SiCp/Al超聲振動輔助磨削砂輪選擇方法研究*
2016-05-17 03:49:44梁桂強周曉勤趙菲菲
功能材料 2016年1期
梁桂強, 周曉勤, 趙菲菲,邵 芳
(1. 吉林大學(xué) 機械科學(xué)與工程學(xué)院, 長春 130022; 2. 昆明理工大學(xué) 現(xiàn)代農(nóng)業(yè)工程學(xué)院, 昆明 650500;
3. 貴州理工學(xué)院教務(wù)處, 貴陽 550003)
?
SiCp/Al超聲振動輔助磨削砂輪選擇方法研究*
梁桂強1, 周曉勤1, 趙菲菲2,邵芳3
(1. 吉林大學(xué) 機械科學(xué)與工程學(xué)院, 長春 130022; 2. 昆明理工大學(xué) 現(xiàn)代農(nóng)業(yè)工程學(xué)院, 昆明 650500;
3. 貴州理工學(xué)院教務(wù)處, 貴陽 550003)
摘要:使用電鍍金剛石砂輪、釬焊金剛石砂輪、陶瓷結(jié)合劑燒結(jié)金剛石砂輪和樹脂結(jié)合劑燒結(jié)金剛石砂輪超聲振動輔助磨削鋁基碳化硅(SiCp/Al),將砂輪磨損、材料去除、磨削表面形貌進行了對比分析,給出SiCp/Al超聲振動輔助磨削砂輪的選擇方法。結(jié)果表明,陶瓷結(jié)合劑燒結(jié)金剛石砂輪在超聲振動輔助磨削SiCp/Al的過程中具有磨削過程平穩(wěn)、材料去除均勻、工件表面質(zhì)量好、砂輪磨損小的特點,是磨削SiCp/Al的理想砂輪。本文的研究工作作為SiCp/Al磨削工藝研究領(lǐng)域的一個方面,對SiCp/Al磨削過程中砂輪的選擇研究具有一定的指導(dǎo)意義。
關(guān)鍵詞:超聲輔助磨削;鋁基碳化硅;砂輪磨損;表面形貌
1引言
