滌綸全無光FDY扁平強力絲的生產實踐
2016-05-14 23:58:46高智廣
紡織導報 2016年8期
高智廣
扁平絲織物滑爽、手感彈柔,富有立體感,并具有易于染色等特點。超無光扁平絲具有真絲般的手感,其織物常用來仿制動物毛皮。滌綸全無光FDY扁平強力絲用于仿制裘皮織物,不僅外觀逼真而且性能優越。常見的產品規格有120 D/4 f、120 D/8 f、150 D/40 f、300 D/10 f、300 D/30 f、600 D/10 f、1 200 D/20 f、1 200 D/14 f、900 D/20 f等。
1 生產流程
PET全消光切片→脈沖輸送→預結晶→干燥→螺桿擠壓機→熔體過濾器→熔體分配→靜態混合器→計量泵→噴絲組件→側吹風→甬道→油輪上油→預網絡→GR1→GR2→GR3→GR4→網絡→卷繞機。
2 主要設備
2.1 設備參數(表 1)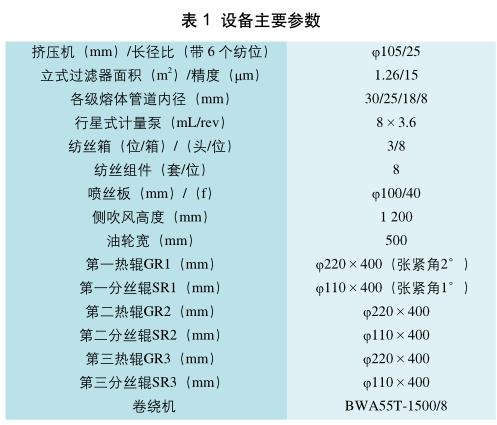
2.2 牽伸卷繞設備
牽伸由 4 組熱輥組成,可以進行兩級拉伸后再松弛熱定形(圖 1)。
2.3 聯苯循環系統(圖 2)
采用雙聯苯循環系統,紡絲箱和熔體管道溫度可以獨立控制。
2.4 噴絲孔
噴絲孔為“豐”字形,改變了單根長絲的斷面,可消除其閃光效應并賦予無光外觀(圖 3)。
2.5 噴絲板布孔
噴絲板采用雙排線性布孔,纖維冷卻均勻(圖 4)。
3 主要原料
3.1 全消光PET切片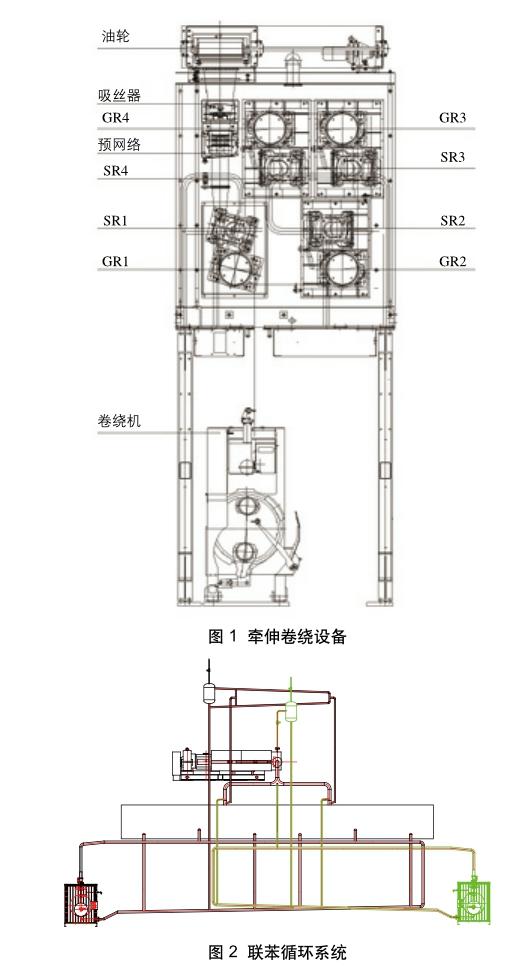
中國石化儀征化纖,特性粘度0.62 dL/g,二氧化鈦質量分數2.5%±0.1%。
3.2 紡絲油劑
松本(Matsumoto)3530 ,油劑濃度13%。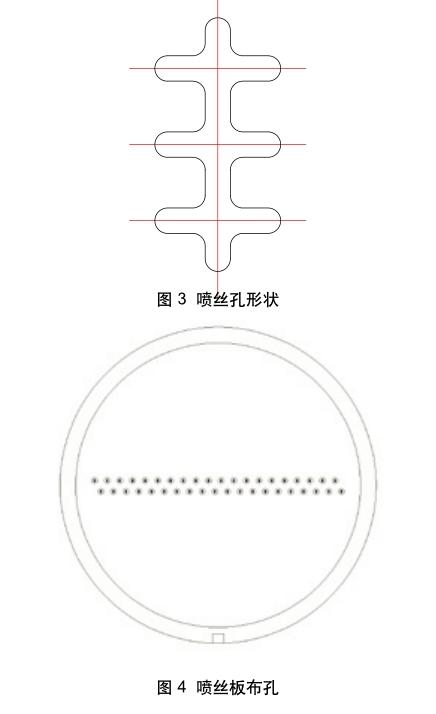
4 工藝討論
4.1 主要工藝參數(表 2)
4.2 切片干燥
熔融紡絲時,水分子易造成熔體水解,切片含水量需控制在25 mg/kg以下;適當降低干燥溫度,增加干燥時間,增大干燥進氣壓力,降低干空氣露點,可控制干切片含水量。
4.3 紡絲溫度
熔融溫度過高會使熔體急劇降解,可紡性變差;紡絲溫度過低,熔體流動性差。為降低紡絲組件壓力,提高可紡性,采用雙聯苯循環系統,低溫熔融高溫紡絲,有利于提高纖維的強力。
4.4 側吹風
扁平絲由于比表面積大大高于普通纖維,所以對側吹風冷卻條件特別敏感。不適合的風速、風溫及風濕易造成絲束斷頭較多、斷裂強度CV值上升、斷裂伸長CV值上升、條干不勻率上升及染色性能不良。風速過大或風溫過低,使絲條冷卻速度較快,易使斷頭增加;風速過小或風溫較高,使絲束產生晃動過大,定形長度增加,致使絲異形度較差、斷裂強度CV值上升、斷裂伸長CV值上升、條干不勻率上升及染色性能不良;風濕過低易使絲靜電增加,不易上油,斷頭增加。
