電熔剛玉制造型殼面層的應用研究
2016-05-30 14:43:09姚忠周旭
科教導刊 2016年30期
姚忠 周旭


摘 要 熔模鑄造的型殼是用耐火材料、粘接劑、溶劑等經過浸涂料、撒砂、干燥、硬化、脫蠟、焙燒等工序制造而成。型殼的制作是熔模鑄造的關鍵工序之一。為了降低精密鑄造的成本,采用電熔剛玉替代鋯英制造熔模鑄造型殼面層,精鑄出來的鑄件表面粗糙度能滿足鑄件的要求;產品質量可靠,能滿足生產要求。
關鍵詞 熔模鑄造 電熔剛玉 型殼面層
中圖分類號:TQ163 文獻標識碼:A DOI:10.16400/j.cnki.kjdkx.2016.10.025
Application Research on the Modeling of the Surface Layer of Fused Corundum
YAO Zhong, ZHOU Xu
(School of Mechanical Engineering, Hubei University of Automotive Engineering, Shiyan, Hubei 442002)
Abstract Shell mold casting with refractory material, adhesive and solvent by dipping coating, sanding, drying, hardening, dewaxing and roasting processes made. The making of mould shell is one of the key processes in investment casting. In order to reduce the cost of precision casting, using fused corundum instead of zircon manufacturing investment casting shell mold, casting surface roughness of casting out can meet the requirement of the casting; the product quality is reliable, can meet the production requirements.
Keywords investment casting; fused corundum; shell surface layer
0 引言
鑄造涂料是用來改善鑄型表面的耐火溫度、化學穩定性、抗金屬沖刷性、抗粘砂性等性能的一種覆蓋物,鑄造涂料與鑄件表面質量密切相關。①型殼的制作是熔模鑄造的關鍵工序之一。②型殼中耐火材料約為其重量的90%,型殼材料的成本為精密鑄造生產成本的近30%,其中耐火材料的成本為型殼材料成本的80%。所以,在熔模鑄件生產時,耐火材料不但極大地影響型殼性能,而且選擇合適的耐火材料將影響熔模鑄造的成本。型殼耐火材料的合理選用對鑄件的成本、質量和生產效率有很大的影響。③
