甲醇合成系統氫回收裝置的系統應用及改進
2016-05-30 09:44:20樊玉海
同煤科技 2016年2期
樊玉海
?
甲醇合成系統氫回收裝置的系統應用及改進
樊玉海
摘要同煤廣發60萬噸/年甲醇項目中由于采用了合成氣循環利用技術,因此造成了惰性氣體在系統中的大量累積,不僅影響反應速率,降低催化合成效率,同時也增大合成壓縮機能耗高的問題。通過分析計算,采用增加一組膜分離法改進氫回收裝置,降低了能耗,提高了粗甲醇含量。
關鍵字甲醇合成;氫回收;膜分離技術
0 引言
同煤廣發化學工業有限公司以煤為原料,采用殼牌氣化爐生產粗煤氣,粗煤氣經過變換裝置、低溫甲醇洗裝置生產出指標合格的合成氣,進入托普索合成裝置進行甲醇合成。生產過程中能耗、合成效率、產量以及粗甲醇含量直接關系到企業的經濟效益。
由于合成裝置的單程轉化率較低,為了有效利用合成氣,所以采用了合成氣循環利用技術,故而造成合成氣中的惰性成分在系統中不斷累積,這樣不僅會影響反應速率,也會造成能耗大,浪費大的后果。如果直接采取放空的方式除去系統中的惰性氣體,那么不可避免將會造成有效成分的浪費,所以采用了氫回收技術。氫回收裝置就是為了將惰性氣體分離并將有效成分H2進行回收。此法不僅降低了能耗,同時也提高了甲醇產量,增加了經濟效益。
本文通過對氣體組分的分析,提出在現有的生產條件下改進氫回收裝置,通過理論計算、分析,進氣壓力、溫度完全符合氫氣回收裝置的設計要求,回收氫氣(快氣)壓力、溫度及含量滿足工藝要求,并入合成新鮮氣,提高了甲醇合成效率[1]。
1 氫回收裝置改造背景
1.1氫回收裝置的主要設備、工作原理
氫回收裝置的主要設備為膜組件,公司所用膜組件為美國孟山都公司所產的prism膜分離器,設計壓力10 MPa,操作壓力7 MPa~8 MPa。從循環氣中分離一部分進入氫氣分離裝置分離器除去水份,再進入預熱器加熱到75℃,以保證進入膜組中的剩余水份高于露點,最后氣體進入膜分離器進行分離[2]。
1.2氫回收裝置目前存在的問題
通過研究國內大型甲醇廠合成運行狀狀況分析,合成甲醇過程中,普遍存在著類似的問題,即:回收氫氣率基本在80%,合成氫碳比低于2.05。因此,在這種工藝狀況下,造成大量有效氣體氫氣的放空浪費及合成效率低的結果[3]。目前本單位運行中,最大的問題是分離效率降低,大量有效氣體氫氣排空。氣體預熱器加熱速度慢且不保證進氣溫度高于露點,這將造成膜組的分離效率,而且對中空纖維膜造成損壞。
由圖1可知隨著氫碳比的增大,甲醇產量隨之增大。根據改進前的工藝數擾分析,公司合成氣氫碳比一直低于2.05,最低值達到1.85,同時CO2含量偏低,在這種工況下,合成反應的效率較低。只有增大氫氣組分的含量,才能使氫碳比高于2.05。
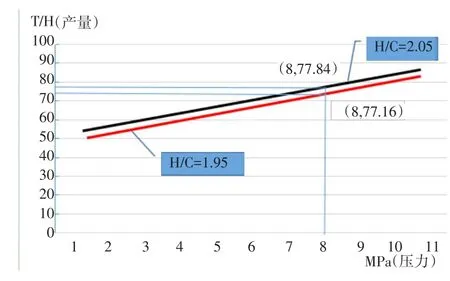
圖1不同H/C比下甲醇產量隨壓力的變化趨勢圖
2 優化方法
目前回收氫氣的方法主要有深冷法、PSA法、膜分離法三種。深冷法即傳統的低溫分離,這種方法是利用進料各給分的沸點溫度差達到分離效果,它的特點是投資大,運行費用高,適合大規模生產。PSA法即變壓吸咐法就是在較高壓下吸附,在較低壓力下解吸,它可以生產高純度的氫氣。膜分離法是一種高新技術,具有投資小、占地少、能耗低、操作簡單方便等特點。綜合考慮本公司回收的氫氣純度要求不高,馳放氣壓力8 MPa,完全符合膜分離法要求,以及投資、操作等因素,仍采用膜分離法再次分離并回收廢氣中的氫氣。考慮到盡量利用原有膜組設備,降低改造成本。在不改變原有膜組的情況下,增加一組膜分離器,同時增加一臺換熱器(為防止中空纖維膜進液,提高進氣溫度至90℃),將第一組膜分離器的非滲透氣進行再次分離處理,將回收的高純度氫氣并入原滲透氣管線,送回循環氣壓縮機入口,從而可以提高氫氣的回收率。增加的氫氣含量有助于調整氫碳比到2.05,同時可以降低合成系統壓力,減少能耗,提高產量。基于這種思路,通過分析研究膜分離技術的裝置的工藝條件的適用性裝置成本,選用大連化學物量研究所研制天邦公司生產的中空纖維膜來優化我公司氫氣回收工藝。對比各種氣體分離技術,中空纖維膜分離技術成熟,結構簡單,工藝可靠,操作壓力0.5 Mpa-14 Mpa,完全適用于我公司工藝條件,而且投次成本低,多生產的甲醇一年就可收回投入。
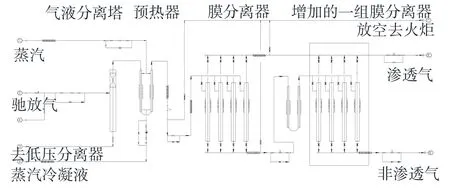
圖2氫回收改造工藝流程圖

圖3氫回收膜分離器現場圖
3.1改造前后工藝條件變化
中圖分類號TQ223.12+1
文獻標識碼B
文章編號1000-4866(2016)02-0029-03
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
商周刊(2017年9期)2017-08-22 02:57:49
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
石油化工應用(2014年8期)2014-03-11 17:40:03