酚醛纖維頭道并條工藝優化及其對成紗質量的影響
2016-05-24 14:44:13蔡薇琦馬崇啟闞永葭楊金蓮李君麗
紡織學報 2016年10期
蔡薇琦, 馬崇啟, 闞永葭, 楊金蓮, 李君麗
(天津工業大學 紡織學院, 天津 300387)
酚醛纖維頭道并條工藝優化及其對成紗質量的影響
蔡薇琦, 馬崇啟, 闞永葭, 楊金蓮, 李君麗
(天津工業大學 紡織學院, 天津 300387)
為探討酚醛纖維頭道并條工藝優化方案對酚醛纖維成紗質量的影響,在酚醛纖維順利梳理的基礎上,對紡紗工藝中的并條工藝進行優化。通過選取因素后牽伸倍數、羅拉中心距(前×中×后)、并條速度作為研究對象,每個因子選取3個水平,指標值為Y311型條干不勻率和質量不勻率,采用正交分析法,研究不同指標、不同優化方案對成紗質量的影響。分別根據條干不勻、質量不勻、多因素矩陣優化方案的計算得到最優方案。將所得到的3種方案通過同樣的紡紗工藝,并用烏斯特條干儀測試3種方案得到的細紗。結果表明,酚醛纖維頭道并條中采用多因素矩陣優化得到的方案為最優。
酚醛纖維; 頭道并條工藝; 多因素矩陣優化; 質量不均率
酚醛纖維具有優良的抗燒蝕、高熱穩定、密度小等特性[1-2]。與碳纖維(1.76~1.80 g/cm3)、芳綸(1.37~1.44 g/cm3)等阻燃纖維相比,酚醛纖維具有輕質的優點,其密度為1.27g/cm3[3]。高溫炭化時逸出極少量的煙霧和毒氣,主要產物為CO2和H2O,因此酚醛纖維屬于環保的阻燃纖維,可用作飛行員、地勤工作人員、船員的消防服裝以及航空工業絕緣材料、醫院、旅館中的家具裝飾物[4]。
國外已經成功利用酚醛纖維制成防護服裝的外層面料,采用純紡或者與聚酰胺纖維混紡可制成普通阻燃(耐火)工作服、消防服、賽車服和各種防護工作服[5~6]。在國內,目前的研究重點還僅局限于纖維的研究,較少涉及酚醛纖維的紡紗制備,所以現在的酚醛紗線、織物等產品主要依賴進口[3]。
由于酚醛纖維是一種新型纖維,鮮有人針對性地對酚醛纖維紡紗工藝進行研究,本文所進行的試驗是在小樣紡紗系統中進行,不具備普遍性,僅可對以后酚醛纖維批量化紡紗提供數據參考。
1 材料與方法
1.1 材料與儀器
酚醛纖維,由山東萊蕪潤達有限公司提供,其性能指標如表1所示。試驗中使用的梳理機為DSCa-01A型數字式小樣梳棉機,將纖維開松后稱取15 g酚醛纖維進行梳理。梳理時出網速度為4.98 m/min,梳理工序參數見表2所示。試驗中使用的并條機為DSDr-01數字式小樣并條機,預并的工藝參數見表3所示。
