生活用紙切紙機控制系統設計
2016-05-03 07:33:56作者熊偉華東莞市技師學院黎燕東莞科學館
電子制作 2016年7期
作者/熊偉華,東莞市技師學院;黎燕,東莞科學館
?
生活用紙切紙機控制系統設計
作者/熊偉華,東莞市技師學院;黎燕,東莞科學館
文章摘要:切紙機是生活用紙行業廣泛使用的一種紙張加工設備,主要完成生活用紙復卷后的裁切功能。本論文主要針對生活用紙帶鋸切紙機電氣傳動控制系統進行了研究。通過對帶鋸切紙機的工作原理和生產工藝的分析,得出切紙重復誤差偏大,改變切紙長度時,調整難度大的弊端,生產靠手工完成,自動化水平低。針對這些問題,采用先進的步進驅動系統、PLC控制、觸摸屏操作。切割速度、長度可通過電腦控制屏設定,推進、切割、磨刀更加流暢和連續。完成了控制的仿真工作,在此基礎上進行了系統調試。通過對調試結果的分析,控制系統滿足要求。
關鍵詞:帶鋸切紙機;步進驅動;PLC控制;觸摸屏
引言
隨著我國經濟的發展,人們的生活水平不斷提升,對生活用紙的需求量大大增加,這一方面促進了我國紙業的發展,同時也對生活用紙加工設備的性能提出了更高的要求。生活用紙切紙機有衛生紙切紙機、餐巾紙切紙機、抽紙切紙機、方塊紙切紙機、盤紙切紙機、擦手紙切紙機、面巾紙切紙機等切紙機械組成。衛生紙切紙機更多的是指帶鋸,也就是用來切衛生紙卷紙的帶鋸切紙機。帶鋸切紙機配備自動磨刀、活動臺板裝置,可以根據所需的長度、寬度切成所需的卷紙成品。切紙機有手動切紙機,電動切紙機,數控切紙機等,生產生活用紙的廠家大部分采用的是手動帶鋸切紙機,自動化水平非常低。基于這樣的現狀,急需改變國內生活用紙機械落后的狀況,在引進國外先進技術的基礎上,消化吸收和開發經濟適用的造紙機械設備,以滿足國內生活用紙加工業發展的需求。目前國內的切紙機與國外的相比還存在著一定的差距,主要表現在車速低、控制精度差、穩定性和可靠性差等方面。本文研究的主要目的是設計一個好的控制方法和電氣控制系統以提高切紙機的切紙精度,提高自動化生產水平。
1.切紙機控制方案的分析與設計
■1.1切紙機的結構及工作原理
帶鋸式自動切紙機是用來切割客戶定制尺寸的衛生卷紙和方巾紙的自動化設備,可分切有芯卷紙、無芯卷紙和方巾紙。當紙卷被推進到切割系統時,它會被夾具夾住,并被送到切刀上進行切割。該設備的主要特點:
1)氣動進刀,減少噪聲和電力損耗。
2)一次切2條紙,提高生產效率。可選擇單條、雙條切紙。
