60 kg/m重軌斷面尺寸的穩定性分析
2016-05-26 10:03:24余選才段文董茂松
鐵路技術創新 2016年2期
■ 余選才 段文 董茂松
?
60 kg/m重軌斷面尺寸的穩定性分析
■ 余選才段文董茂松
摘 要:論述重軌軋制工藝,從軋制溫度、萬能軋機裝配精度、萬能軋機標定和壓下量規程調整方面分析影響斷面尺寸穩定的原因,從制定嚴格溫度控制標準,做好軋輥裝配檢查、保證備輥質量,總結標定方法、提高標定精度,合理分配壓下量、保證微堆鋼軋制等方面提出提高斷面尺寸穩定性的措施。
關鍵詞:60 kg/m;重軌;斷面尺寸;穩定性;分析;軋制溫度
近幾年,60 kg/m重軌在高速鐵路和客運專線上應用越來越多。因此,安全性是鋼軌在使用過程中的首要問題。鋼軌鋪設需將兩條鋼軌的接頭采用焊接工藝將其連接。鋼軌斷面尺寸的波動影響其焊接性能,也會在一定程度上影響運用過程中的平穩性。
百米鋼軌的斷面尺寸超標將造成批量改切為25 m定尺鋼軌或判廢,產生質量事故,大幅降低重軌的百米挑出率和綜合成材率,增加了生產成本。因此,提高鋼軌斷面尺寸的穩定性極為重要。
1 重軌軋制工藝
重軌軋制工藝流程見圖1。
武漢鋼鐵(集團)公司武鋼股份條材總廠大型分廠軋制線采用開坯機(BD1)→開坯機(BD2)→萬能粗軋機(UR)→可橫向移動的軋邊機(ED,包括ER和EF兩個不同孔型)→萬能精軋機(UF)的工藝布置模式(見圖2)。
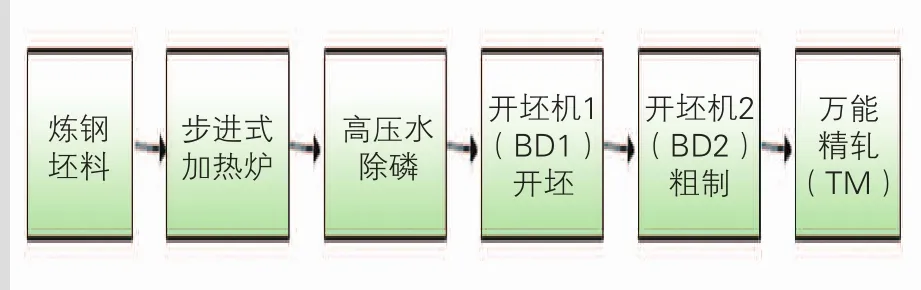
圖1 重軌軋制工藝流程
在實際生產中,存在軋制溫度、孔型系統、輥縫標定、壓下規程、連軋張力等各種因素,影響重軌尺寸的穩定性,任何一個因素失控將導致斷面尺寸的波動。
2 影響斷面尺寸穩定的原因分析
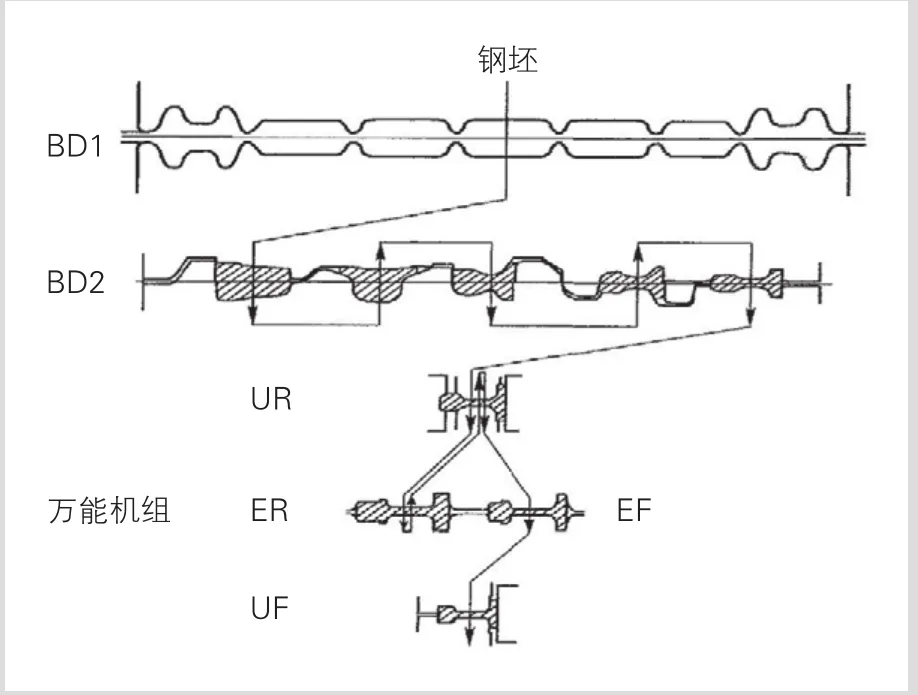
圖2 重軌軋制線工藝布置模式