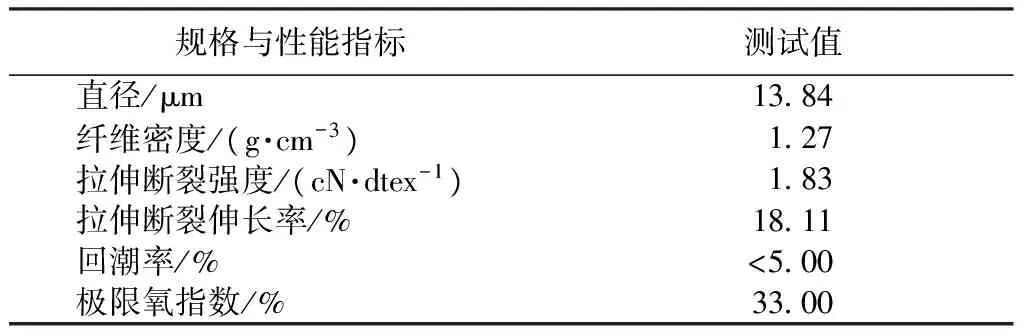
表1 酚醛纖維的性能指標Tab.1 Performance index of phenolic fiber
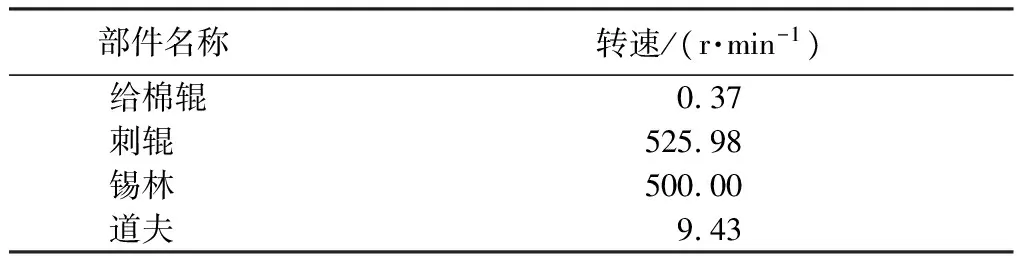
表2 梳理工藝各部件參數Tab.2 Parameters of carding machine of phenolic fibe
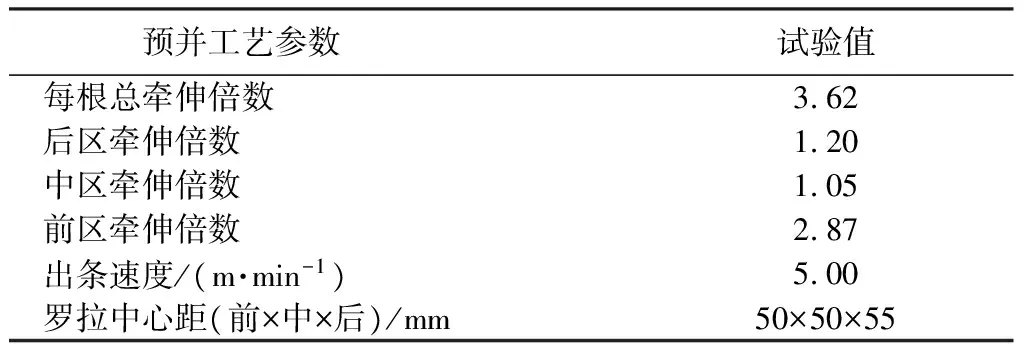
表3 酚醛纖維預并工藝參數Tab.3 Parameters of pre-drawing frame of phenolic fiber
條干不勻率通過Y311型條粗條干均勻度機進行測試,質量不勻率采用條粗質量不勻率測試儀進行。細紗質量通過烏斯特電容式條干均勻度測試儀測試,機器型號為YG191X,成紗線密度為32 tex。
1.2 試驗方法
1.2.1 試驗流程
優化方案設計→酚醛纖維開松→酚醛纖維梳理→酚醛纖維預并→酚醛纖維頭并→生條均勻度測試→選擇優化方案→粗紗工藝→細紗工藝→成紗質量對比→確定最佳優化方案。
1.2.2 試驗條件
試驗是在小樣紡紗系統中進行,不具備普遍適應性,僅可對以后酚醛纖維批量化紡紗提供數據參考,該工藝不適合用于其他纖維。本文試驗中3種方案采用同樣的粗紗工藝與同樣的細紗工藝,以達到控制變量的目的。試驗采用的機器均為天津市嘉誠機電設備有限公司生產。
酚醛纖維在進行開松、梳理、并條、粗紗、細紗過程中,通過溫濕度測試儀測得紡紗室的溫度為30~40 ℃,濕度為40%~45%。進行烏斯特條干測試時,溫度為(20±2)℃,相對濕度為(65±2)%。
1.2.3 試驗設計
并條工序的主要工藝目的:一是用并合的方法改善條子的中長片段不勻;二是用牽伸的方法改善棉條質量,改善纖維的伸直平行度和分離度;三是用重復并合的方法實現纖維最大程度的混合,使棉條達到混合均勻的目的,為成紗質量創造良好的條件[7]。通過多次試驗發現:在酚醛纖維并條工藝流程中,牽伸倍數、羅拉中心距、并條速度3個參數是最大影響因素。
生條均勻度與成紗質量密切相關。生條均勻度又稱不勻率可分為生條質量不勻率和生條條干不勻率2種,前者表示生條長片段間(5 m)的質量差異情況,后者表示生條每米片段的不勻情況,因此本文試驗考察的2個指標分別為條干不勻率和質量不勻率。