鋁基碳化硅(SiCp/Al)具有比強度高、比剛度高、熱膨脹系數(shù)低、熱導(dǎo)率高、耐磨性好等優(yōu)異的綜合性能,因此在航空航天、光學(xué)精密儀器等領(lǐng)域具有廣泛的應(yīng)用前景[1-3]。但是由于含有硬度大、強度高、耐磨損的SiC顆粒,因此SiCp/Al屬于典型的難加工材料[4],嚴重阻礙了它的應(yīng)用。目前,國內(nèi)外學(xué)者在SiCp/Al復(fù)合材料加工方面進行了大量的研究并取得了一定的成果[5-8],但都僅僅停留在對其加工參數(shù)進行優(yōu)化或仿真分析方面,而關(guān)于SiCp/Al超聲輔助磨削加工中砂輪的選擇方法還未見報道。
本文從磨削工藝角度出發(fā),選取了4種砂輪超聲振動輔助磨削SiCp/Al,以砂輪表面形貌、材料去除特性和材料表面形貌為評價指標(biāo),研究了磨削SiCp/Al砂輪的選擇方法,對于高效、高精度加工SiCp/Al具有重要的指導(dǎo)意義。
2實驗
2.1樣品制備
本文的材料通過鑄鋁合金無壓熔體浸滲工藝得到,基體材料為鑄鋁合金,增強顆粒材料為SiC陶瓷。鑄鋁合金是一種高塑性材料,具備連續(xù)塑性變形強化的特性;SiC顆粒的彈性模量為420 GPa,泊松比為0.15,顆粒體分比為62%,顆粒平均尺寸為40 μm,材料參數(shù)如表1所示。選擇SiCp/Al的上表面為實驗表面,使用線切割機把樣品切成25 mm×35 mm×10 mm的尺寸,然后對其進行拋光,拋光后SiCp/Al表面粗糙度Ra=100 nm。

表1 碳化硅和 2024Al-T6 的物理特性
2.2實驗裝置
使用超聲加工機床Ultrasonic 50進行磨削加工,如圖1所示。
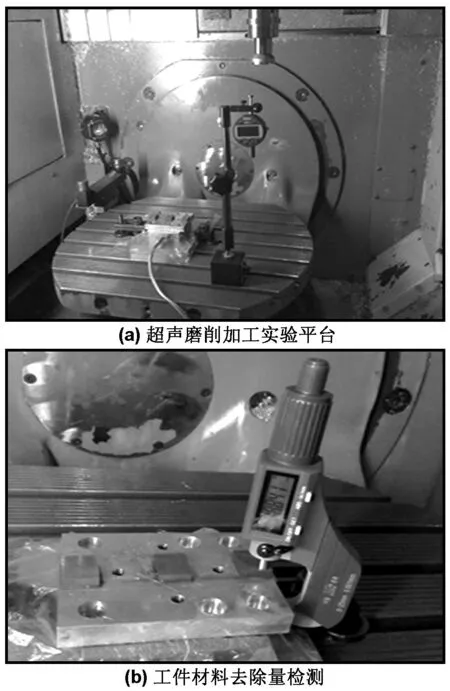
圖1 實驗裝置
