反重力鑄造設(shè)備自動控制系統(tǒng)的設(shè)計
2016-05-14 01:22:24王艷珍鄒蕾朱登飆
現(xiàn)代電子技術(shù) 2016年8期
王艷珍 鄒蕾 朱登飆

摘 要: 根據(jù)反重力鑄造設(shè)備實際控制的需要,運用現(xiàn)代自動控制技術(shù)設(shè)計一種反重力鑄造設(shè)備自動控制系統(tǒng),完成系統(tǒng)的總體設(shè)計、硬件選型與軟件設(shè)計。運用數(shù)字PID控制方法對提高系統(tǒng)自補償能力與抗干擾能力,通過Ziegler?Nichols方法對數(shù)字PID參數(shù)進行整定,對結(jié)果通過熱調(diào)試驗進行測試。結(jié)果表明,系統(tǒng)運行可靠,曲線跟蹤性能良好,達到使用要求。
關(guān)鍵詞: 反重力鑄造; 自動控制; PID; 總體設(shè)計
中圖分類號: TN918?34; TP273 文獻標識碼: A 文章編號: 1004?373X(2016)08?0155?03
Design of automatic control system for antigravity casting equipment
WANG Yanzhen1, ZOU Lei1, ZHU Dengbiao2
(1. Zhengzhou Institute of Finance and Economics, Zhengzhou 450000, China;
2. Henan Basic Construction Science Experiment Institute Co. Ltd., Zhengzhou 450016, China)
Abstract: According to the actual control needs of the antigravity casting equipment, an automatic control system for antigravity casting equipment was designed by means of modern automatic control technology. The overall design of the system, hardware selection and software design were accomplished. The digital PID control method is used to improve the systems self?compensation ability and anti?interference ability. The Ziegler?Nichols method is used to set the digital PID parameters. The setting results were tested with the heat adjustment test. The test results show that the system has reliable operation, good curve tracking performance, and can achieve the application requirement.
Keywords: antigravity casting; automatic control; PID; overall design