4.5 牽伸比
在牽伸系統中,GR1作用為把絲條加熱到PET玻璃化溫度以上,使絲易于牽伸,通常88 ℃較為適宜;GR2作用是繼續加熱絲束,完成第二道牽伸,由于PET大分子經過第一道牽伸后玻璃化溫度提高,所以GR2溫度定為122 ~125 ℃較為適宜;GR3作用為使高取向PET大分子結晶,溫度通常在190 ℃左右;GR4作用是給絲熱定形,溫度為150℃左右。GR2與GR1為第一牽伸DR1,也為主牽伸,使大分子鏈沿著牽伸方向定向排列,DR1為 3 ~ 4 倍;GR3與GR2為第二牽伸DR2,進一步提高大分子取向,提高絲的強度,DR2為1.1 ~ 1.2倍。
4.6 卷繞
完成牽伸后的絲束在卷繞機卷繞成形時,卷繞張力及卷繞角度較為關鍵。卷繞張力過大,成形不良,形成凸肩,絲餅無法從卷繞機退出;卷繞張力過小,絲束晃動較大,易斷頭;卷繞角度過大,成形不良,形成凸肩;卷繞角度過小,成形不良,形成鼓肚。卷繞張力宜控制在0.15 ~ 0.2 cN/dtex之間,卷繞角度控制為 6°。
4.7 噴絲孔
噴絲孔的長寬比選擇較為重要。長寬比過小,異形度較差;長寬比過大,可紡性較差,絲易斷頭。通常選擇 8 ~10。
4.8 噴絲板布孔
噴絲板圓形布孔時,同一塊噴絲板上每根絲冷卻條件不一致,使絲的斷裂強度CV值、斷裂伸長CV值及條干不勻率均上升。而采用雙排線性布孔,纖維冷卻均勻,避免了圓形布孔的缺點。
5 產品技術性能指標(表 3)
6 結語
利用滌綸全無光FDY扁平強力絲設備成功紡制了167 dtex/40 f規格的產品,通過兩次拉伸,提高了產品強力;松弛熱定形降低了纖維的熱收縮率;采用全消光切片及“豐”字形噴絲孔,改變了單根長絲的斷面,消除了其閃光效應,并賦予無光外觀。纖維染色性優良,全套設備運行穩定,工藝參數設置合理,可以生產出較高品質的滌綸全無光FDY扁平強力絲,為差別化纖維的開發提供了裝備及工藝技術支撐。
參考文獻
[1] M E Schwad,楊秀芳. 紡制超無光聚酯異形長絲用噴絲頭[J]. 國外紡織技術:化纖、染整、三廢治理分冊, 1981(9):1-4.
[2] 張明成,陳立軍. 滌綸和錦綸6 FDY分纖母絲通用型設備配置與工藝探討[J]. 紡織機械,2015,9(9):74-76.
[3] 梅鋒,郭吉中,張建國,等. 超細扁平滌綸長絲的研制[J]. 合成纖維,2009,38(12):47-49.
[4] 卞光明. 直接紡滌綸FDY扁平絲的工藝探討[J]. 合成技術及應用,2006(2):55-57.
[5] 張明成. 錦綸6 FDY分纖母絲紡絲工藝對產品質量影響的探討[J].紡織機械,2015,8(8):76-79.