該機床的最大超聲功率為300 W,進給分辨率為1 μm。由超聲波發(fā)生器產(chǎn)生16.5~30 kHz的高頻軸向振動信號,經(jīng)換能器轉(zhuǎn)換為機械振動,通過變幅桿將機械振動振幅放大至1~20 μm,再傳給金剛石砂輪,砂輪以很高的頻率不斷沖擊加工工件表面,從而實現(xiàn)超聲振動磨削。
實驗之前,采用激光干涉儀檢測不同砂輪在不同頻率下的振幅,從而確定每把砂輪的超聲參數(shù)。選定本次試驗的超聲頻率為20 kHz,振幅為4 μm。為了對比分析不同砂輪的磨削效果,本文選用了4種類型砂輪,分別為電鍍金剛石砂輪、釬焊金剛石砂輪、陶瓷結(jié)合劑燒結(jié)金剛石砂輪和樹脂結(jié)合劑燒結(jié)金剛石砂輪。砂輪尺寸均為50 mm×21 mm×32 mm×3 mm,粒度為100/120。以電鍍金剛石砂輪為例,剖面如圖2所示,4種砂輪的實物圖如圖3所示。

圖2 電鍍金剛石砂輪剖面圖
Fig 2 The profile of the electroplated diamond grinding wheel
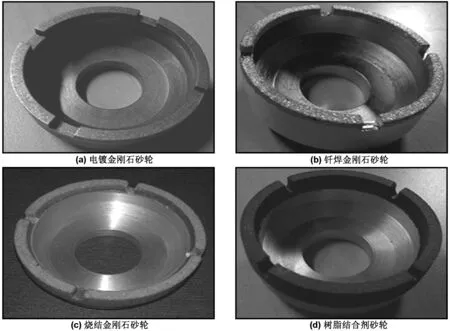
圖34種金剛石砂輪
Fig 3 Four kinds of diamond grinding wheel
2.3實驗測量方法
首先以電鍍金剛使砂輪為例,用一把新砂輪,固定轉(zhuǎn)速5 000 r/min,進給量50 mm/min,選取ap分別為30,40,50,60和70 μm,以找到砂輪能高效磨削的最大深度。根據(jù)磨削力的實時監(jiān)測曲線,選取最佳切深為50 μm。
為了研究砂輪的磨損,以50 μm為磨削深度,每把砂輪連續(xù)磨削35次,且每5次為一組,然后觀察工件材料的去除、砂輪的磨損形貌以及工件的磨削表面形貌。
