建筑鋼結構中三種常用焊接方法分析
2016-05-09 05:12:34劉興東張志喜
山西建筑 2016年4期
劉興東 張志喜
(1.甘肅第一安裝工程有限公司,甘肅蘭州 730060; 2.甘肅建投鋼結構有限公司,甘肅蘭州 730060)
建筑鋼結構中三種常用焊接方法分析
劉興東1張志喜2
(1.甘肅第一安裝工程有限公司,甘肅蘭州730060; 2.甘肅建投鋼結構有限公司,甘肅蘭州730060)
摘要:結合焊接方法在鋼結構生產領域的應用現狀,分析了手工焊條電弧焊、CO2氣體保護焊、埋弧自動焊三種常用焊接技術的優缺點,并探討了鋼結構生產中焊接缺陷的成因及預防措施,有利于保證鋼結構的焊接質量。
關鍵詞:鋼結構,焊接方法,焊接缺陷,預防措施
1 焊接方法在鋼結構生產領域的現狀
焊接技術在建筑領域的應用至今已有近百年的歷史。最近幾十年來,隨著國家經濟的快速發展,我國每年的鋼產量、用于建筑結構的鋼材總量及配套焊接材料的產量逐年增加,這也為焊接的發展提供了十分有利的條件。目前,焊接理論已經比較成熟,焊接方法也多種多樣,鋼結構焊接方法包括焊條電弧焊、二氧化碳( CO2)氣體保護焊,自保護電弧焊、埋弧焊、電渣焊、栓釘焊等。
國內鋼結構加工、制作、安裝過程中主要采用焊接,但是由于焊接工人的整體素質還不夠高,在焊接理論、選用原則、操作等關鍵點的把握水平還有待提高,本文就鋼結構生產領域最常用到的三種焊接方法即手工焊條電弧焊、二氧化碳氣體保護焊、埋弧焊的優缺點、常見焊接缺陷及其成因以及相應預防措施進行闡述,以供參考。
2 三種焊接方法的優缺點
2.1手工焊條電弧焊
手工電弧焊(簡稱手弧焊)是利用手工操縱焊條進行焊接的電弧焊方法。手工焊技術不管是在建筑鋼結構的制作生產,還是在建筑鋼結構的安裝過程中都發揮著重要作用。
1)手工焊條電弧焊的優點。a.設備簡單、應用靈活、成本低,是目前生產中應用最廣泛的焊接方法; b.手工焊有藥皮保護,藥皮中含有脫碳的元素,可以減小碳的含量; c.使用方便靈活,在許多安裝、修補焊接中具有其他焊接方法所不能取代的重要地位,適合用于品種多、批量小的焊接件。
2)手工焊條電弧焊的缺點。a.焊接工藝對焊接質量影響很大,因此手工電弧焊對焊接工人的操作技術水平要求嚴格,只有經過嚴格的焊接培訓,才能從事要求較高的焊接工作; b.在焊接過程中有強烈的弧光和煙塵,勞動條件差,生產效率低,焊接質量不穩定,焊縫容易形成夾渣。
2.2 CO2氣體保護焊
二氧化碳氣體保護焊是以CO2氣體為保護氣體的焊接方法;在應用方面操作簡單,適合自動焊和全方位焊接。由于所用保護氣體價格低廉,采用短路過渡時焊縫成形良好,加上使用含脫氧劑的焊絲即可獲得無內部缺陷的高質量焊接接頭。因此這種焊接方法目前已成為鋼結構生產、安裝領域中重要焊接方法之一。
1) CO2氣體保護焊的優點。a.CO2焊是一種高效節能的焊接方法。b.用粗絲焊接時電流密度高,焊絲熔化系數較大,焊件的熔深也較大,因此焊接時可以不開或開小坡口。CO2氣體保護焊基本上沒有熔渣,節省了許多工時,提高了焊接生產率; c.CO2氣體保護焊是一種低氫型焊接方法,由于CO2氣體的保護,因此焊縫處氫含量很低,不易產生冷脆現象,也不易產生氣孔,抗腐蝕能力較強; d.焊接時所使用的保護氣體和焊絲價格都較低廉,我國已有大量的CO2氣體保護焊設備生產廠家,有利于CO2焊的應用; e.CO2焊是明弧焊,便于監視和控制熔池,有利于實現曲線焊縫和空間位置焊縫的焊接。
