熱軋翹皮缺陷連鑄工序影響因素及控制措施
2016-05-30 23:23:44付小龍
華夏地理中文版
2016年7期
付小龍
【摘 要】一直以來,熱軋翹皮問題是熱軋鋼質非計劃的主要類型,嚴重影響產品的合格率,這類型的質量問題在客戶反饋過來的質量異議也是比較多,尤其是在鋼材市場持續低迷的大環境下,解決熱軋翹皮非計劃已是當下面臨的重要難題。文章就熱軋卷板中出現翹皮缺陷進行了取樣研究和分析,并提出了相應的工藝控制措施,非常有效的降低了熱軋翹皮缺陷的發生率。
【關鍵詞】熱軋;翹皮缺陷;連鑄工序;影響因素;控制措施
一、產生翹皮的主要因素
(一)鋼種結構
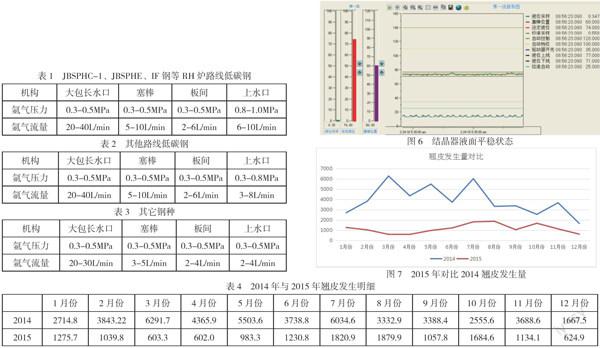
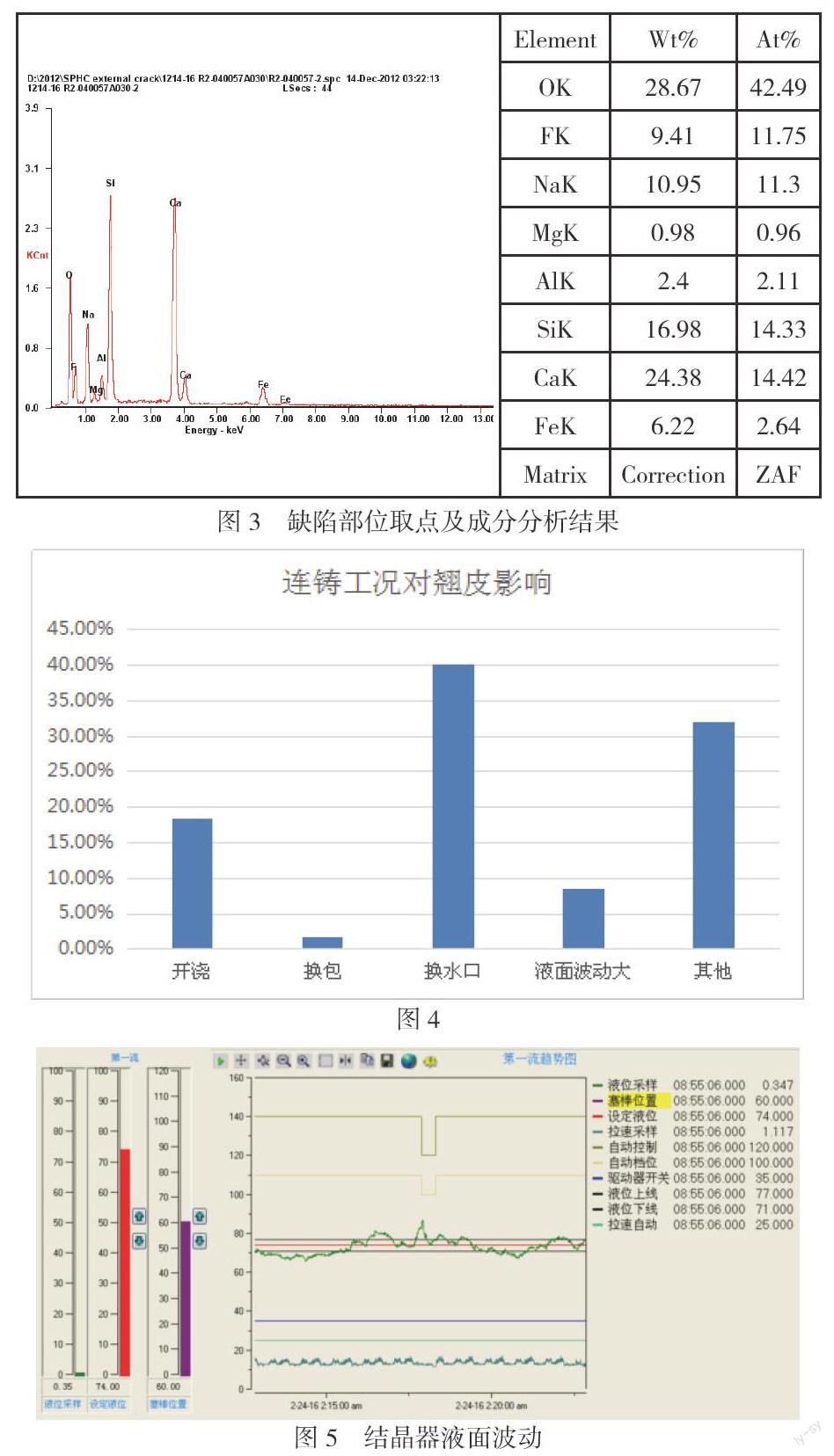
從發生翹皮的鋼種來看主要集中在含Al較高的鋼種上(例如JBSPHC、JBSPHC-1、IF鋼、電工鋼、SAE1006等),從連鑄工藝角度上來考慮,發生軋后翹皮的主要原因是由于鋼水中的Als被氧化形成Al2O3等以夾雜物形式存在于鑄坯中,經過軋制后就在板面形成帶狀物(如圖1)。鋼水中Als被氧化的因素有:a、大包中高氧性渣下到中間包內,鋼水在透過中間包這層氧化渣的過程中被氧化,尤其是其中Als成分大量被氧化,這個影響是非常大的。b、大包鋼水是經過保護套管進入中間包內,但是套管和大包下水口的銜接處是比較容易吸空氣的,為了在這個環節不讓鋼水接觸空氣,我們在套管和大包下水口的銜接處充以Ar氣作為保護氣體保證隔絕空氣,如果Ar的管路存在漏氣的情況,就達不到保護澆注的效果。c、在中間包澆注過程中,中間包的上水口和浸入式水口的銜接處也是一個比較容易吸進空氣的環節,這里也同樣用Ar進行保護,這也需要Ar的管路的密封性要好。……
登錄APP查看全文
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:43:36
建材發展導向(2021年22期)2022-01-18 06:11:52
建材發展導向(2021年19期)2021-12-06 03:20:32
大眾投資指南(2021年35期)2021-02-16 01:06:06
建材發展導向(2019年5期)2019-09-09 09:22:26
中國科技博覽(2016年18期)2016-10-19 06:39:44
中國市場(2016年36期)2016-10-19 03:54:01
中國市場(2016年35期)2016-10-19 02:30:10
商(2016年27期)2016-10-17 07:09:07
商(2016年27期)2016-10-17 04:40:12