采用Kistler高精密微型測力計9257B對磨削SiCp/Al過程中的載荷數(shù)據(jù)進行采集,數(shù)據(jù)采集頻率為 9 kHz。用掃描電子顯微鏡分析不同類型刀具進行磨削的工件表面形貌,掃描電子顯微鏡為荷蘭 FEI 公司生產(chǎn)的FEI Quanta200 FEG環(huán)境電子掃描顯微鏡。由于碳化硅不導(dǎo)電,所以采用低真空模式觀測,用OLYMPUS光學(xué)顯微鏡觀測砂輪磨損后的形貌。材料的去除量通過千分尺測量,砂輪的磨損量用千分表測量,如圖1(b)所示。
3結(jié)果與討論
3.1材料的去除量
為了對比不同砂輪磨削時的材料去除量,每種砂輪連續(xù)磨削35次,每5次為一組,總共7組。砂輪磨削時,隨著磨削長度的增加材料去除情況的對比曲線如圖4所示。可以看出,采用電鍍金剛石砂輪和釬焊金剛石砂輪磨削時,隨著磨削長度增加,材料的去除量呈現(xiàn)劇烈的波動,而燒結(jié)金剛石砂輪磨削時材料去除量基本穩(wěn)定。這是由于電鍍和釬焊金剛石砂輪的出刃高度過大導(dǎo)致磨削過程中振顫所致,而燒結(jié)金剛石砂輪無論用陶瓷做結(jié)合劑還是用樹脂做結(jié)合劑,金剛石顆粒的出刃高度都很小,并且在磨削時金剛石顆粒和結(jié)合劑同時參與磨削,因此磨削過程較為平穩(wěn),所以材料去除也較均勻。
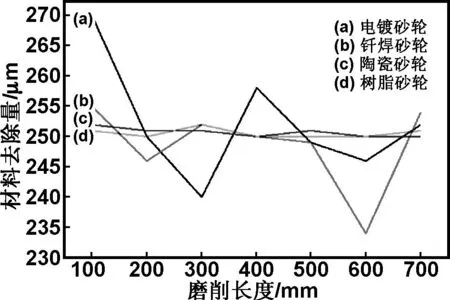
圖4 材料去除量變化曲線
3.2砂輪磨損后的形貌
根據(jù)實驗結(jié)果可知,電鍍金剛石砂輪磨削后出現(xiàn)了明顯的金剛石顆粒拔出、破碎和破損。這是由于電鍍金剛石砂輪出刃高度太大同時顆粒的把持力不夠所致,伴隨著金剛石的拔出和破損,磨削過程也會出現(xiàn)劇烈的振動,從而導(dǎo)致磨削過程不平穩(wěn),同時工件表面質(zhì)量變壞。
