淺談數控車床綜合故障診斷與維修
2016-05-30 20:11:11王小媚
科技風
2016年7期
關鍵詞:數控車床
王小媚

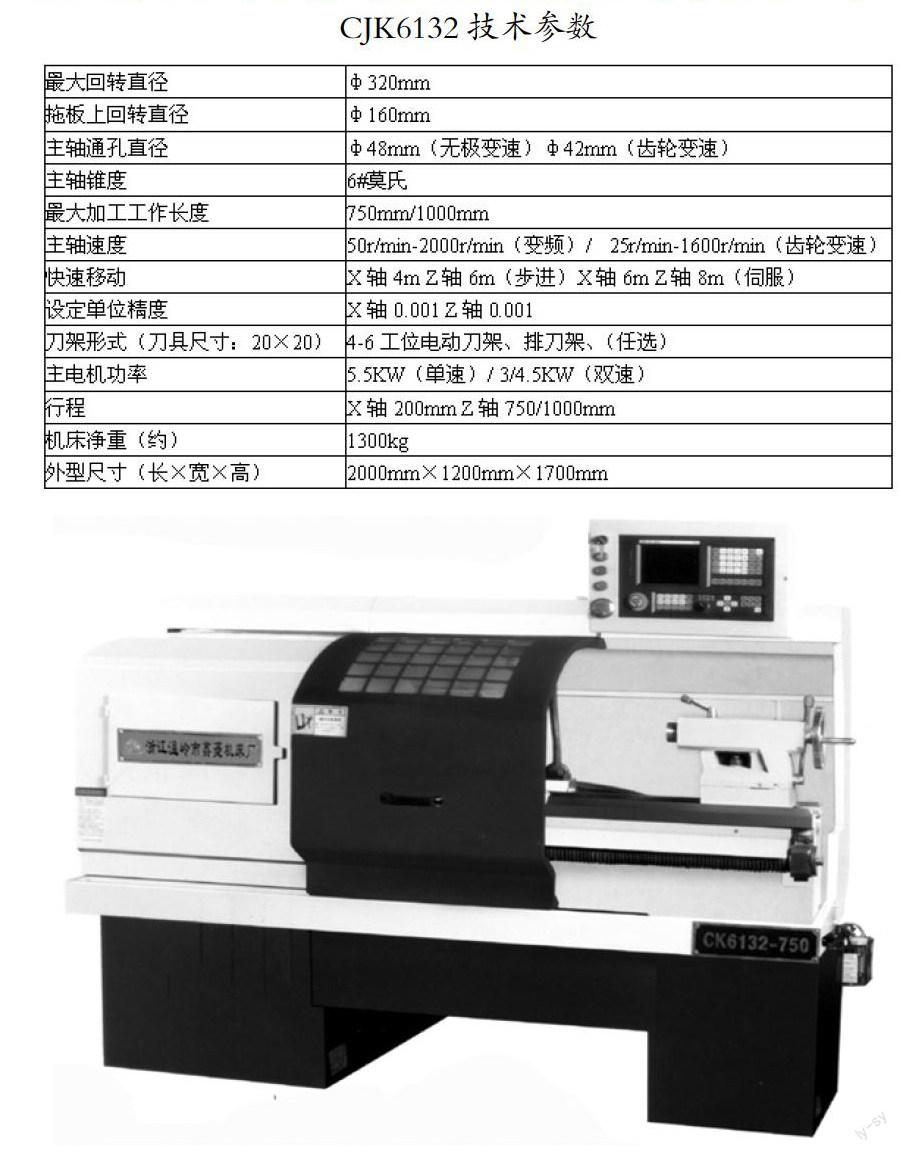
摘 要:數控車床在加工零件的過程中,很多時候加工出來的零件并不滿足圖紙的要求,看似正常的過程卻不知問題出在哪里。例如CJK6132數控車床在加工時尺寸不穩定,X向與實際尺寸相差0.02mm或0.015mm不等。本文就針對這一常見現象,以CJK6132數控車床為案例,對產生這種現象的故障原因進行分析診斷與排除,并寫出維修流程。
關鍵詞:數控車床;加工精度誤差大;故障原因分析與排除;維修流程
CJK6132是一種簡易式的數控車床,經過改造后基本能滿足教學的需求,但學生在操作過程中經常會碰到加工精度不符合要求的情況,讓他們百思不得其解。數控車床加工出來的零件不合格,是數控車床綜合故障的最終表現,很多時候這種故障是帶有隱秘性與漸發性,其產生的原因具有復雜性與多樣性,給排除故障帶來不少的困難,因此在排除過程中必須要熟讀說明書與操作指南,對數控車床的性能特點與結構布局等有全面的了解。
CJK6132技術參數
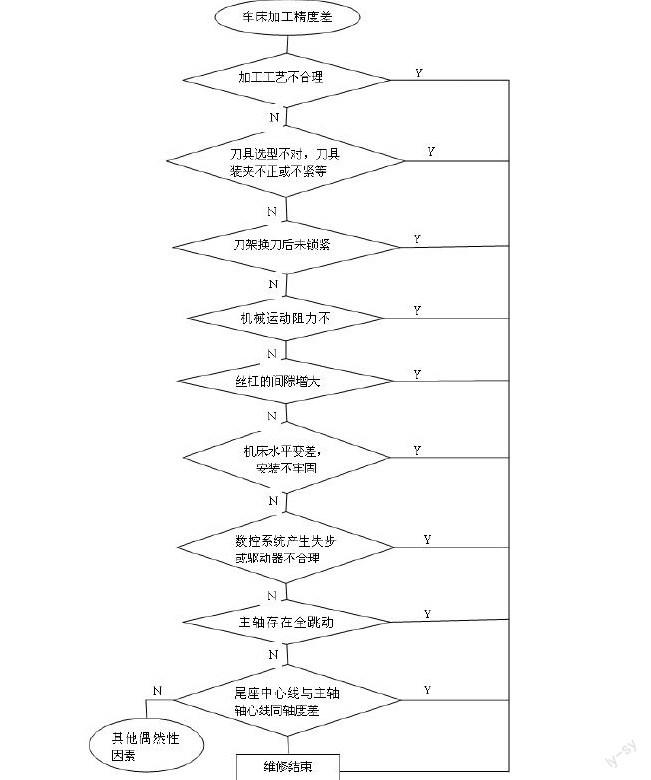
一、可能產生的故障原因
通過對上述故障現象的初步分析,可以判斷出上述故障可能是由以下原因造成的:
1)刀架換刀后未鎖緊。
2)機械運動阻力不均衡,快速運行或大切削量切削時,步進電動機失步。
3)加工工藝不合理。
4)機床水平變差,安裝不牢固。
5)數控系統產生失步或所選配的驅動器功率不夠,扭矩小。
6)加工工件使用的刀具選型不對,刀具易磨損,刀具裝夾不正或不緊等。
7)機床在長期使用中磨損,絲杠的間隙增大,機床的絲杠反向間隙過大使加工過程的尺寸漂浮不定,故工件的尺寸誤差總在此間隙范圍內變化。……
登錄APP查看全文
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42