2) CO2氣體保護焊的不足。a.CO2氣體保護焊焊接過程中,金屬飛濺較多,尤其當焊接參數不當時,飛濺會更加嚴重,焊縫外形相比較其他焊接方法而言較粗糙; b.CO2氣體受風的影響很大,因此該焊接方法不適于在有風的地方進行焊接,也不適宜易氧化金屬間的焊接; c.焊接時弧光較強,焊接電流越大,弧光越強,輻射也越強,因而對操作人員皮膚等造成輻射也越大。
2.3埋弧自動焊
埋弧焊是一種電弧在焊劑層下燃燒進行焊接的方法。可焊接的鋼種包括碳素結構鋼、不銹鋼、耐熱鋼及其復合鋼材等,廣泛應用于建筑鋼結構工程。
1)埋弧焊的優點。a.生產效率高。埋弧焊的焊接電流很大,可高達1 000 A,因此電弧具有很高的熔深能力,焊絲的熔敷率也很高,大大提高了焊接速度,特別適用于大型焊件的焊接。b.焊接質量好。埋弧自動焊可通過電弧自動調節系統,自我調節焊接參數使其保持穩定,因而焊縫成型性好、成分均勻。又由于熔渣的覆蓋對焊縫進行保護,有效的隔絕了空氣,顯著提高焊縫的力學性能和耐腐蝕性能。c.勞動條件好。埋弧焊時,熔渣覆蓋了刺眼的弧光,整個焊接過程基本上不需要手工操作,因此,既改善了作業環境,又減輕了勞動強度。d.節約金屬及電能。由于焊接電流大,熔深能力強,因此小于25 mm厚度的焊件不需要開坡口,這樣既節省金屬,也節約了焊絲,同時又節省了電能和加工時間。同時,由于焊劑的保護,金屬的燒損和飛濺也大大減少。埋弧焊的電弧熱量能得到充分的利用,因而消耗的電能也大大降低。

表1 手工電弧焊缺陷產生原因及預防措施
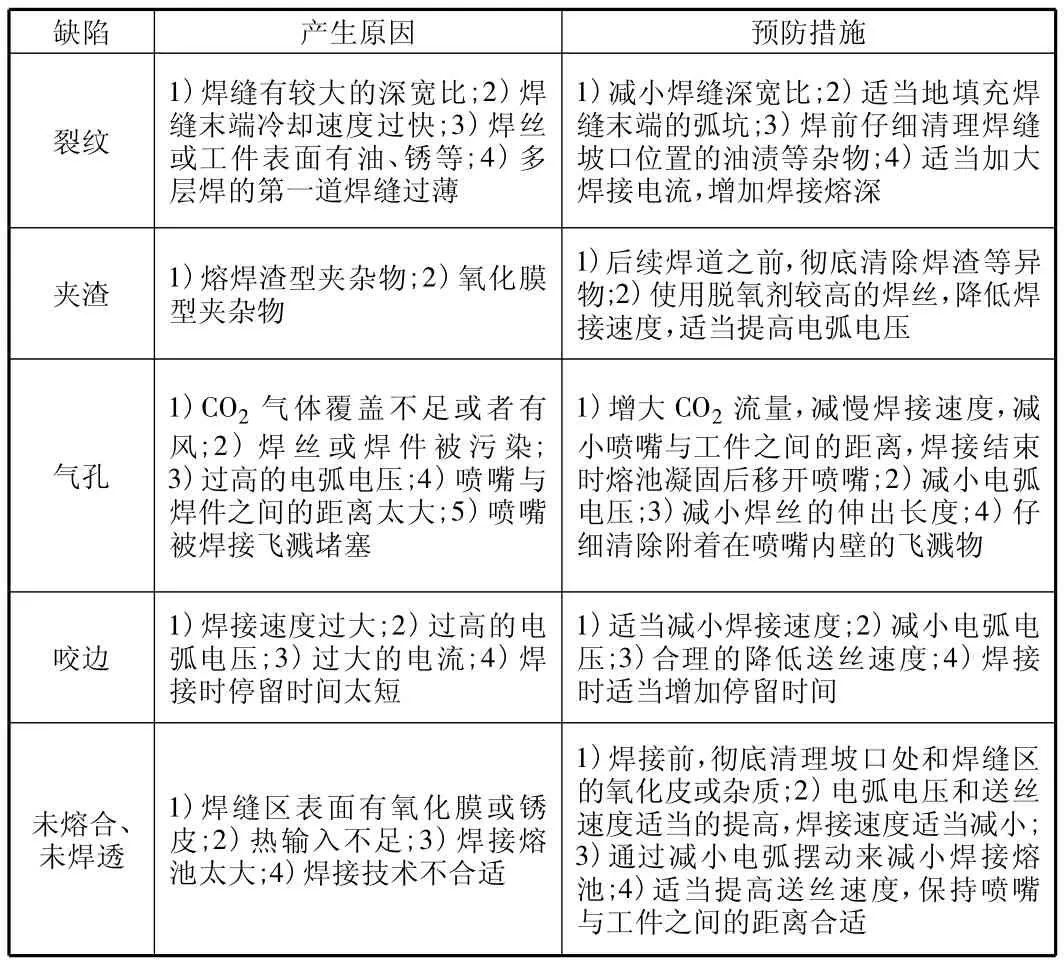
表2 CO2氣體保護焊缺陷產生原因及預防措施
2)埋弧焊的缺點。a.焊接的靈活性有限。由于焊接時焊劑是顆粒狀的,因此,埋弧焊一般只適用于平焊。b.焊接厚度受到限制。由于焊接電流較小時電弧穩定性會變差,因此不適用于焊接薄板,一般情況,焊件厚度不宜小于1 mm。c.嚴格的坡口加工與裝配要求。埋弧焊時無法觀察坡口與電弧之間的相對位置,因此必須要保證坡口的加工和裝配精度。考慮到埋弧焊生產效率高,焊縫成型美觀,焊接質量好等優點,在焊接H型鋼時宜采用埋弧焊,為了能夠提高生產效率,建議采用多絲埋弧焊的方式。
3 鋼結構生產中常見焊接缺陷的成因及預防措施
建筑鋼結構中的焊接方法不同,焊接工藝也有所不同,因此焊接缺陷種類也不同。但總體而言,建筑鋼結構中常用三種焊接方法產生的主要缺陷有氣孔、裂紋、咬邊、未熔合、未焊透、焊穿、夾渣等。
現將建筑鋼結構中常用三種焊接方法預防缺陷工藝措施總結如表1~表3所示。

表3 埋弧焊缺陷產生原因及預防措施
4 結語
以上對三種焊接方法的優缺點、實際生產中常見的焊接缺陷及其成因以及相應的預防措施進行了闡述分析,并給出了實際操作時的合理化建議,供相關人員參考,具有重要的參考價值。
參考文獻:
[1]段斌,孫少忠.我國建筑鋼結構焊接技術的發展現狀和發展趨勢[J].焊接技術,2013( 5) :129-130.
[2]中國工程學會焊接分會.焊接手冊:第1卷[M].第2版.北京:機械工業出版社,2001.