相對于電鍍金剛石砂輪,釬焊金剛石砂輪基體對顆粒的把持力較大,容屑空間也很大,同時也可以及時地把磨屑和熱量帶走,因此很少出現(xiàn)金剛石顆粒拔出現(xiàn)象,但是依然會由于出刃高度較大而導(dǎo)致大量的微破碎和嚴重的破損現(xiàn)象。
由2.1節(jié)可知,陶瓷結(jié)合劑和樹脂結(jié)合劑金剛石砂輪的材料去除量都較穩(wěn)定,為了進一步區(qū)分兩種砂輪的磨削性能,將兩種砂輪磨削后的電鏡照片對比分析,如圖5所示。由圖5可知,在現(xiàn)有的磨削長度范圍內(nèi),陶瓷結(jié)合劑燒結(jié)金剛石砂輪少有破損,而樹脂結(jié)合劑燒結(jié)金剛石砂輪的金剛石顆粒和結(jié)合劑都有不同程度的破損。這是由于陶瓷結(jié)合劑是無機物結(jié)合劑,故其化學(xué)成份穩(wěn)定,結(jié)合劑對磨粒粘附力強,棱角保持性能好;而樹脂結(jié)合劑為有機物結(jié)合劑,化學(xué)成分穩(wěn)定性差,結(jié)合劑對磨粒粘附力弱,故磨削時容易破損。
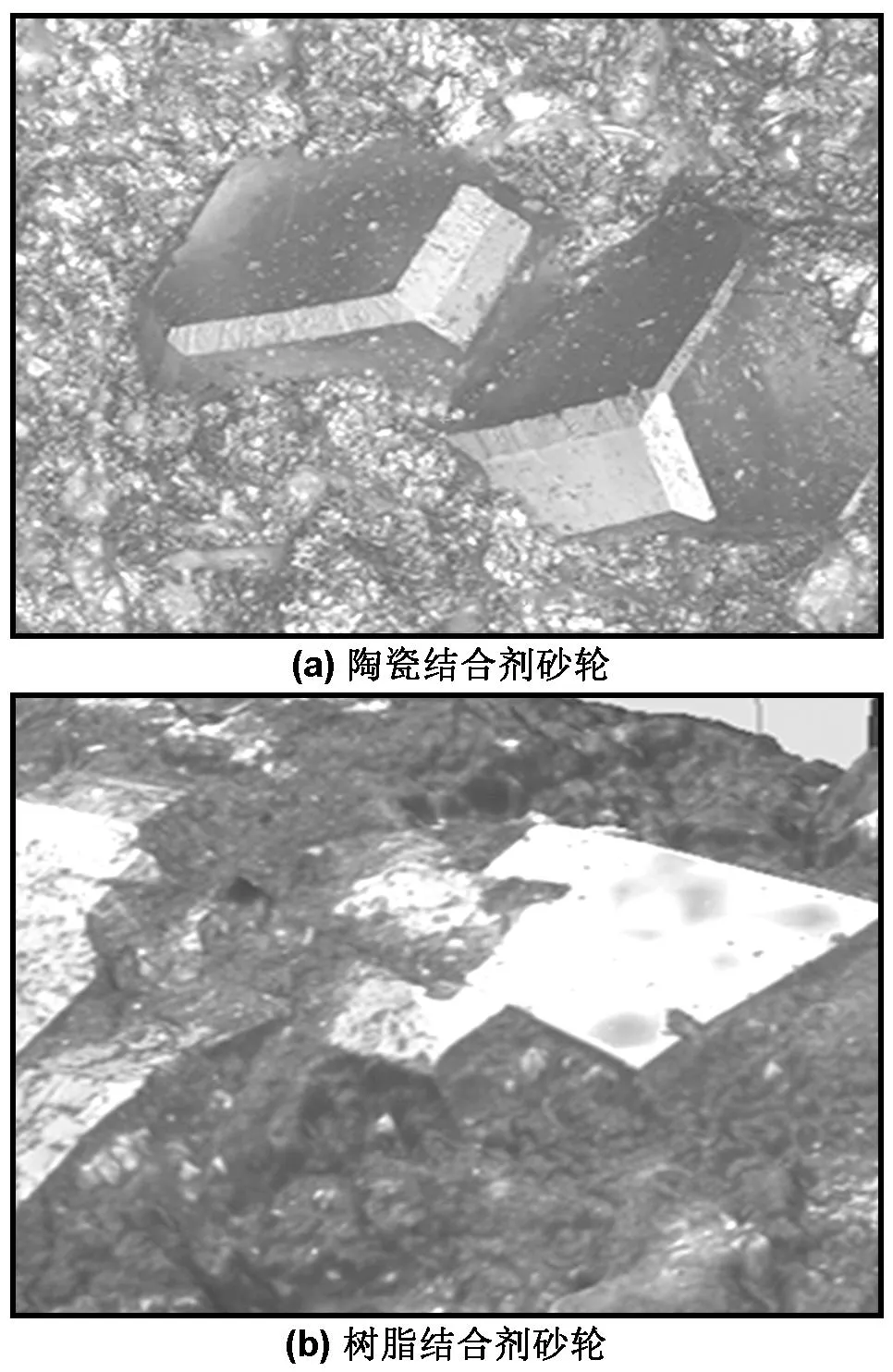
圖5 不同砂輪形貌對比
Fig 5 The contrast of morphology for grinding wheel
3.3工件磨削表面形貌
圖6是4種砂輪超聲磨削SiCp/Al工件微觀形貌對比圖。
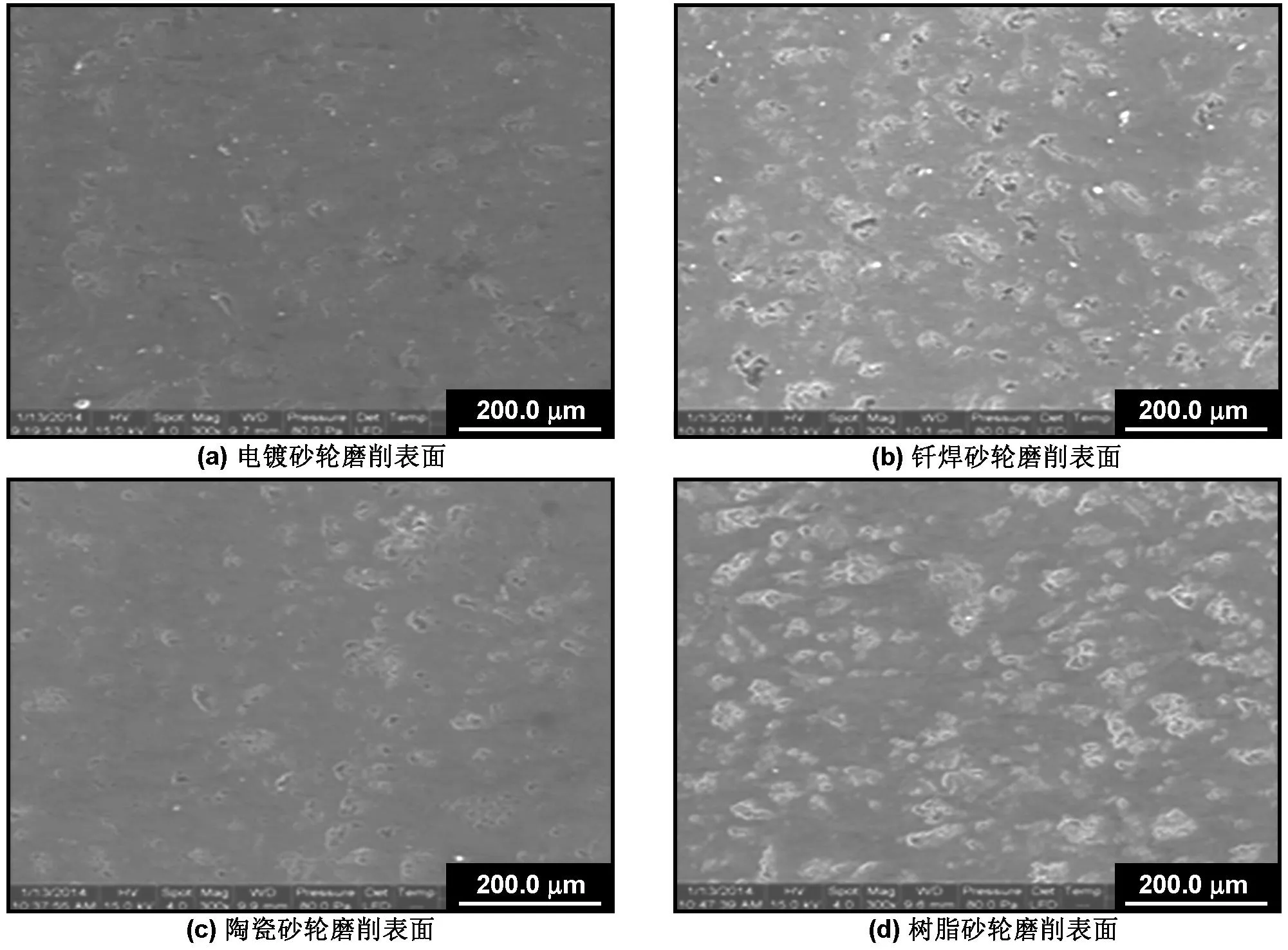
圖6不同砂輪磨削后的工件表面形貌
Fig 6 The surface topography of workpiece for different grinding wheel