3)配置先進的光電檢測系統,自動計數,無料時停機。
4)可以自行設定紙頭長度,切口平整,分切精確。
5)切割系統配有自動磨刀系統,砂輪可自動根據切割次數來準確研磨刀片。磨刀的時間、頻率可通過電腦控制屏設定。
6)采用先進的步進驅動系統、PLC控制、觸摸屏操作。切割速度、長度可通過電腦控制屏設定,推進、切割、磨刀更加流暢和連續。
7)卷紙輸送:PLC人機界面、出紙口自動輸送。系統能自動識別紙頭、紙尾,并按要 求切指定的長度,紙頭、紙尾接送至與紙球不同的傳送帶。
8)可與卷紙機實現聯動,機臺上滿2條紙,切紙機自動切割。
■1.2切紙機的主要參數
切紙機加工出衛生卷紙,其主要參數列表如下:

2.控制系統的硬件設計
■2.1步進電機選型的計算
已知:同步帶直線平臺水平運動,行程L=120mm,傳動時間 t=0.4秒,重復定位誤差 0.15mm, 紙質量M=12kg, 無外力。現選定:電機型號、帶輪直徑、最大細分數。
2.1.1運動學計算
平均速度:V=0.12/0.4= 0.3m/s
設加速時間為0.1秒,減速時間為0.1秒,則加減速時間為0.2秒
故:L=0.2×Vmax/2+0.2×Vmax=0.12m
Vmax=0.12/(0.1+0.2) = 0.4m/s
加速度為:a=0.4/0.1= 4m/s2
加速距離 S1=4×0.1×0.1/2= 0.02m
勻速距離 S2=0.4×0.2=0.08m
減速距離 S3= S1=0.02m
總距離 S=S1+S2+S3=0.120m 符合要求。
2.1.2動力學計算
傳動帶上的拉力 F=Ma + f
摩擦力 f=uMg=0.1★24★9.8=23.52N 設導軌摩擦系數u= 0.1
慣性力 F1=Ma=24★4= 96N
傳動帶上的拉力 F=Ma + f = 119.52N
2.1.3選擇傳送帶直徑和步進電機細分數m
設傳送帶直徑 Φ=60mm。
周長C=3.14★60= 188.4 mm
核算定位精度:脈沖當量 δ=C/(200★m) < 0.15 m>C/(200★0.15) = 188.4/(200★0.15) = 6.28
核算最大轉速:nmax = Vmax/C = 0.4/(188.4/1000 )= 2.123 r/s =2.123★60 r/分=127.39 轉/分
取細分數m=8
脈沖當量 δ=C/(200★m) = 188.4/200/8= 0.118 mm
