
基于S7—200PLC的快速熱冷注塑成型控制系統開發
2016-05-14 10:48:54林國勇
科技創新與應用 2016年6期
摘 要:設計了基于可編程控制器的快速熱冷注塑成型機的溫度控制系統,利用觸摸屏對設備的操作界面進行了友好的組態編程。研發了一種對模具內部型腔進行快速熱冷循環的溫度控制系統,通過軟件編程設計實現了對模具溫度的精準控制。
關鍵詞:PLC;人機界面;組態;程序設計
快速熱冷注塑成型為近年來的一項注塑成型技術,根據塑料的不同特性和不同的注塑工藝要求,實時、快速控制模具型腔溫度,使處于熔融狀態的塑料達到一種最佳的成型狀態,能注塑出具有較高品質的注塑件[1]。以快速熱冷注塑成型的模具溫度控制機為主的模具型腔溫度控制設備已經廣泛運用于工業上的注塑成型上,設備對模具溫度的合理控制,不但能影響注塑件的質量,同時也能有效節約能源。
1 快速熱冷注塑成型溫度控制系統
快速熱冷注塑成型的溫度控制系統實物圖如圖1所示。控制系統主要由西門子S7-200PLC、人機界面(HMI)、接觸器、繼電器、溫度控制器、電力調制器和變頻器等電氣器件組成。
2 工作原理
本課題開發的蒸汽型快速熱冷注塑成型的模具溫度控制系統充分考慮了設備使用具有的節能性便利性。如圖2所示,本系統中冷凍水在工作時既為注塑機提供冷卻,也為加熱后的模具快速冷卻,冷卻模具的水溫度較高部分需要流回鍋爐補水水箱,溫度較低部分流回冷凝器儲水箱,利用西門子S7-200PLC和模擬量處理模塊EM253實現了對采集的模擬量信號處理。如圖2所示,具體工作原理如下:設定電磁閥V3出口處a冷卻水的流量,通過傳感器實時檢測該處流量,經過變換器將信號轉換為4-20mA電信號,輸入EM253后得到6400-32000數字量信號,經PLC讀取。