反重力鑄造作為先進的特種鑄造技術(shù),具有充型平穩(wěn)、自然順序凝固、鑄件組織性能好等優(yōu)點,尤其適用于大型復(fù)雜薄壁鑄件的鑄造加工。在整個反重力鑄造的工藝中,鑄造設(shè)備的控制水平尤為重要,它是決定最終鑄件質(zhì)量的重要因素[1?2],運用現(xiàn)代自動控制、計算機、PLC等技術(shù)實現(xiàn)的大型反重力鑄造設(shè)備控制系統(tǒng),具有控制精準、穩(wěn)定可靠、抗干擾能力強等優(yōu)點,對于提高反重力鑄造工藝水平意義重大。
1 系統(tǒng)設(shè)計與硬件選型
1.1 系統(tǒng)總體設(shè)計
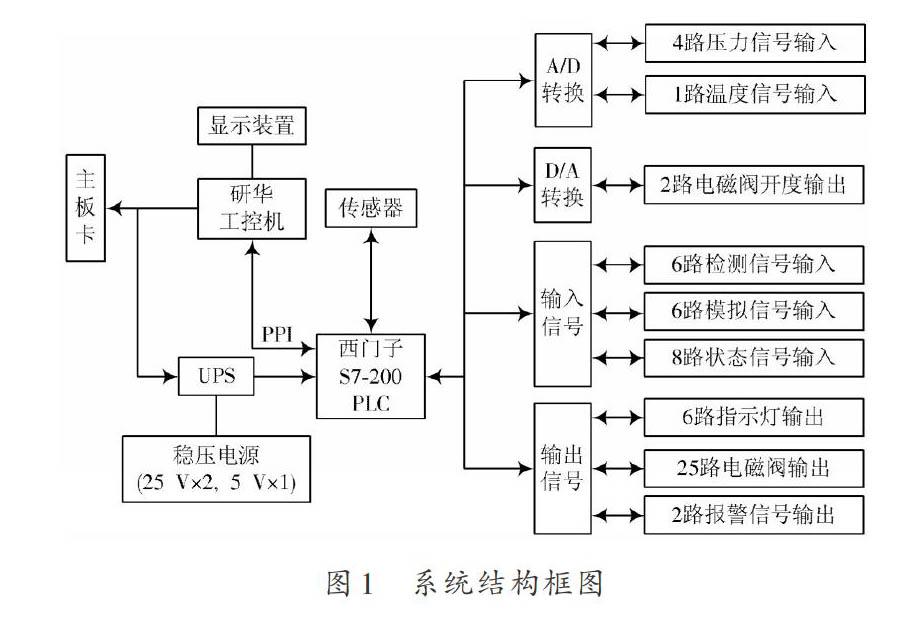
硬件系統(tǒng)是整個反重力鑄造設(shè)備控制系統(tǒng)的基礎(chǔ),系統(tǒng)中使用的主要硬件及電氣設(shè)備包括上位監(jiān)控用的工控機、PLC、顯示裝置、主板卡、通信設(shè)備等。其中工控機作為上位機主要完成現(xiàn)場數(shù)據(jù)顯示及人機交互功能,而PLC主要完成反重力鑄造的過程控制,完成上罐壓力、下罐壓力、上下罐壓差及氣源壓力等的控制,反重力鑄造設(shè)備自動控制系統(tǒng)結(jié)構(gòu)如圖1所示。
1.2 主要硬件選型
作為主要使用在工業(yè)現(xiàn)場的工控機,防磁、防震,抗干擾性能強是首要考慮因素,在本設(shè)計中選用了研華610L型工控機,配有250WATX PFC抗干擾電源,可以滿足本系統(tǒng)數(shù)據(jù)處理與控制功能的需要[3]。
PLC作為現(xiàn)場控制的核心,系統(tǒng)選用西門子的S7?200系列,CPU型號226,其集成了24點輸入/16點輸出共40個數(shù)字量I/O點。為了保證工控機與下位機通信的實時性要求,通信中采用了PPI電纜作為主通信線路,并輔以通信模塊。一旦線路由于意外通信中斷,系統(tǒng)則通過通信模塊實現(xiàn)數(shù)據(jù)傳輸,這樣可以最大限度保證系統(tǒng)通信的安全性。
2 系統(tǒng)軟件設(shè)計
2.1 PLC程序設(shè)計
PLC作為處理現(xiàn)場檢測信號的核心設(shè)備,也是控制執(zhí)行機構(gòu)動作的控制核心,PLC的動作流程主要是接收到工控機的下傳命令后,首先對機械部分進行檢測,然后按照開空壓機、冷干機,同步進氣,升液、充型、保壓、卸壓的工藝過程實現(xiàn)反重力鑄造設(shè)備的控制[4]。
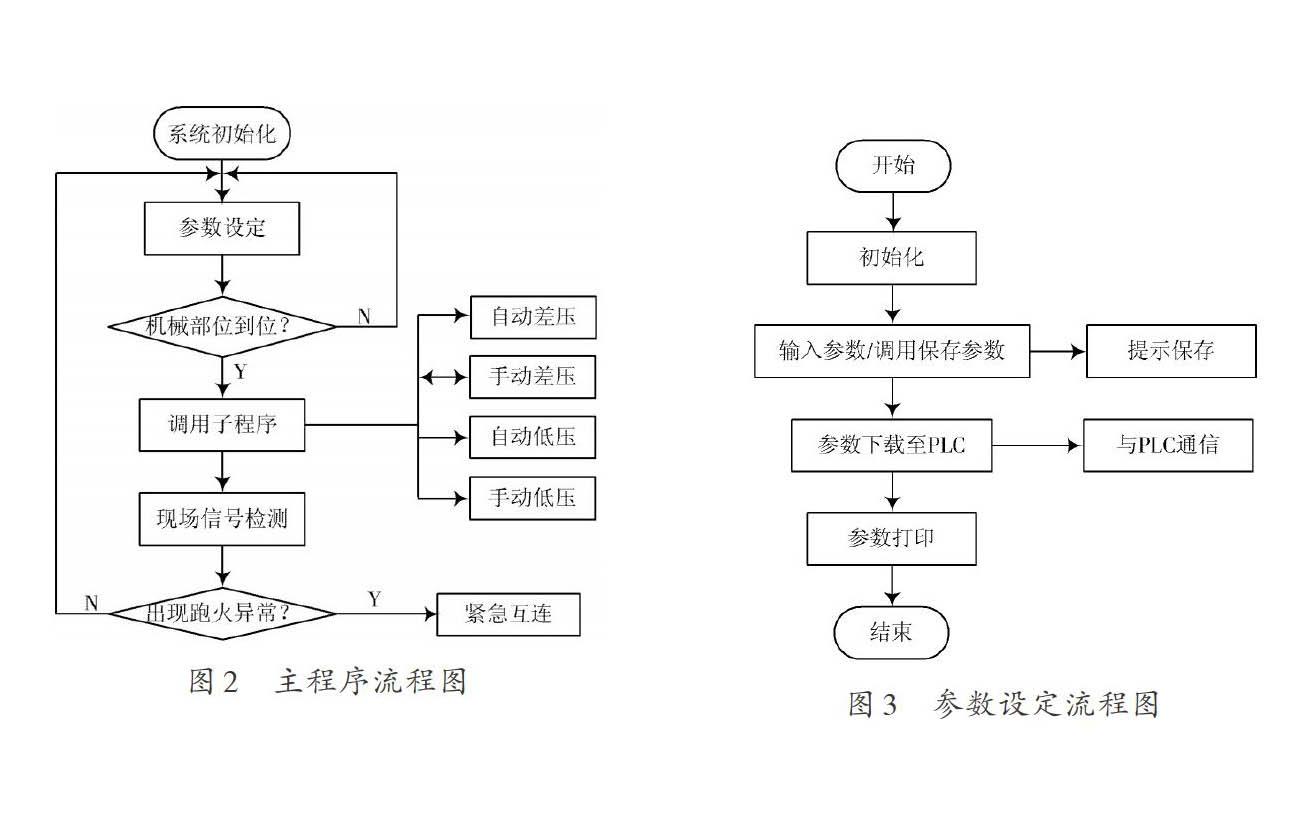
PLC程序采用梯形圖編寫完成,按照主程序、子程序、中斷程序的結(jié)構(gòu)化方式設(shè)計。系統(tǒng)的主程序主要實現(xiàn)初始化、信號采集、子程序調(diào)用功能,PLC的主程序流程圖如圖2所示。
PLC主程序的部分實現(xiàn)如下:
Network 1(調(diào)用INIT初始化子程序)
LD SM0.1
CALL INIT:SBR0
Network 2(調(diào)用DETECTION檢測機械復(fù)位子程序)
LD SM0.0
CALL DETECTION:SBR0
Network 3(完成氣缸鎖緊)
LD I0.1
= Q3.2
Network 4(松開氣缸鎖緊)
LD I0.21
AR<= VD206, 5.0