選定纖維平均長度Lp為50 mm,預并條的條子定量為15 g/5 m,頭道總牽伸倍數6倍。選取因素A為后牽伸倍數,B為羅拉中心距(前×中×后),C為并條速度,每個因子選取3個水平[8],試驗中所選取的每個水平值均參考了該并條機推薦的范圍值,同時參考了以往的紡紗經驗。頭并工藝試驗方案、試驗結果見表4。 由于生條條干不勻與生條質量不勻都是越低越好,因此當對條干不勻做直觀分析時,分別比較每個因素下各水平試驗值的平均值(K值),并選擇最低的一組,即代表該因素最佳的水平試驗值,最終獲得條干不勻直觀分析優化方案A3B1C1。同理可得質量不勻直觀分析優化方案為A2B3C1。通過2種優化方案對比可知,不管優化方案選擇哪種,因素C均應為C1,而因素A與B卻不能確定,因此還需同時考慮2種指標值,即借助正交試驗矩陣分析模型。
1.3 矩陣分析模型建立
在正交試驗中,由于多指標的存在,需要考慮各因素對各指標的影響程度,以此來解決最優方案的選擇問題。而矩陣法可計算出各因素對指標的影響程度,確定權重大小和因素的主次順序。首先建立一個3層結構模型[9],如表5所示。表中第1層為指標層,羅列試驗中各指標;第2層為因素層,羅列各因素;第3層為水平層,根據各個層次的數據,矩陣的定義如下。
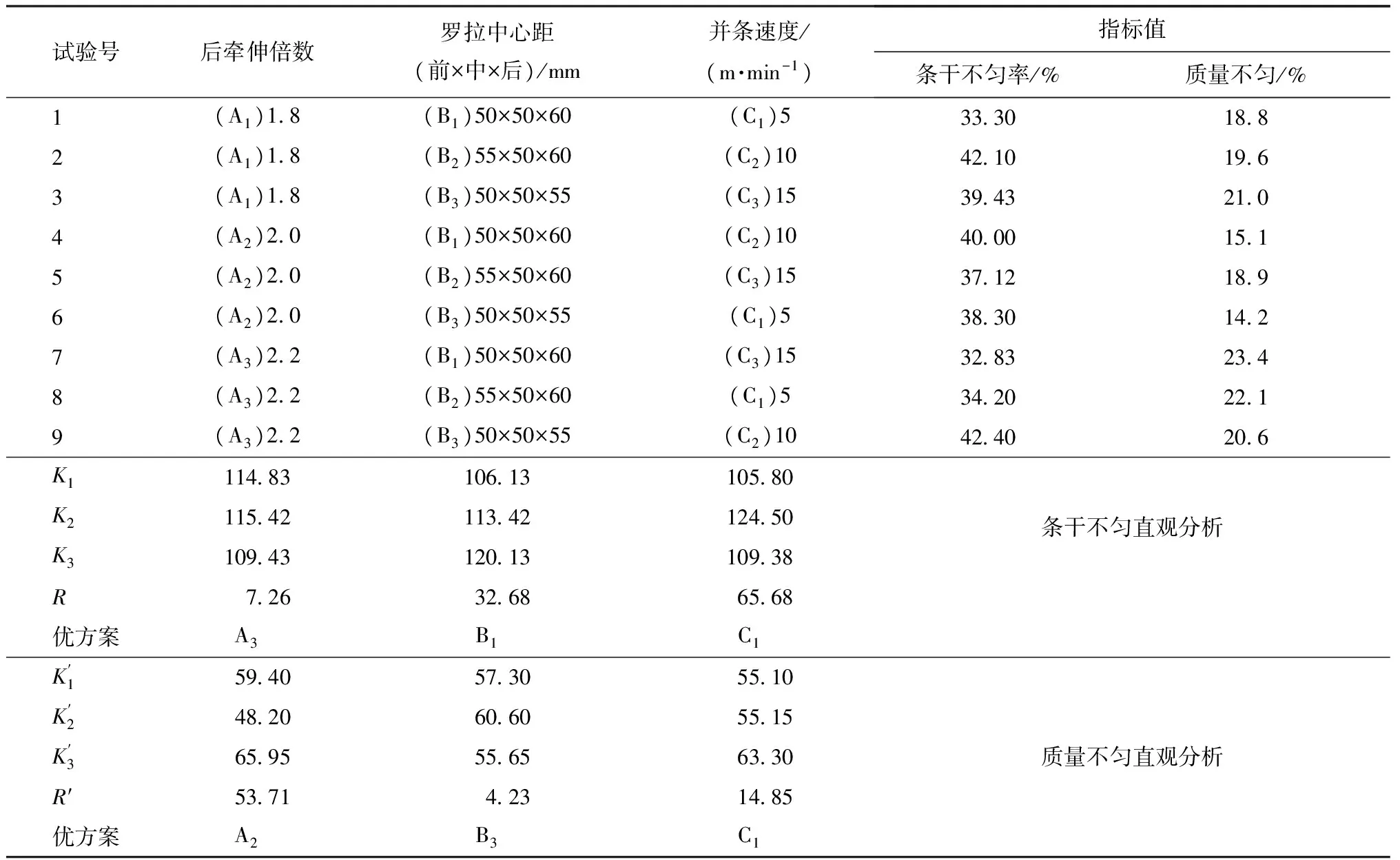
表4 頭道并條工藝試驗方案及結果Tab.4 Process scheme and result of breaker drawing
定義1:若試驗中有n個正交試驗因素,每個試驗因素有m個水平,則因素Ai第j個水平上的試驗指標平均值為kij。當考察指標值表示的含義是越大越好,則令,Kij=kij;當考察的指標值所表示的含義是越小越好,則令Kij=1/kij,建立矩陣式(1)。
(1)

(2)
(3)
定義4:權重矩陣ω=MTS建立式(4)。
(4)
通過計算即可得到每個因素的權重,以此獲得最優方案。
1.4 正交分析計算過程
第1個考察指標為條干不勻,指標值是越小越好,采用矩陣分析法,其權矩陣ω1的計算過程為:
(5)
(6)
(7)
(8)
(9)
第2個考察指標為質量不勻,指標值是越小越好,采用矩陣分析法,其權矩陣ω2的計算過程省略,即得到:
(10)