鋯英材料廣泛應用為精鑄行業的防粘砂涂料中的填料。多年來鋯英材料依賴進口,近年來鋯英材料的需求量不斷增大,從而導致了鋯英材料價格的不斷上升。價格的上漲對精鑄行業的生產成本影響很大。④電熔剛玉的主要成分是-Al2O3,耐火溫度雖然低于鋯英粉,但電熔剛玉具有較好的化學穩定性,高溫條件下不會發生相變,不會與氧化物發生化學反應,而且在電熔剛玉中加入少量的附加物,能改善其固相燒結能力,涂層的致密性得到提高。有較好的抗粘砂性能,還具有資源廣泛、價格低廉的特點。⑤⑥為了解決精鑄行業鋯英材料短缺成本上升等問題,采用電熔剛玉制造熔模鑄造的型殼面層。
1 精密熔模鑄造簡介
鑄造業是機械制造業的基礎,是國家生產力的代表;失蠟法鑄造又稱精密熔模鑄造,隨著社會生產為發展,零部件結構朝著整體化、精密化、復雜化、輕量化的方向發展,我國精密鑄件的要求越來越高;由于精密熔模鑄造生產出的鑄件尺寸精度、表面質量與其它鑄造方法相比要好,而且適用的合金類型、種類很廣,精密熔模鑄造的應用越來越廣。
熔模鑄造的基本工藝就是:先將蠟等易熔材料制成模型;按照一定的比例,將耐火材料和粘結劑等在容器中均勻混合,經過攪拌、去沫等工序后,將耐火材料和相應的粘結劑配制成為適宜粘度的料漿,將表面清洗干凈、尺寸精確的蠟模放在料漿里浸蘸,然后取出撒砂、干燥;這樣重復幾次,且每一次撒砂的粒度及料漿的粘度都要變動;最外一層只掛漿,不準撒砂;在蠟模表面涂上多層耐火材料多層,這些耐火材料在蠟模表面干燥,待其徹底硬化充分干燥后,就會形成一個達到強度要求的整體型殼,再用蒸汽或熱水將蠟等易熔材料從型殼中熔掉,從而制成型殼,在型殼中形成腔體,然后把整體殼型放在砂箱中,在其周圍填充干砂,把型殼放置在燒爐中,經過高溫焙燒,將型殼預熱到一定溫度,型殼經培燒后,使型殼達到一定的強度并保證透氣性,減小型殼的熱膨脹系數,最后在真空設備中將熔融的合金澆入型殼的腔體中,待金屬在腔體內冷卻后凝固,經過型殼外面耐火材料敲碎、清砂等表面處理后,生產出金屬鑄件。
由于熔模鑄造制造出來的鑄件有較好的形位公差、表面粗糙度、尺寸公差、表面光滑和尺寸精度,是一項近凈形成形工藝,也被稱為熔模精密鑄造;精密鑄造不僅適用于各類合金鑄造,而且適用于鑄造耐高溫、形狀復雜的鑄件。
熔模鑄造的產品特點:(1)熔模鑄件的尺寸精確,幾何精度高,表面粗糙度小,表面光滑,保證了鑄件的一致性,產品質量高。在很多情況下,熔模鑄造得到的鑄件可以免去機械加工過程,或加工余量也很小。(2)失蠟法熔模鑄造工藝適用范圍廣泛,適用于包括鑄鐵、碳素鋼、工具鋼、呂合金、鐵合金等在內的幾乎所有的鑄造合金,尤其是適用于難于鍛造、焊接、機械加工的材料。能減少加工余量,節約原料成本,提高利用率,生產效率高。(3)由于失蠟法熔模工藝成型好,零部件的重量明顯減小,加工成本降低,大批量、小批量生產都非常合適。適合于造型困難、形狀復雜、尺寸精度較高的復雜鑄件的生產。特別是可以鑄造耐高溫的合金鑄件,產品層次提高,采用熔模精密鑄造節省機械加工設備和人力,加工余量小,能很大程度地節約原材料。
2 電熔剛玉型殼面層
制殼是熔模精密鑄造過程中最為核心的內容,制殼的工藝影響鑄件的表面質量。
熔模鑄件質量的好壞與型殼的質量密切相關,且型殼面層不僅與鑄件表層直接接觸,用電熔剛玉作熔模鑄造涂料,上涂料前的蠟模應清理干凈,而且蠟模表面要很好地硬化;涂料使用前應攪拌均勻,并稀釋到適宜的濃度;工作場地應清潔,以免污染涂料;在整體蠟模上進行浸涂料和手工涂刷時,蠟模涂掛性良好如圖1。