AR<= VD202, 5.0
= Q3.3
2.2 上位機監(jiān)控軟件設(shè)計
上位機監(jiān)控軟件的開發(fā)選用了Kingview完成,該軟件首先實現(xiàn)反重力鑄造工藝過程人機交互界面設(shè)計,其中主要界面包括了參數(shù)設(shè)定界面、工藝過程監(jiān)控界面、故障檢測界面三大部分,具體實現(xiàn)功能如下:
(1) 參數(shù)設(shè)定界面實現(xiàn)的主要功能包括升液壓力、充型壓力、結(jié)殼壓力、升液速度、充型速度、增壓速度,增壓、結(jié)殼、保壓時間等各種工藝參數(shù)的設(shè)定,并以此控制現(xiàn)場控制中心PLC,完成控制。整個參數(shù)設(shè)定界面執(zhí)行程序流程如圖3所示。
(2) 過程監(jiān)控界面主要包括數(shù)據(jù)顯示、現(xiàn)場設(shè)備監(jiān)控、歷史與實時曲線顯示、鑄造工藝過程顯示等部分。實時曲線顯示功能是通過PLC上傳的現(xiàn)場數(shù)據(jù),實現(xiàn)實時曲線的繪制,實現(xiàn)該功能的部分程序如下所示:
float data;
data=預(yù)設(shè)曲線+(壓力差-預(yù)設(shè)曲線)/2;
if(運行階段1>0 &&運行階段1<4)
pvClear("跟蹤曲線",0);
if(運行階段1>=4)
pvAddNewSetPt ("跟蹤曲線",\\本站點\y, 預(yù)設(shè)曲線);
if(運行階段>=4)
pvAddNewSetPt ("跟蹤曲線",\\本站點\y, w, "");
整個現(xiàn)場設(shè)備監(jiān)控運行界面如圖4所示。
(3) 故障監(jiān)控界面主要對設(shè)備安裝與使用過程中出現(xiàn)的元件故障進行顯示,整體可分為模擬量與數(shù)字量兩方面的檢測內(nèi)容,一旦檢測信號出現(xiàn)異常,系統(tǒng)可以進行及時預(yù)警,提高故障分析效率,降低故障的進一步影響。
3 控制算法設(shè)計
3.1 數(shù)字PID控制器設(shè)計
整個反重力鑄造工藝的過程中,各種外界信號干擾較多,因此系統(tǒng)需要具有較強抗干擾能力和自動補償能力的控制算法。早期的控制系統(tǒng)中,模擬PID控制方法應(yīng)用較為普遍,但模擬PID控制中由于需要人工參與調(diào)節(jié)的原因,導(dǎo)致控制的靈活度不夠,因此本設(shè)計中運用了數(shù)字PID控制算法,數(shù)字PID控制系統(tǒng)的原理圖如圖5所示,由圖5可知,數(shù)字PID控制器中共需要使用三個參數(shù),其中KP為比例增益,KI為積分參數(shù),KD為微分參數(shù)[5]。比例增益KP用于反饋系統(tǒng)中出現(xiàn)的偏差信號,偏差出現(xiàn)后控制器將產(chǎn)生控制效果及時糾正偏差。積分參數(shù)KI主要作用是消除靜差,提高整個控制過程的抗干擾能力。微分參數(shù)KD主要反映偏差信號的變化速率,一旦出現(xiàn)了較大的偏差信號,可以通過引入預(yù)先設(shè)計的修正信號,使系統(tǒng)快速響應(yīng)。