BD1和BD2均為開坯軋制,萬能軋機為精軋,精確控制重軌的斷面尺寸主要依靠萬能軋機完成。因此,主要分析萬能軋機對尺寸的影響。重軌半萬能成品孔型及關鍵斷面尺寸示意見圖3。由于重軌終軋是半萬能軋制,沿軌高、腰厚和頭寬方向是限制寬展,而底部沿厚度方向受UF水平輥和立輥的限制,沿底寬方向沒有限制,是自由寬展。相比之下,軋制過程中底寬波動較明顯,斷面尺寸控制過程中最難控制且最容易失控。因此,重軌斷面尺寸的波動主要表現形式是底寬的波動。
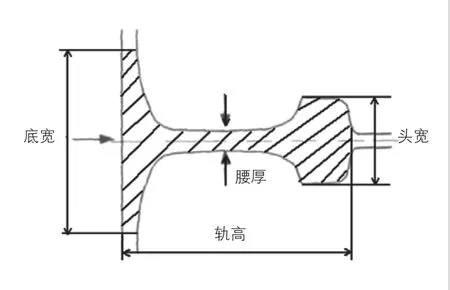
圖3 重軌半萬能成品孔型及關鍵斷面尺寸示意圖
影響重軌斷面尺寸穩定性的主要因素有軋制溫度、萬能輥系裝配精度、萬能軋機標定、萬能軋機張力控制和壓下量分配(見圖4)。
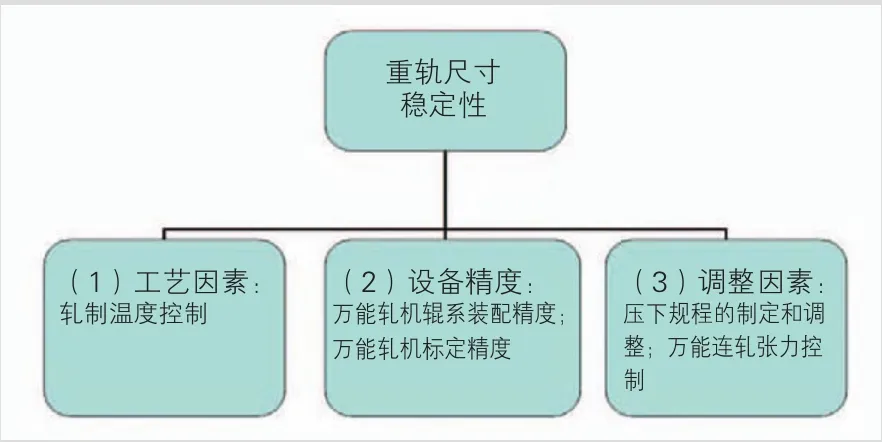
圖4 重軌斷面尺寸的影響因素
2.1軋制溫度
在實際生產中,軋制溫度主要通過控制爐溫和在爐時間保證。對于特定的鋼質,軋制最佳溫度處于一定的范圍,碳鋼最佳熱變形溫度為950~1 250 ℃[1]。各道工序來料的溫度變化,可通過軋機負荷和在爐時間判斷,斷面尺寸波動也可通過微調控制。一般情況下,生產中溫度波動較小時,斷面尺寸波動小,易受控。當軋制溫度較低時,鋼的塑形變差、變形抗力增加,沿縱向和橫向的流動也會相應發生變化,斷面尺寸會有明顯波動。因此,軋制溫度是斷面尺寸波動的要因。變形溫度對碳鋼的塑性影響示意見圖5。
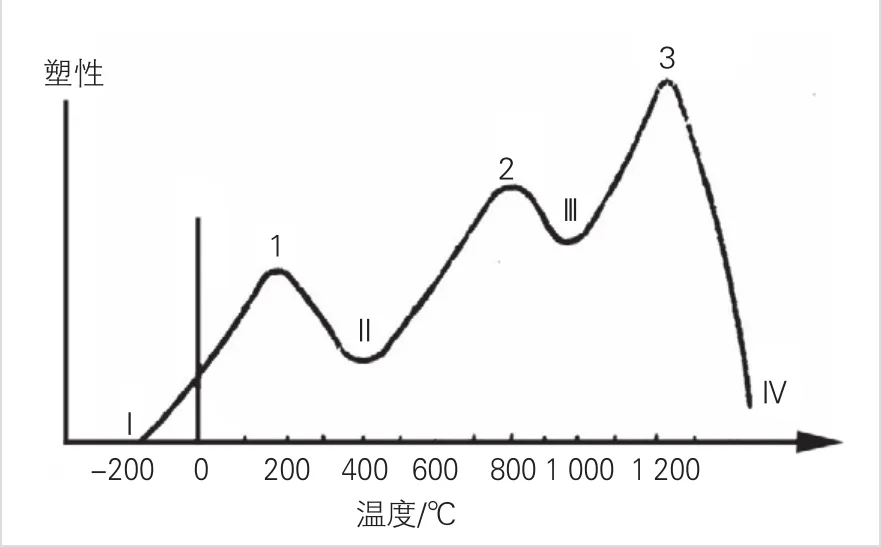
圖5 變形溫度對碳鋼的塑性的影響示意圖
2.2萬能軋機裝配精度
萬能軋機裝配精度在一定程度上影響軋機的標定和調整。例如,軋輥與兩側軸承的間隙、軋輥卡緊頭的松動對軋輥的軸向調整均有明顯影響。軸向定位不準和卡緊頭異常松動將造成軸向力波動、底部厚度和寬度波動較大,引起尺寸超差。因此,萬能軋機軋輥和軸承裝配精度也是關鍵因素。
2.3萬能軋機標定