生條不勻率可分為生條條干不勻率和生條質量不勻率2種。條干不勻又叫短片段不勻,同時質量不勻又叫中、長片段不勻。將表4中9組生條不勻率測試值與質量不勻率測試值進行正交矩陣數據分析發現,生條不勻率與質量不勻率具有線性相關性。故本文視2種指標同等重要,所以總權矩陣為2個指標權矩陣的平均值[10],計算過程見式(11)。
(11)
根據式(11)的計算結果,將每個因素的3個水平所占的權重分別相加可得:因素A即為后牽伸倍數所占的權重為0.403 2;因素B即為羅拉中心距所占的權重為0.183 7;因素C即為并條速度所占的權重為0.412 9。權重對某一指標而言是指該指標在整體評價中的相對重要程度,因此對于生條的均勻度而言,各因素對生條均勻度的相對重要程度大小為并條速度>后牽伸倍數>羅拉中心距,所以各個因素對試驗的指標值影響的主次順序為:并條速度>后牽伸倍數>羅拉中心距;且通過每個因素的不同水平間的相互比較可知,A2、B1、C1的權重最大,正交試驗的最優方案為A2B1C1,即后牽伸倍數為2.0,羅拉中心距(前×中×后)為50 mm×50 mm×60 mm,并條速度為5 m/min。
2 成紗質量對比與分析
為進一步證明通過正交分析矩陣得出的優化方案A2B1C1比單一指標分析得出的優化方案A3B1C1和A2B3C1更好,將3種方案得出的生條進行同樣的紡紗工藝,對比細紗質量。即采用控制變量法觀察每種方案的細紗質量,結果見表6。表中U為不勻率,CVm為 指標準變異系數,DR為在1.5 m的基準長度內,超過紗條測試平均值5%的細紗長度的總和與基準長度的比值。3種優化方案中,不勻率U和變異系數CVm最低的是A2B1C1方案,同時該方案的細節和粗節都較小,因此從成紗質量的各項指標來看,A2B1C1方案最佳。本文從頭道并條的工藝進行分析。

表6 細紗質量Tab.6 Yarn quality
1)牽伸倍數。試驗中對于該型號并條機,頭并最佳方案是A2B1C1方案,方案中牽伸倍數較好的是2.0。這是因為喂入頭并的生條以前彎鉤纖維居多,頭并后區牽伸以偏大掌握為宜,同時從試驗中發現牽伸倍數由1.8增加到2.0時,牽伸效果增加,生條不勻率隨之降低。A2B1C1方案比A3B1C1方案中的不勻率降低了11.1%,因此經過本文試驗的驗證發現頭并后區牽伸不能過大,特別是當牽伸倍數為2.2時,生條不勻率改善得不明顯,同時會影響成紗的質量。