根據(jù)反重力鑄造的控制過程與特性,設(shè)計中采用了Ziegler?Nichols方法確定KI,KD,KP的大小。由于反重力鑄造過程屬于閉環(huán)控制,其控制對象主要為傳感器、執(zhí)行元件與設(shè)備等器件,研究中可以通過Matlab軟件中的Simulink仿真得到控制對象的單位階躍響應(yīng)曲線[6],再通過建立控制對象的傳遞函數(shù)完成Simulink模型的建立。
在Simulink模型中通過斷開模型中的反饋、微分器、積分器連線,設(shè)置比例增益KP為1,完成仿真;根據(jù)仿真結(jié)果結(jié)合查詢Ziegler?Nichols方法整定PID參數(shù),最終計算本設(shè)計中的比例增益KP、積分參數(shù)KI、微分參數(shù)KD的取值分別為1.756,4.88,1.1;對整定結(jié)果設(shè)定Simulink模型,輸入階躍信號經(jīng)過PID調(diào)節(jié)后,結(jié)果如圖6所示。圖6中橫坐標為時間(單位:s),縱坐標為階躍信號,由圖6可知,輸出結(jié)果經(jīng)過PID調(diào)節(jié)信號表現(xiàn)相當穩(wěn)定,由此驗證設(shè)計的PID整定方法對信號調(diào)節(jié)的作用明顯。
3.2 PID控制程序驗證
對設(shè)計的PID控制器,通過STEP7?MicroWin編程工具提供的PID控制器向?qū)?dǎo)入比例增益KP、積分參數(shù)KI、微分參數(shù)KD的對應(yīng)值1.756,4.88,1.1,生成PID程序塊后可供PLC程序調(diào)用執(zhí)行。為驗證程序調(diào)用后的實際效果,引入PID控制調(diào)節(jié)后,進行了熱調(diào)試驗[7],根據(jù)試驗中預(yù)設(shè)曲線與實際曲線的重合情況,結(jié)果如圖7所示,可知曲線跟蹤情況較為理想,說明程序的控制作用良好,達到理想效果。
4 結(jié) 論
針對反重力鑄造工藝的特點與要求,結(jié)合數(shù)字PID控制方法,設(shè)計了反重力鑄造裝備控制系統(tǒng),完成了硬件部分及電控系統(tǒng)的硬件設(shè)計,研究上位機與PLC部分程序的實現(xiàn)方法;同時通過仿真手段,完成數(shù)字PID控制器的參數(shù)整定,最終通過熱調(diào)試驗對程序中的PID調(diào)節(jié)作用進行驗證,控制調(diào)節(jié)作用良好,達到理想效果。
參考文獻
[1] 李強.反重力鑄造裝備PLC控制技術(shù)的研究[D].西安:西北工業(yè)大學(xué),2007.
[2] 蔡增輝,郝啟堂,李強,等.反重力鑄造液面加壓系統(tǒng)的自調(diào)整比例因子模糊控制[J].鑄造,2010,59(3):231?234.
[3] 孟凡瑞,俞子榮,吳開志.基于PCI總線的真空差壓鑄造控制系統(tǒng)的研究[J].微計算機信息,2009,25(28):61?62.
[4] 劉穎.基于模糊PID的低壓鑄造自動控制系統(tǒng)設(shè)計[J].鑄造技術(shù),2013(12):1760?1761.
[5] 韓亮波,趙樹忠.PLC在壓鑄機控制系統(tǒng)改造中的應(yīng)用[J].自動化應(yīng)用,2012(8):10?12.
[6] 王紅霞,趙輝.我國擠壓鑄造設(shè)備研發(fā)的現(xiàn)狀及前景[J].熱加工工藝,2014(21):8?11.
[7] 趙獻丹,張良棟,趙虎.壓鑄機澆鑄機械手PLC控制系統(tǒng)設(shè)計[J].機械工程師,2011(11):55?56.