軋機標定是模擬軋制狀態并確定零輥縫的過程。只有快速準確找到輥縫零位,軋機調整才有參考性和方向性。萬能軋機組包括UR、ED、UF 3架軋機,并最終確定成品尺寸,因此對輥縫標定精度要求較高。標定過程既要保證模擬軋制狀態,又要保證輥縫在準確位置清零。從實際調整過程來看,萬能軋機標定對斷面尺寸穩定性的影響較大,也是主要因素。
2.4壓下量規程調整
來料大小對重軌成品尺寸也有一定影響,BD1、BD2是二輥軋制,來料尺寸大小很容易通過調整輥縫控制。在保證軋制溫度和鋼坯來料尺寸的前提下,BD2軋制過程中的尺寸微小波動,對萬能軋機負荷有一定影響,但經過萬能軋機的軋制后,對斷面尺寸的影響較小。BD2軋制過程不是斷面尺寸波動的主要原因。
合理分配壓下量是軋鋼調整的基本要求。3架萬能軋機的水平輥和立輥輥縫、軸向位置、軋制線、上輥傾斜度等參數控制著重軌的斷面尺寸及對稱性。董永剛等[2]對重軌軌底寬展早有研究,通過對理論計算和實測值的比較可知:當軌底壓下率保持不變而軌腰壓下率變大時,軌腰延伸系數變大。為了實現變形協調,軌底部分必須有額外的金屬向縱向流動,以增加軌底的延伸。因此,軌底的寬展明顯變小。萬能軋機壓下量的分配是調整的核心環節,是主要因素。
萬能軋機是連軋機組,張力控制對通長尺寸(即沿長度方向不同位置的尺寸)的穩定性有較大影響。一般情況下,嚴重堆軋和拉軋會造成通長尺寸異常波動。生產中經常會出現堆拉關系失控造成尺寸超標或頭尾尺寸相差較大的情況。因此,萬能軋機連軋張力控制是主要因素。
3 提高斷面尺寸穩定性的措施
(1)制定嚴格的溫度控制標準。BD1開軋溫度和萬能軋制終軋溫度設定在一定范圍,生產過程中嚴格按相應標準執行,溫度不達標應及時停軋待熱,保證軋制溫度。
(2)做好軋輥裝配質量檢查,保證備輥質量。萬能軋機軋輥和軸承裝配主要是控制裝配間隙,雖然問題較少出現,但一出現就造成調整困難,成品尺寸超差判廢。因此,要保證萬能軋機裝配合乎標準,為軋機標定創造條件;在負荷狀態下監控軋機的異常變化,減少異常因素的影響。