由圖6(a)和(b)可以看出,釬焊金剛石砂輪磨削后的工件表面有明顯撕裂的痕跡,而電鍍砂輪磨削過的工件表面相對較好。這是由于釬焊金剛石砂輪顆粒和基體之間是化學(xué)力結(jié)合,再加上金剛石出刃高度較大,因此磨削時砂輪與工件之間會出現(xiàn)頻繁的剛性沖擊,使得工件表面質(zhì)量變壞。而電鍍金剛石砂輪顆粒和基體間是機械力結(jié)合,在磨削過程中可能導(dǎo)致金剛石顆粒松動甚至脫落,磨削時砂輪和工件之間屬于柔性沖擊,會減小砂輪和工件之間的摩擦力,因此工件表面質(zhì)量相對較好。由圖6(c)和(d)可以看出,樹脂結(jié)合劑燒結(jié)金剛石砂輪磨削過的工件表面多有破損的痕跡,而陶瓷結(jié)合劑砂輪磨削過的工件表面破損相對較少。原因是陶瓷結(jié)合劑砂輪的金剛石顆粒較為鋒利結(jié)實,因此磨削的工件表面質(zhì)量較好,而樹脂結(jié)合劑砂輪容易磨損,因此工件表面質(zhì)量變壞。根據(jù)以上分析可知,陶瓷結(jié)合劑燒結(jié)金剛石砂輪磨削工件時,材料去除相對穩(wěn)定,刀具磨損較小,工件表面形貌也相對較好,因此將陶瓷結(jié)合劑砂輪在超聲和非超聲兩種磨削工況下的工件表面形貌進行對比,如圖7所示。
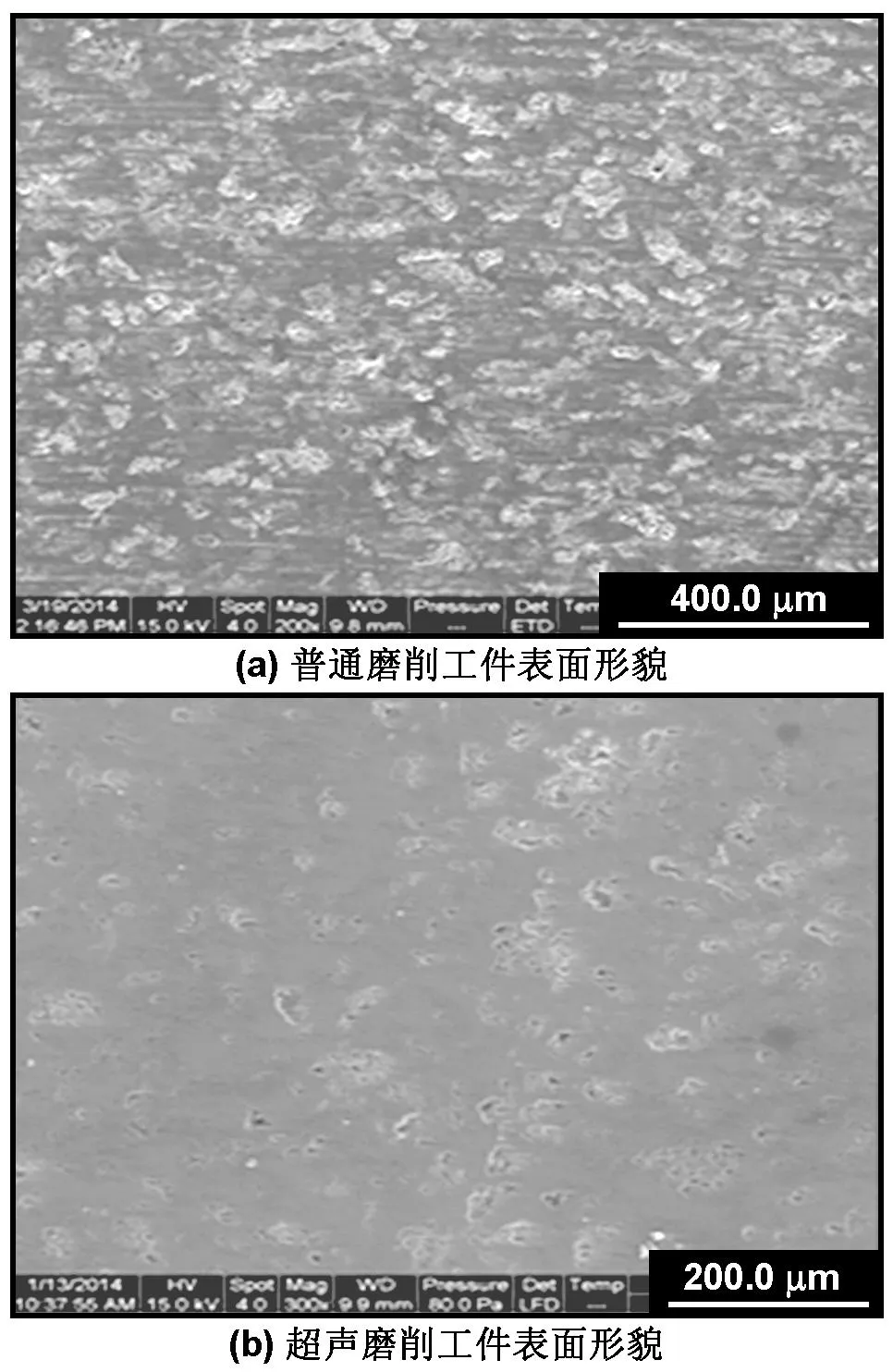
圖7 超聲、普通磨削工件表面形貌對比
Fig 7 The surface topography of workpiece between ultrasonic and traditional grinding
由圖7可知,普通磨削時,由于碳化硅顆粒和鋁基體的熱膨脹系數(shù)不同,因此在摩擦熱的作用下造成較大的應(yīng)力會使碳化硅顆粒出現(xiàn)松動、偏移和翻轉(zhuǎn),顆粒在碾壓力的作用下使得工件表面形貌有較多脆性破壞區(qū)域。