2.1.4計算電機力矩、選擇電機型號
沒用變速裝置,電機力矩等于負載力矩
T= F★Φ/2 = 119.52 ★ 60/2/1000 = 3.585 Nm
取安全系數為2.0 ,故電機力矩 T0= 3.585★2.0 = 7.2 Nm
選電機為:86系列 靜力矩為8.7 Nm, 步距角為1.8°,軸徑12.7mm,
型號:LL86HB118,機身長 118mm, 靜力力矩:8.7 Nm , 安裝尺寸:69.5★69.5 mm
2.1.5必要脈沖數
如下圖,2相步進電機(1.8°/步)驅動物體運動1秒鐘。驅動輪的周長(3.14×60=188.4)即旋轉一圈移動的距離大約為188.4[mm]。設紙長120mm。D=60 mm.
因此,所需要的必要脈沖數為:

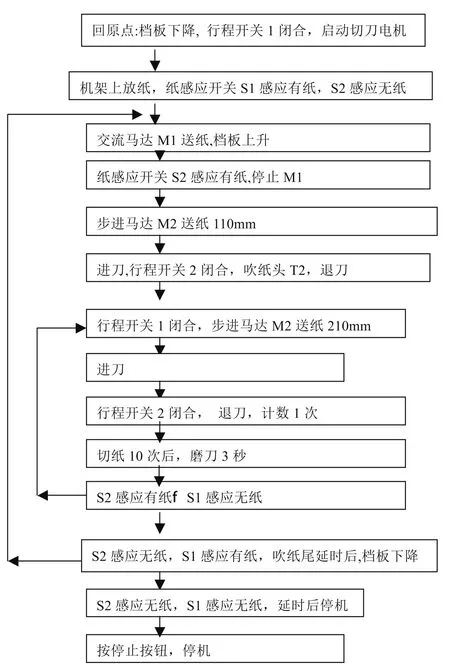
圖1 動作流程
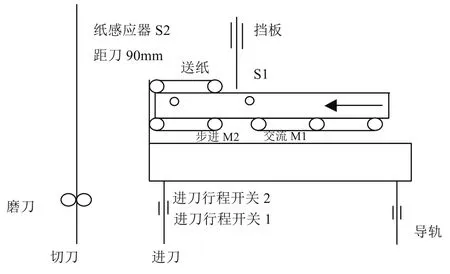
圖2 動作示意圖
采用自啟動方式驅動0.4秒鐘,則驅動脈沖速度計算:

■2.2硬件選擇
(1)PLC:三菱 FX1S-30MT;
(2)步進電機:LL86HB118;
(3)觸摸屏:F940GOT-SWD-C;
3.觸摸屏設計
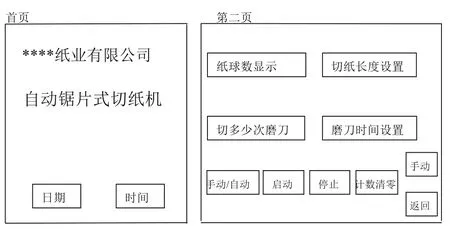
觸摸屏的設計界面如下:
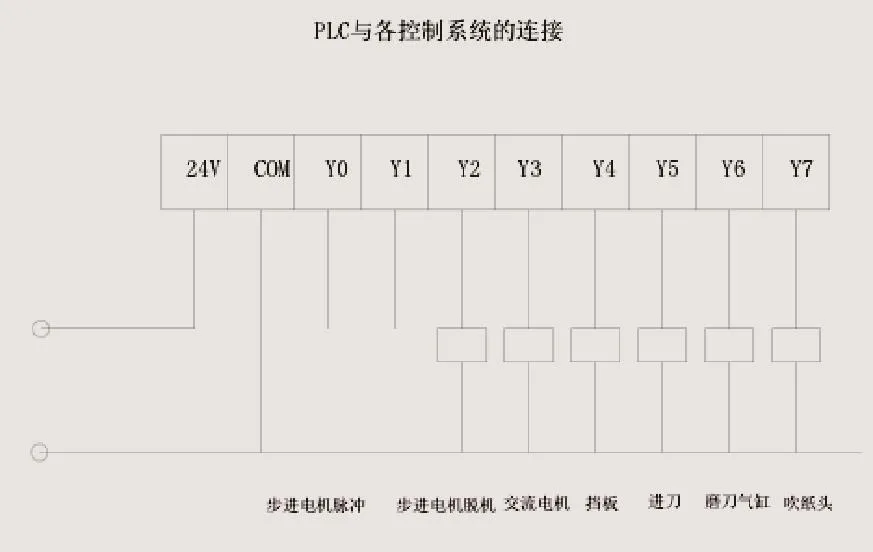
4.設備接線圖的設計
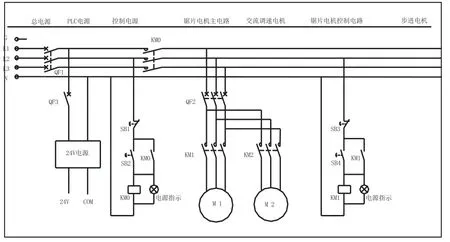
根據控制方案選好硬件設備后,設計出硬件設備的控制原理圖、設備接線圖、電器柜和操作臺尺寸、開孔及安裝圖交付給裝配廠進行裝配。控制電源、PLC電源、步進電動機電源控制電路圖如下。
5.控制系統的軟件設計
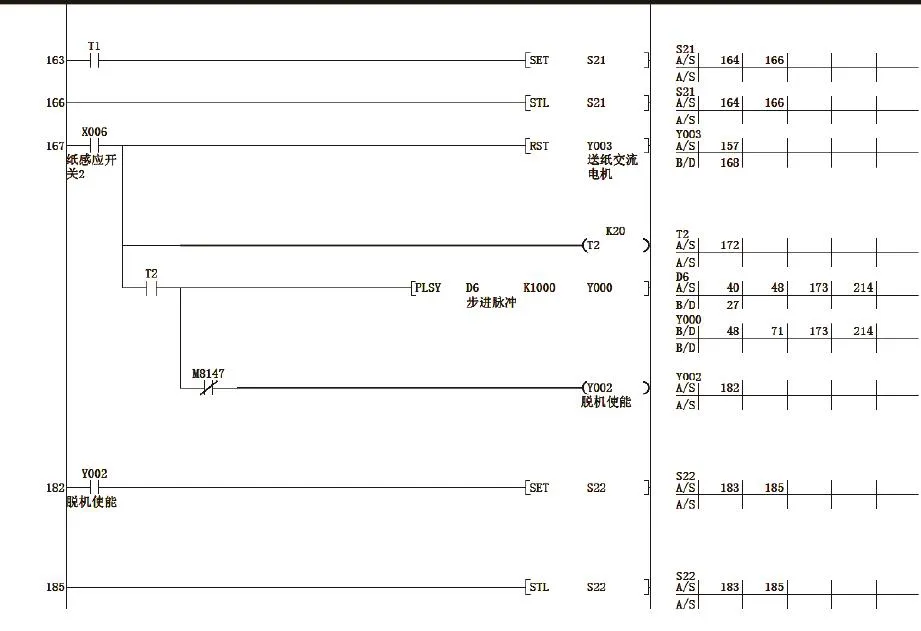
■5.1PLC程序設計
在切紙機的控制系統中PLC是整個控制系統的控制中心,主要的控制功能都是通過PLC來實現的。根據控制方案和生產要求及工藝對系統進行控制程序設計,主要是對PLC進行程序設計,在這里就步進電機控制的梯形圖程序設計進行介紹。PLC程序組成部分如下:
■5.2觸摸屏軟件設計
