垂直分型自動造型機的液壓伺服電氣控制系統
2016-05-11 00:24:06李長太崔錦光滕晶晶
中國鑄造裝備與技術 2016年5期
李長太,鐘 鵬,崔錦光,滕晶晶
(青島雙星鑄造機械有限公司,山東青島 266400)
垂直分型自動造型機的液壓伺服電氣控制系統
李長太,鐘 鵬,崔錦光,滕晶晶
(青島雙星鑄造機械有限公司,山東青島 266400)
采用伺服雙聯泵PID閉環控制技術實現了垂直分型自動造型機的運行流暢,節能環保。結果表明,采用所提供的技術方案提高了鑄件的產品品質,適合大量推廣應用。
伺服雙聯泵;自動造型機;控制技術
1 垂直分型自動造型機簡介
垂直分型自動造型機是我公司消化吸收國內外先進技術,并結合我國鑄造行業特點而設計的機型。該機采用垂直射砂、雙面壓實的造型原理,可自動實現射砂、壓實、起模、合型等造型工序。適用于粘土砂鑄造工藝、中小鑄件的大批量生產,效率高,鑄件尺寸精確、表面品質高。該機液壓系統采用伺服雙聯泵PID閉環控制,到達設定壓力自動控制大泵卸荷小泵壓實,電控系統采用高精度位移傳感器配合西門子PLC、觸摸屏自動調節伺服移動速度和壓力,程序控制通過調用優化的PID模塊,使速度和壓力曲線更加柔和,定位更加精準,合型精度誤差小于0.1 mm。通過以上控制技術可實現整機運行噪聲小于85分貝,節電40%,動作運行流暢,節能環保。
2 垂直分型自動造型機的工作過程及控制原理
造型機的工作過程由合腔、射砂、壓實、起模I、推出合型、起模II六個工序組成。這六個工序的自動循環由液壓、氣路、電氣聯合控制完成。液壓部分主要采用伺服電機帶動雙聯泵配合液壓閥的開關來分別控制正壓板油缸和反壓板油缸的進出。其動作順序見表1。
氣路部分主要依照造型線的六個工序分別對射砂閥、排氣閥、砂閘閥等控制閥進行開關控制,其動作順序見表2 。
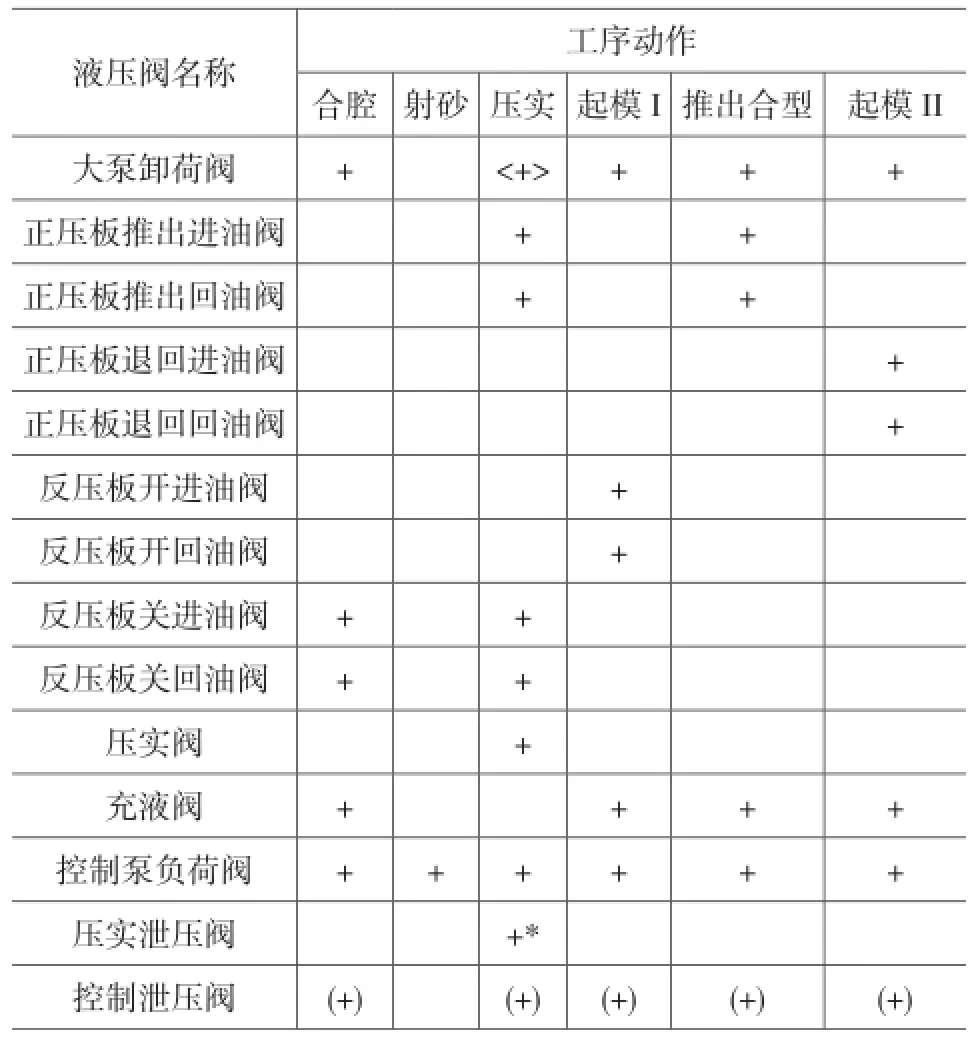
表1 液壓閥動作順序
電氣系統根據造型機工序要求控制程序如下:
(1)合腔。反壓板關動作,一起隨動的位移傳感器發位置信號,到達分型劑開位置開分型劑閥,到定時值關;到達反壓板關位置反壓板停。
(2)射砂。砂閘門打開,感應到開到位信號開啟加砂機,砂量通過電容式料位計檢測到料滿停加砂機;延時關閉砂閘門,感應到關到位信號開密封氣囊閥;檢測到反壓板到達關位置信號后開啟射砂閥,到定時值關閉。
(3)壓實。排氣閥打開,檢測到開到位信號關閉;正壓板推出、反壓板關同時動作進行壓實,壓力傳感器檢測到設定壓力值停止壓實動作。

表2 氣閥動作順序
(4)起模I。反壓板開動作,同時反壓板吹靜閥開,反壓板震動閥開(到定時值關),一起隨動的位移傳感器發位置信號,到達反壓板開位置反壓板停,反壓板吹靜閥關。
(5)推出合型。正壓板推出動作,推動砂型到達合型位置完成合型;延時同輔機同時推出砂型,到推出停止位停。
(6)起模II。壓砂型器閥開,壓住砂型,正壓板退回,到停止位停。
整機完成一個造型循環動作。
3 垂直分型自動造型機控制系統的設計規劃
垂直分型自動造型機液壓系統選用力士樂液壓專用伺服電機控制,采用流量、壓力雙信號力矩模式,在泵組出口處設有一個4~20 mA壓力傳感器,模擬量信號接到伺服控制器信號輸入端,可根據流量、壓力輸入信號自動閉環調節伺服電機輸出轉速,實現油缸運行速度、壓力無極可調。
電控系統選用西門子S7-300系列PLC作為程序控制中心,其輸入模塊為32點,輸出模塊采用32點晶體管輸出,控制元器件則為DC24V繼電器隔離;位移傳感器、壓力傳感器使用16位高速模擬量輸入模塊,可快速精準的處理采集信號,其它選用12位模擬量輸入、輸出模塊;外部操作部分選用西門子精智型觸摸屏,實現可視化操作,顯示和調節各工序動作參數,操作面板設計為手動、自動,單次、連續,空載、負荷,有芯、無芯等操作模式。