3 軟件設計
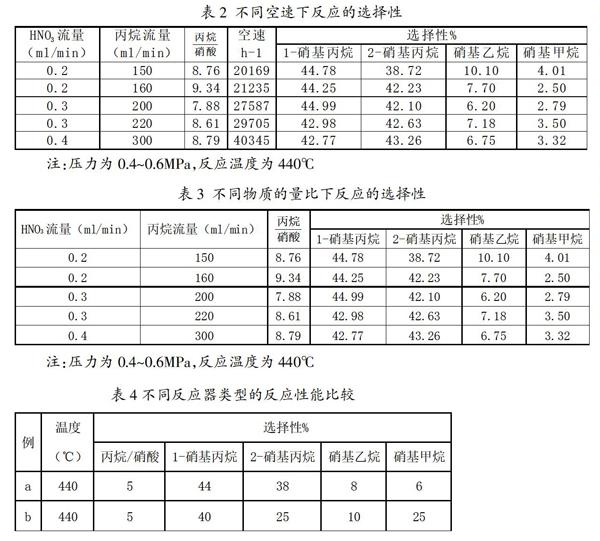
3.1 系統運行程序設計
如圖3所示,啟動溫度控制設備,系統上電復位,對相關參數進行初始化。設計程序對系統中的蒸汽發生器、空氣壓縮機和冷凝器進行運行情況檢測,當溫度和壓力均達到設定值時,系統正常工作,此時可以對溫度控制系統進行手動或者自動運行操作。
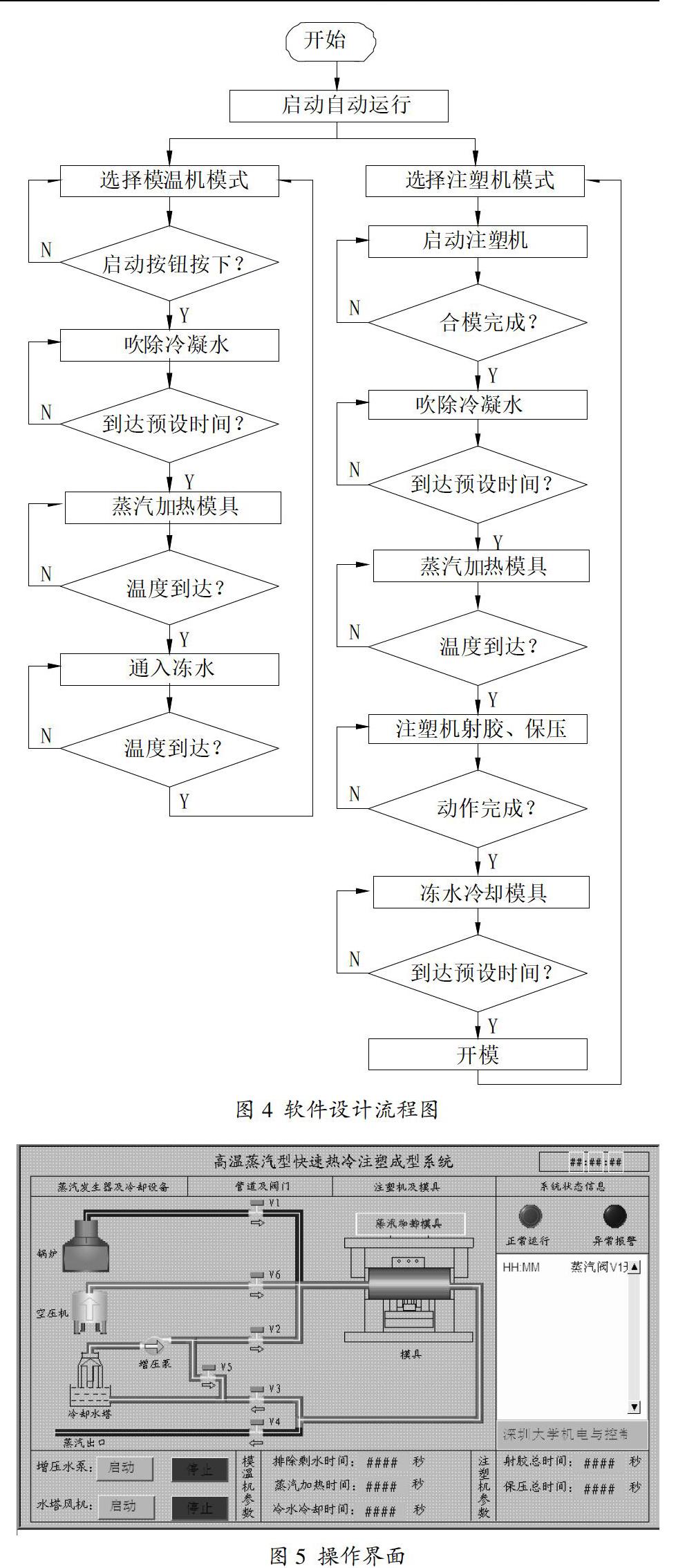
3.2 自動運行程序設計
利用可編程控制器(PLC)的I/O模塊采集模具溫度控制機按鈕、壓力繼電器、電磁閥、調節閥、調速裝置等現場輸入輸出信號,設計了模具溫度控制機的自動運行程序[2]。在自動運行程序中,設計了模具溫度控制機運行模式和注塑機運行模式,如圖3圖4所示,這兩種運行模式通過選擇開關進行選擇操作,為安全操作,需要在程序中設置聯鎖與互鎖。
(1)模溫機運行模式:啟動程序后,執行吹除模具及管路內的殘留的冷凝水,通入高溫高壓水蒸氣加熱模具,模具溫度達到預設溫度之后,開啟凍水電磁閥,通入冷凍水,冷卻模具。
(2)注塑機運行模式:此種運行模式是通過設計程序實現注塑機控制模具溫度控制機運行。啟動注塑機,對注塑機進行合模操作完成之后,模具溫度控制機自動啟動高壓空氣吹除殘留的冷凝水,高溫水蒸氣加熱模具,模具溫度達到設置后,注塑機射膠。射膠、保壓完成,模具溫度控制機啟動凍水閥,冷卻模具。