2)羅拉中心距。對于該型號并條機,在3組羅拉中心距配置中較好的是50 mm×50 mm×60 mm。由于纖維長度及整齊度是決定羅拉握持距的主要因素,纖維長度長、整齊度好可偏大控制,試驗中的酚醛纖維是經過整齊切斷的化學纖維,因此羅拉隔距都較大。同時經過試驗驗證發現后區牽伸倍數為2.0時,最佳的羅拉后區中心距應該為60 mm。
3)并條速度。酚醛纖維的并條過程中,并條速度為5 m/min時生條不勻率較好。并條速度提高,會提高生產效率,但條干不勻率會增加,這是因為酚醛纖維屬于化學纖維,易產生靜電,速度高時易繞羅拉、膠輥,因此并條速度較低會有利于降低條干不勻率。
因此從牽伸倍數、羅拉中心距和并條速度綜合考慮A2B1C1方案較優。
3 結 論
酚醛纖維小樣試紡先于批量化生產,對批量化生產具有指導作用。在酚醛纖維頭道并條優化方案設計、選擇與對比及最終方案確定的整個過程中可得到以下結論。
1)根據條干不勻直觀分析得到的優方案為后牽伸倍數為2.2,羅拉中心距(前×中×后)為50 mm×50 mm×60 mm,并條速度為5 m/min;根據質量不勻直觀分析得到的優方案為后牽伸倍數為2.0,羅拉中心距(前×中×后)為50 mm×50 mm×55 mm,并條速度為5 m/min;根據矩陣模型分析法得到的優方案為后牽伸倍數為2.0,羅拉中心距(前×中×后)為50 mm×50 mm×60 mm,并條速度為5 m/min,且3種優化方案中A2B1C1最佳。
2)綜合考慮生條條干不勻率和生條質量不勻率,得到各個因素對正交試驗的指標值影響的主次順序為并條速度>后牽伸倍數>羅拉中心距。
3)從成紗質量各項指標可得出,A2B1C1方案是3種優化方案中最優的方案,說明由矩陣分析法計算得到的優化方案確實具有較好的優化效果,因此在以后的多指標優化方案中可選擇矩陣分析法,同時需要綜合考慮每個指標所占整體評價的權重,由此得到的優化方案更完善。
4)牽伸倍數、羅拉中心距與并條速度三者對生條不勻率有很大的影響,改變其中每個參數都會影響生條不勻率,因此在做工藝設計時都需要重點考慮這3個因素。
5)本文涉及的工藝設計僅適合用于酚醛纖維并條優化,同時采用的是小樣紡紗系統,因此不具有代表性,但該工藝設計思路與優化方案對以后酚醛纖維批量化紡紗可提供數據參考與理論指導。
FZXB
[1] ECONOMY J,LIN Ruey Yuan.Carbonisation and hot stretching of a phenolic fiber[J]. Journal of Materials Science, 1971,6(9):1151-1156.