[3]王宗杰.熔焊方法及設備[M].北京:機械工業出版社,2006.
[4]張琦.鋼結構工程中焊接方法的選用及焊接工藝的應用[J].甘肅科技,2012( 20) :162-163.
[5]朱曦.淺析建筑鋼結構焊接施工工藝[J].建筑科學,2013 ( 19) :181-182.
[6]方洪淵.焊接結構學[M].北京:機械工業出版社,2008.
[7]黃杰,鐘德明.鋼結構焊接技術探討[J].山西建筑,2010,36( 30) :157-158.
Analysis on three common welding methods used in steel building structure
Liu Xingdong1Zhang Zhixi2
( 1.Gansu 1st Installation Engineering Co.,Ltd,Lanzhou 730060,China; 2.Gansu Construction and Investment Steel Structure Co.,Ltd,Lanzhou 730060,China)
Abstract:Combining with the application status of welding methods in steel structure production,the paper analyzes merits and defects of three common welding techniques including MMA,CO2shielded arc welding and submerged arc welding,and explores welding defects causes and preventive measures in steel structure production,which will be good for guaranteeing steel structure welding quality.
Key words:steel structure,welding method,welding defects,preventive measures
作者簡介:劉興東(1976-),男,工程師;張志喜(1974-),男,工程師
收稿日期:2015-11-30
文章編號:1009-6825( 2016) 04-0096-02
中圖分類號:TU755.32
文獻標識碼:A
猜你喜歡
今日農業(2022年4期)2022-11-16 19:42:02
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
河北果樹(2022年1期)2022-02-16 00:41:26
建材發展導向(2021年9期)2021-07-16 07:10:58
甘肅教育(2020年8期)2020-06-11 06:09:46
河北果樹(2020年2期)2020-01-09 11:15:07
建材發展導向(2019年5期)2019-09-09 09:21:46
中國公路(2017年15期)2017-10-16 01:31:54