電熔剛玉批量用于熔模鑄造制型殼面層如圖2,生產穩定,工藝成熟;性能優良,尤其適用于各種形狀復雜的零件,澆注所得的鑄件機械性能較好;電熔剛玉作為熔模鑄造型殼面層耐火材料,主要應用于高溫合金、鎂合金等鑄件的面層制殼材料,已施涂完畢涂料的蠟模必須充分干燥;涂料施涂的蠟模干后有涂層不良的需用指定的涂料補刷。
3 精鑄質量
型殼表面層與高溫液態金屬直接接觸,當金屬液澆入型殼后,短時間內型殼內層的溫度急劇上升到1300℃以上。因此要想得到表面光潔、輪廊清晰的鑄件,型殼內表層不僅必須光潔、致密和輪廊清晰,而且還應具有良好的化學穩定性,避免澆注后鑄件產生粘砂麻坑等缺陷。電熔剛玉用于熔模鑄造制型殼面層達到了這些要求。
電熔剛玉造型的鑄件表面質量較高如圖3所示。生產的部分表面質量較高鑄件如圖4所示。鑄件的表面光滑、無裂紋、縮松等鑄造缺陷,電熔剛玉復合涂料能滿足型殼對涂料的工藝要求。電熔剛玉由于自身結構致密、強度和硬度較高, 而且型殼在焙燒及冷卻的過程中沒有相變, 型殼強度很高。
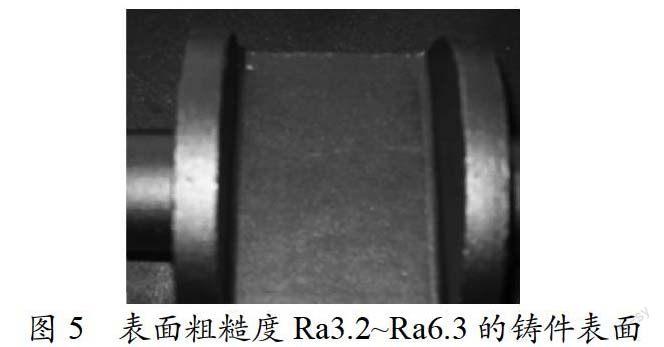
鑄件表面粗糙度可達Ra3.2~Ra6.3如圖5所示。 符合產品質量要求。從而大大減輕了后續機械加工的工作負擔。很多情況下,熔模鑄件不經過機加工而直接使用。由于電熔剛玉化學穩定性較好,抗酸堿的能力強,在各種金屬液中不會發生化學反應和變化,可以徹底避免產生黑色麻點、斑疤缺陷,在形狀比較復雜, 要求較高的鑄件表面形貌時,采用一般的鋯英材料制造型殼都使清理工作產生極大的困難,從而突出了采用電熔剛玉的優越性。
采用電熔剛玉制造熔模鑄造型殼面層,制得的鑄件尺寸波動范圍較小,鑄件表面光亮,尺寸精度較高,鑄件尺寸精度完全能滿足產品質量要求;可以大大減輕機加工的負擔,有時甚至可以全部取消后續的機加工工序。
電熔剛玉制造熔模鑄造型殼面層工藝的優點在于其鑄件表面質量高,型砂能再生利用,尺寸穩定。不但能滿足質量要求,同時也降低了鑄造成本。
4 結束語
采用電熔剛玉替代鋯英砂,通過在整個蠟模上進行浸涂料和手工涂刷,涂層覆蓋很均勻,經過烘烤后涂層表面強度很好,涂料層燒結脫殼,自然脫落,內腔無雜質和氣孔等現象,鋼水澆注冷卻后,能生產表面形狀復雜、尺寸精度和表面粗糙度要求較高的精鑄件。結果表明:用電熔剛玉復合涂料代替鋯英粉涂料,防粘效果較好,能滿足生產要求。鑄件質量高,且成本低。
基金項目:湖北省自然科學基金項目(2013CFB045)
注釋
① 杜劍平,胡建,安璐,李田田,雍小晉,洪志興.電熔剛玉復合涂料在轉K6 型搖枕﹑側架鑄鋼件上的應用[J].現代機械,2014(5):79-81.
② 陳合芝.熔模鑄造硅溶膠型殼的研究進展[J].金屬加工(熱加工),2016(11):67-69.
③ 謝帆,王強.熔模鑄造型殼耐火材料及其選擇[J].金屬鑄鍛焊技術,2012.41(21):58-89,63.
④ 程俊華.電熔鋯剛玉結合鋯英石搗打料抗蝕性能的研究[D].南京:南京工業大學,2002.
⑤ 閆炳江.電熔剛玉替代鋯英砂做型殼面層的研究[J].特種鑄造及有色合金,2013.33(2):157-158.
⑥ 劉蕾.寶珠砂在熔模鑄造面層材料中的應用研究[D].沈陽:沈陽大學,2015.