(3)總結標定方法,提高標定精度。在實際生產中,不斷摸索標定方法,多次標定不斷修正,準確找到輥縫零位,精準標定對斷面尺寸控制效果明顯。
(4)合理分配壓下量,保證微堆鋼軋制。一般情況下,微堆鋼軋制有利于尺寸的穩定控制。因此,在生產中多采用微堆鋼軋制,可將扭矩的波動控制在一定范圍。合理分配壓下量是斷面尺寸控制最關鍵因素,軋輥輥徑和軋制溫度、輥縫標定等影響可以靈活控制,沒有定量標準衡量,多數情況下采用經驗值。在生產中應把握以下幾個原則:一是鋼在軋機間軋制時的走勢必須受控;二是盡可能保證軋機軋制負荷均衡,使鋼沿縱向均勻延伸,從粗軋到精軋壓下量應逐漸減小;三是參考水平輥和立輥的相對壓下率,控制金屬量的流動,保證金屬橫向流動最小。

4 結論
(1)實際生產中,軋制溫度、輥系裝配、萬能軋機標定、壓下量分配等因素影響重軌斷面尺寸穩定性的控制。
(2)合理的軋制溫度控制是尺寸控制的基本條件,萬能軋機精準標定是尺寸穩定控制的前提,優化軋機標定可以簡化調整。
(3)壓下量的分配和連軋張力調整是控制環節的核心,合理分配壓下量是尺寸穩定性的關鍵。
5 參考文獻
[1] 王占學.塑形加工金屬學[M]. 北京:冶金工業出版社,2003.
[2] 董永剛,張文志,宋劍鋒. 鋼軌萬能軋制過程軌底寬展的理論及實驗研究[J]. 中南大學學報(自然科學版),2011(9):2 676-2 679.
余選才:武漢鋼鐵(集團)公司武鋼股份條材總廠大型分廠,工程師 ,湖北 武漢,430083
段 文:武漢鋼鐵(集團)公司武鋼股份條材總廠大型分廠,工程師,湖北 武漢,430083
董茂松:武漢鋼鐵(集團)公司武鋼股份條材總廠大型分廠,高級工程師,湖北 武漢,430083
責任編輯 盧敏
中圖分類號:TG26
文獻標識碼:A
文章編號:1672-061X(2016)02-0044-03