造型線油缸動作根據工序的不同有慢速、快速和低壓、高壓的變化要求,這其中變化過渡的平滑性是困擾造型機生產廠家的難題。我公司通過選用以上硬件控制系統,配套PID程序軟件控制系統,極大改善了油缸動作變化的柔性過渡,降低了油缸的運行噪音,提高了定位精度和延長了使用壽命。下面就程序軟件控制關鍵點做如下闡述:
(1)伺服電機根據伺服控制器的流量、壓力輸入信號的變化而改變轉速,輸入信號則是由PLC模擬量輸出模塊的0~10 V電壓提供,因此油缸改變速度和壓力時的平滑性跟PLC的模擬量輸出值的變化曲線有很大的關系,該控制程序采用在中斷循環塊OB35中調用西門子PID功能塊FB41,把當前運行速度和壓力設成PID反饋值,把需要達到的速度和壓力設成PID的給定值,編制相應的輔助程序,把西門子專用PID功能塊改裝成了無極變速、變壓程序塊,配合位移傳感器位置信號平滑過渡到設定速度、壓力,從而達到油缸動作變化的柔性運行。
(2)觸摸屏作為可視化操作界面,起到監控和調整運行參數的作用,在其界面上增加了速度、壓力設定和運行數據曲線,PID調整參數輸入框,根據設定和運行數據曲線的比較,適當調整參數值,達到油缸理想的運行效果,方便直觀。
4 結束語
垂直分型自動造型機采用上述液壓伺服電氣控制技術,降低了機器的故障率,節能環保。PID程序控制的創新,解決了造型線油缸動作變化的平滑性難題,提升了該機的合型定位精度。
Hydraulic servo electric control system of vertical parting type automatic molding machine
LI ChangTai,ZHONG Peng,CUI JinGuang,TENG JingJing
(Qingdao Double Star Casting Machinery Co., Ltd.,Qingdao 266400,Shandong,China)
:The PID closed loop control technology of the servo pump is adopted to realize the running smoothly, energy saving and environmental protection. Results show,Adopting the technical proposal provided by the method can improve the product quality of the casting, and is suitable for a large amount of popularization and application.
Servo double pump;Automatic molding machine;Control technology
TG231.6;
A;
1006-9658(2016)05-0070-02
10.3969/j.issn.1006-9658.2016.05.020
2016-05-09
稿件編號:1605-1362
李長太(1976—),男,總工程師,主要從事鑄造設備的研發、制造和技術管理工作.
猜你喜歡
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