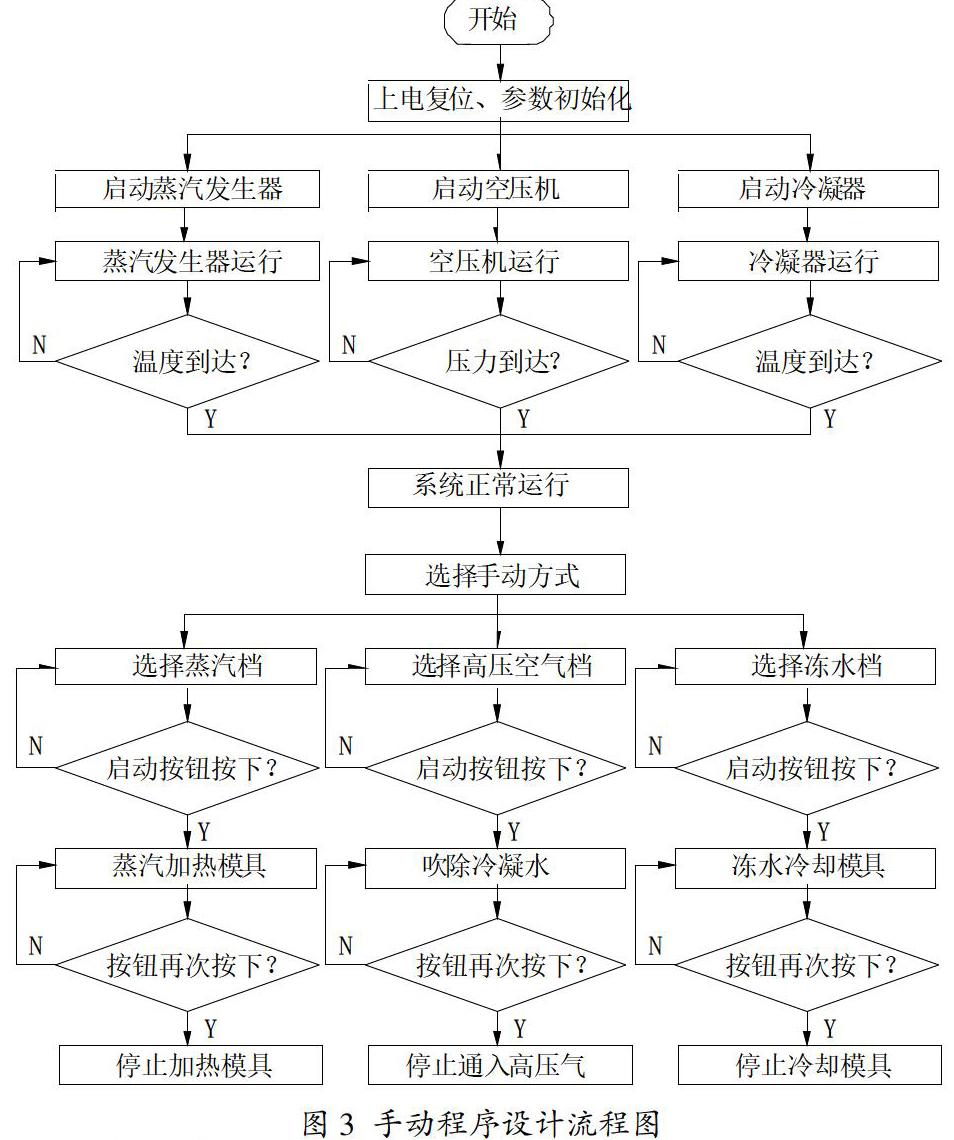
4 人機界面程序設計
本系統使用的人機界面(Human Machine Interface)又稱作為人機接口,簡稱為HMI[3]。人機界面具有的過程和設備參數管理、顯示報警、可視化和過程控制等功能為設備使用者提高了極大的便利。本系統使用Weinview MT6070系列人機界面設計了操作界面,如圖5所示。界面中實時顯示了系統中各功能部件的啟動以及運行狀態,和輸入輸出信息的記錄顯示,界面友好。
5 結束語
利用西門子STEP7編程環境對快速熱冷注塑成型系統進行了軟件編程,編寫了設備的手動程序、自動運行程序和人機界面顯示程序。使用維倫通EB8000編程軟件對人機界面進行組態編程,開發了快速熱冷注塑成型系統的操作界面。快速熱冷注塑成型系統經過一年多的試驗運行,程序運行穩定,達到預期效果。
參考文獻
[1]張鵬,程永奇,宋財福.高光注塑成型及其關鍵技術[J].工程塑料應用,2009,37(4):31-34.
[2]岳慶來.變頻器、可編程序控制器及觸摸屏綜合應用技術[M].北京:機械工業出版社,2006.
[3]吳志敏,陽勝峰.西門子PLC與變頻器、觸摸屏綜合應用教程[M].北京:中國電力出版社,2009:155-156.
作者簡介:林國勇(1983-),男,廣東省深圳市人,工作單位:深圳大學機電與控制工程學院,職務:技術人員,研究方向:機電一體化產品開發。