超聲磨削時,砂輪上的金剛石顆粒在超聲波縱向振動作用下,以2萬次/s的頻率對工件表面突出的尖峰進行滑擦,使工件表面的質(zhì)量得到改善,并且對切屑的排除起到有利作用。因此超聲磨削時工件表面較少出現(xiàn)破損,同時細碎的顆粒隨著超聲振動被帶走,工件表面形貌較好。
4結(jié)論
(1)從材料去除量來看,隨著磨削長度的增加,電鍍金剛石砂輪和釬焊金剛石砂輪磨削時材料去除量呈現(xiàn)劇烈地波動;燒結(jié)金剛石砂輪磨削時材料去除量基本穩(wěn)定。
(2)從砂輪磨損情況來看,電鍍金剛石砂輪磨削時會導(dǎo)致顆粒拔出和破碎;釬焊金剛石砂輪不容易出現(xiàn)拔出和脫落,但是仍會出現(xiàn)顆粒破損;燒結(jié)金剛石砂輪很少出現(xiàn)金剛石顆粒拔出或脫落,但是容易破損;陶瓷結(jié)合劑砂輪棱角保持性能良好。
(3)從工件表面形貌來看,釬焊金剛石砂輪磨削后的工件表面有明顯撕裂的痕跡;電鍍砂輪磨削過的工件表面相對較好;樹脂結(jié)合劑燒結(jié)金剛石砂輪磨削過的工件表面多有破損的痕跡;陶瓷結(jié)合劑砂輪磨削過的工件表面破損相對較少。普通磨削時,工件表面形貌有較多脆性破壞區(qū)域,而超聲磨削時,工件表面較少出現(xiàn)破損,工件表面形貌較好。
參考文獻:
[1]Liang Zhiqiang, Wang Xibin, Wu Yongbo, et al. Development of a two-dimensional ultrasonic vibration assisted grinding technique of monocrystal silicon[J]. Chinese Journal of Mechanical Engineering, 2010, 46(13):192-198.
