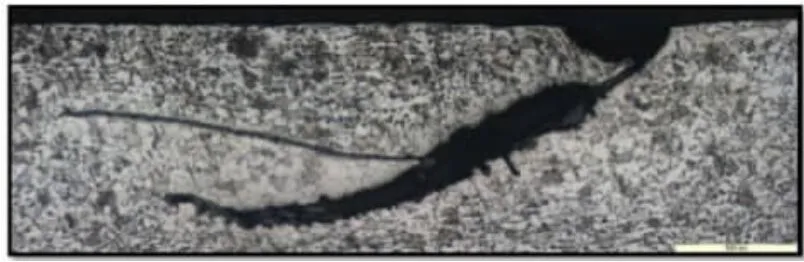
圖9 裂紋處環向試樣的微觀檢測

圖10 裂紋處環向試樣的微觀檢測

圖11 裂紋處環向試樣上局部放大的光學顯微照片

圖12 彎頭基材橫截面上環向試樣的微觀檢測
并存在裂紋端部鈍化的特征。裂紋沿外表面延伸約0.8~1.0 mm(見圖9和圖10),且裂紋非常細微,有氧化物填充,不存在分支(見圖11)。彎頭基材橫截面上環向試樣的微觀檢測顯示,金相組織(見圖12)有較多的鐵素體和少量的珠光體。
3 結論
彎頭成型多采用熱成型(熱拉伸或熱擠壓),其工藝就是將加熱后的管狀基材通過固定的模具進行拉伸或擠壓,以獲得要求的尺寸和形狀。從彎頭表面裂紋的特征來看,由于裂紋僅存在于彎頭外側拱背處約10 cm長的范圍,且并不是沿彎頭拱背處從頭至尾的貫穿連續性裂紋,裂紋細微,裂紋內部存在氧化物,因此可以排除模具毛刺等在彎頭熱成型過程中引起制造性表面缺陷這一可能。由于裂紋端部呈鈍化狀態,結合上述金相分析可知,該裂紋的產生最可能的原因是管道基材表面有缺陷,管道材料表面的缺陷在彎頭的熱成型制造過程中擴大,從而在彎頭外側拱背部位產生類似層狀的細微長裂紋。由于該表面裂紋的深度為3 mm左右,已超出8%壁厚的范圍,因此在疲勞載荷和內壓作用下該裂紋將進一步擴展并最終導致彎頭失效。也就是說,該彎頭不能再繼續用于裝置中了,只能作報廢處理。
通過以上案例分析可知,采用鋼管彎制彎頭應當嚴格控制管件材料的表面質量,用于彎制彎頭的原料鋼管應當滿足規范的要求,以免在彎頭生產過程中產生廢品,造成浪費。
化工機泵
化工機泵
Reason Analysis of Crack Formation in A234 Material Elbow
Yu Jinpeng
Abstract:The non-penetrating longitudinal surface cracks are detected on the lateral extrados of the ASEM A234 WPB material elbow so that the reasons of the formation of the cracks are analysed based on the experiments on the substrates and the welding positions.It reveals that the surface quality of the pipe has significant influence on the quality of the elbow.
Key words:Elbow; Surface defect; Crack; Connecting tube; Weld joint
收稿日期:(2015-01-13)
中圖分類號TQ 050.4
DOI:10.16759/j.cnki.issn.1007-7251.2016.02.009
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24