[2] TOMOMI Okuhashi, YASUAKI Watanable, JUNJI Shimizu Junji, et al. Novel flame-resistant fiber and method of producing the same: US, 3808289, [P]. 974-04-30.
[3] 柳春燕,呂華,呂虎,等.酚醛纖維的研究進展及應用[J].廣州化工,2011,39(2):40-42. LIU Chunyan,Lü Hua,Lü Hu,et al.Research progress and application of phenolic fiber[J].Guangzhou Chemical Industry,2011,39(2): 40-42.
[4] YING Yonggang,PAN Yanping,REN Rui.Effect of the molecular structure of phenolic novolac precursor resins on the properties of phenolic fiber[J].Materials Chemistry and Physics, 2013,143(1):455-460.
[5] 郭金海,齊魯.酚醛纖維的研究進展及應用[J].合成纖維工業,2009,32(5):36-39. GUO Jinhai,QI Lu.Research progress and application of phen olic fiber[J],China Synthetic Fiber Industry, 2009,32(5):36-39.
[6] 赫爾.高性能纖維[M].北京: 中國紡織出版社.2004:374. HEARLE JWS.High-Performance Fibers[M].Beijing: China Textile & Apparel Press, 2004:374.
[7] 呂恒正.并條牽伸工業研究[J].棉紡織技術,1996,24(11):16-20. Lü Hengzheng.The industrial research of process draft in drawing[J].Cotton Textile Technology,1996,24(11):16-20.
[8] 房云玲.并條羅拉隔距對棉條質量的影響[J].山東紡織科技,1998(5):31-32. FANG Yunling. The influence of roller gauge of drawing on the sliver quality[J].Shandong Textile Science & Technology,1998(5):31-32.
[9] 魏效玲,薛冰軍,趙強.基于正交試驗設計的多指標優化方案研究[J].河北工程大學學報(自然科學版),2010,27(3):95-99. WEI Xiaoling, XUE Bingjun,ZHAO Qiang.Optimization design of the stability for the plunger assembly of oil pumps based on multi-target orthogonal test design[J].Journal of Hebei University of Engineering (Natural Science Edition),2010,27(3):95-99.
[10] 周玉珠.正交試驗設計的矩陣分析方法[J].數學的實踐與認識,2009,39(2):202-207. ZHOU Yuzhu.Matrix analysis method of the orthogonal experiment design[J]. Mathematics in Practice and Theory,2009,39(2):202-207.
Influence of process optimization of breaker drawing on yarnquality of phenolic fiber
CAI Weiqi, MA Chongqi, KAN Yongjia, YANG Jinlian, LI Junli
(SchoolofTextile,TianjinPolytechnicUniversity,Tianjin300387,China)
To investigate the influence of process optimization of breaker drawing and prioritization scheme on the yarn quality of phenolic fiber, the drawing process was optimized on the basis of the phenolic fiber carded smoothly. By selecting draft multiple factor of the back zone, roller center distance (pro-zone×middle zone×back zone), and the drawing speed as the research objects, with each factor selected by three levels, the index values were unevenness of textile strands and weight unevenness of Y311 type, and by using orthogonal analysis, the influence of different indexes and optimization schemes on yarn quality was studied. Unevenness of textile strands, weight unevenness, and prioritization scheme had been calculated according to multiple factors matrix. The quality of yarns spun by the same spinning process adopting these schemes is tested by USTER tester. The results show that the optimized scheme by using multi factor matrix optimization in the first drawing of phenolic fibers.
phenolic fiber; breaker drawing process; multiple factors matrix optimization; weight unevenness
2015-08-11
2016-06-13
蔡薇琦(1991—),女,碩士生。主要研究方向為紡紗工藝與織物性能。馬崇啟,通信作者,E-mail: tjmcq@ tjpu.edu.cn。
10.13475/j.fzxb.20150801806
TS 156
A
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26