該控制系統的觸摸屏選用三菱F940GOT-SWD-C,切紙機的操作控制主要通過觸摸屏來進行。采用的專業開發軟件GT Designer2, GT Simulator2 進行設計。因操作界面較多,在這就簡單地介紹主界面,如圖所示。

6.調試及運行結果分析
通過調試軟件進行在線調試,對系統的一些參數進行了設置和調整。對系統的運行結果進行了分析,在速度的穩定性,同步性上都達到了控制的要求,該系統己經在實際中運行,有些參數還需在運行階段一步步的調整以達到最佳的控制效果。
本文主要是對切紙機交流變頻調速控制系統進行電氣設計,電氣設計包括:控制方案的設計、硬件系統的設計、軟件系統的設計、控制系統的調試幾個環節。通過對這幾個環節的設計和實現,總結出該電氣控制系統主要有以下特點:
1)通過分析其他廠家的切紙機控制系統在生產過程中出現的問題,設計了比較完善的控制方案,使得控制系統的控制精度大大提高。
2)在切紙機的難點控制,即切刀速度相對送紙速度的同步控制,提高了速度控制的穩定性和同步性,實現了對切紙機的高效連續調速控制和精確控制。
3)根據控制方案結合經濟成本選擇了合適的硬件,設計了滿足控制要求的硬件系統。
4)根據生產工藝及控制要求設計的軟件控制程序很好的實現了對系統的控制,由步進驅動系統、PLC控制、觸摸屏組成的軟件控制系統具有很好的實時性和有效性。
5)觸摸屏的使用使得該控制系統的操作被大大簡化,降低了生成成本。
需要指出的是由于受到一些客觀條件的制約,所以不可能面面俱到地對實際項目的各個方面進行透徹地研究和分析,尚有一些工作還需要進一步的展開和完善。
7.結束語
由以上分析可知,采用步進控制可以滿足切紙精度的要求,操作自動化,減少了人工操作,提高了生產效率,降低了生產成本。
【參考文獻】
*【1】郝鵬飛,康家玉.切紙機傳動工藝分析【J】.陜西科技大學學報,2008,26(8):92—95.
*【2】弭洪濤.可編程控制器(PLC)原理及應用【M】.北京:中國水利水電出版社,1999:1—6.
*【3】史悅.觸摸屏技術及應用【M】.成都:電子科技大學出版社,2002:1—8.
*【4】沈錦飛,顏文旭.基于PLC的圓筒滾刀切紙機精度優化控制【J】.電氣傳動,2002,43(6):32—34.
*【5】張楚清.高速切紙機控制系統介紹【J】.湖北造紙,2005,42(2):25—26.
*【6】王萬新.公共直流母線在交流傳動中的應用【J】.電氣傳,2002,43(5):57.58.