[2]Ni Hao, Gong Hu, Fang Fengzhou. Study on edge-chipping of brittle and hard materials in rotary ultrasonic machining[J]. Aviation Precision Manufacturing Technology, 2009, 45(5):8-10.
[3]Zheng Shuyou, Feng Pingfa, Xu Xipeng. Development trends of rotary ultrasonic machining technology[J]. Journal of Tsinghua University(Sci & Tech), 2009, 49(11):1799-1804.
[4]Pei Z J, Prabhakar D, Ferreira P M, et al. A mechanistic approach to the prediction of material removal rates in rotary ultrasonic machining[J]. Journal of Engineering for Industry, 1995, 117:142-151.
[5]Deng Zhaohui, Zhang Bo, Sun Zongyu, et al. Study on the materials removal mechanism in ceramic grinding[J]. Diamond & Abrasives Engineering, 2002, 2(128):48-51.
[6]Chen S H, Wang T C. Size effects in the particle-reinforced metal-matrix composites[J]. Acta Mechanica, 2002,157(1-4): 113-127.
[7]Wang Y, Liu X D. Present status and development trend of SiCp/Al composites[J]. Research Studies on Foundry Equipment, 2003,(03): 18-22.
[8]Xu J H,Zuo D M, Yang M D. Machining of metal matrix composites[J]. Transactions of Nanjing University of Aeronautics & Astronautics, 1995,(02): 161-167.
[9]You L. Study on machining properties of ceramics reinforced aluminium matrix composites[D].Jimei: Jimei University,2012.
[10]Su Kuo. Study on the ultrasonic assisted grinding processing technology of SiCp/Al composite[D]. Dalian: Dalian University of Technology,2012.
Choosing proper grinding wheel for ultrasonic vibration-assisted grinding SiCp/Al
LIANG Guiqiang1,ZHOU Xiaoqin1,ZHAO Feifei2, SHAO Fang3
(1. College of Mechanical Science and Engineering,Jilin University,Changchun 130022,China;2.Faculty of Modern Agricultural Engineering,Kunming University and Technology,Kunming 256603,China;3. Teaching Affairs Office, Guizhou Institute of Technology,Guiyang 550003,China)
Abstract:In this paper, electroplated diamond grinding wheel, brazing diamond grinding wheel, vitrified bond diamond grinding wheel and resinoid bonded diamond grinding wheel were applied on SiCp/Al. Experiments were performed by using the ultrasonic vibration assisted grinding process. Comparative studies were carried out in terms of the wear and tear of grinding wheel, material removal and grinding surface morphology, coming to a conclusion of the general principles of how to select the grinding wheel for ultrasonic vibration assisted grinding SiCp/Al. The results show that, resin bond diamond grinding wheel has advantages of smooth grinding, well-distributed material removal, good surface quality and little wear of the grinding wheel.Therefor, it is suitable for grinding SiCp/Al, the research of this paper. as an aspect of the research on SiCp/Al grinding process, has great guiding significance to the research on the choice of grinding wheel during the process of grinding.
Key words:ultrasonic vibration assisted grinding; SiCp/Al; wear of grinding wheel; surface morphology
DOI:10.3969/j.issn.1001-9731.2016.01.054
文獻標(biāo)識碼:A
中圖分類號:TG663
作者簡介:梁桂強(1976-),男,長春人,博士,講師,從事航空復(fù)合材料超聲輔助磨削工藝研究。
基金項目:國家自然科學(xué)基金資助項目(51474072, 51465009)
文章編號:1001-9731(2016)01-01255-04
收到初稿日期:2015-12-15 收到修改稿日期:2016-01-10 通訊作者:周曉勤,E-mail: xqzhou@jlu.edu.cn
