阻隔網(wǎng)制造工藝的改進(jìn)
2016-05-30 23:45:04房志彬
科技風(fēng) 2016年24期
摘 要:某型產(chǎn)品的進(jìn)氣口阻隔網(wǎng)經(jīng)常發(fā)生斷絲故障,存在安全隱患,本文對(duì)斷絲故障進(jìn)行了分析,找到了故障原因,并對(duì)制造工藝進(jìn)行優(yōu)化,由電阻焊改為擴(kuò)散釬焊,降低了故障的發(fā)生概率并延緩了故障發(fā)生時(shí)間。
關(guān)鍵詞:斷絲;電阻縫焊;擴(kuò)散釬焊
某型產(chǎn)品在工作時(shí)需要有大量氣體流入,為防止異物隨高速氣流進(jìn)入產(chǎn)品內(nèi)部,給產(chǎn)品內(nèi)部設(shè)備造成破壞,在產(chǎn)品進(jìn)氣口處,加裝有防護(hù)裝置。在產(chǎn)品修理時(shí),發(fā)現(xiàn)有損壞的情況,有一定的制造隱患,我們改進(jìn)了工藝方法,達(dá)到了良好效果。
1 故障現(xiàn)象描述
某型產(chǎn)品在例行的檢查時(shí),發(fā)現(xiàn)產(chǎn)品內(nèi)部有不同程度的損傷,查找損傷原因,為進(jìn)氣口的阻隔網(wǎng)斷絲,失去阻隔異物的作用,使得少量異物進(jìn)入產(chǎn)品內(nèi)部,破壞了產(chǎn)品內(nèi)部結(jié)構(gòu)。通過普查發(fā)現(xiàn),其他批次的產(chǎn)品也有類似的斷絲故障,通過對(duì)多件產(chǎn)品進(jìn)行X射線和破壞檢測(cè),發(fā)現(xiàn)該產(chǎn)品斷絲故障有如下特點(diǎn):一時(shí)斷絲部位均在焊縫壓痕邊緣處,二是網(wǎng)絲有明顯的壓潰或燒融痕跡。
2 故障原因分析及危害
阻隔網(wǎng)的用途是在產(chǎn)品工作時(shí),在盡量不影響氣體進(jìn)入的情況下,有效阻止異物進(jìn)入,所以其結(jié)構(gòu)宜為網(wǎng)狀,制造單位為了保證其牢固固定于產(chǎn)品上,采用在網(wǎng)的上下各焊接0.3mm的不銹鋼板,然后用鉚接方式固定于產(chǎn)品進(jìn)氣口處的工藝方法。
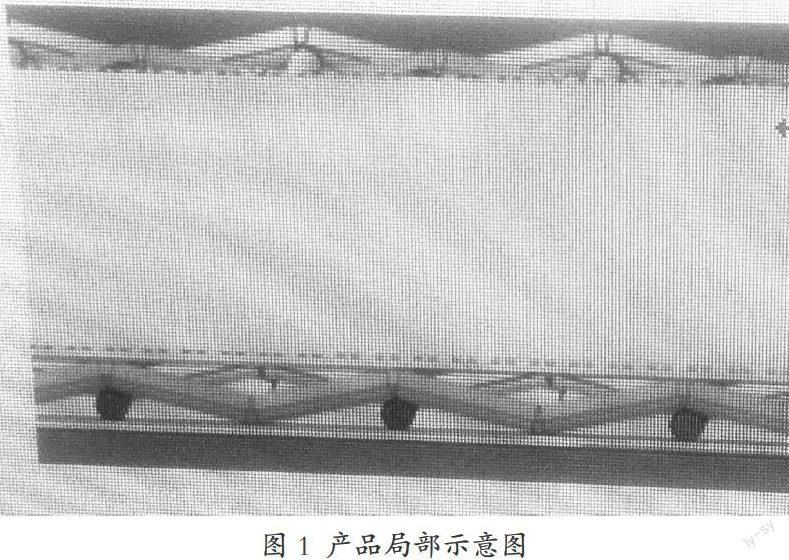
為保證上下板材與絲網(wǎng)的牢固連接,采用了電阻縫焊的方法。優(yōu)點(diǎn)是可在不增加零件重量的情況下,使各部分連接在一起,零件焊縫窄、變形小。但與此同時(shí),由于縫焊是依靠壓力進(jìn)行焊接的方法,焊接處應(yīng)有足夠的剛度,以防止產(chǎn)品變形,而阻隔網(wǎng)結(jié)構(gòu)比較特殊,其在兩層板中間是直徑0.8mm的不銹鋼網(wǎng),與板之間為點(diǎn)狀或線狀接觸(如圖所示),在焊接時(shí),受自身電阻熱溫度升高以及設(shè)備加壓的雙重作用下,網(wǎng)絲極易壓潰,造成焊接處的網(wǎng)絲強(qiáng)度降低,嚴(yán)重的情況下,會(huì)使網(wǎng)絲燒融斷絲。
如果產(chǎn)品制造時(shí)產(chǎn)生燒融斷絲的故障可通過后續(xù)的X射線檢測(cè)及時(shí)發(fā)現(xiàn)問題,避免產(chǎn)品帶缺陷出廠,但如果有壓潰故障,則X射線不易發(fā)現(xiàn),在外力使用下或使用一段時(shí)間才會(huì)發(fā)生斷絲。如果斷絲后易造成外來物進(jìn)入產(chǎn)品內(nèi)部,造成高速運(yùn)轉(zhuǎn)的葉片斷裂,會(huì)造成整個(gè)產(chǎn)品失效,產(chǎn)生較大的損失,所以,有必要對(duì)其進(jìn)行了質(zhì)量改進(jìn),以防止問題發(fā)生。
3 工藝方法選擇
因產(chǎn)品需要有大量的氣體進(jìn)入,如采用其他結(jié)構(gòu)形式生產(chǎn),會(huì)影響氣體流量,所以不宜改變阻隔網(wǎng)的“網(wǎng)”狀結(jié)構(gòu),只有采用改變阻隔網(wǎng)的制造工藝方法,以替換電阻縫焊制造工藝,經(jīng)研究,釬焊成為工藝改進(jìn)的首選方向。
釬焊是采用熔點(diǎn)比線材低的金屬材料作釬料,將焊件和釬料加熱到高于釬料熔點(diǎn),但低于線材熔點(diǎn)的溫度,利用毛細(xì)作用使液態(tài)釬料潤濕線材,填充接頭間隙并與母材相互擴(kuò)散,連接焊件的方法。相對(duì)于阻隔網(wǎng)的縫焊,釬焊最主要的優(yōu)點(diǎn)是母材不熔化,這避免了不銹鋼絲縫焊時(shí)的壓潰,但由于釬焊需要額外填加釬料,會(huì)增加零件的重量,這就要求選用一種釬料使用較少,變形小的釬料方法。擴(kuò)散釬焊作為一種在大壓力下進(jìn)行釬焊的工藝方法,變形小、釬料填加少,正好可以滿足產(chǎn)品使用要求。
擴(kuò)散釬焊即過渡液相擴(kuò)散焊,簡(jiǎn)稱TLP,是在被焊接面之間放置一種主要成分接近基體但又有一定降熔元素的中間層合金,在真空中加熱到焊接溫度時(shí),中間層合金熔化形成液態(tài)薄膜,在保溫過程中,中間層合金與基體金屬之間的元素相互擴(kuò)散,使中間層合金成分改變,熔點(diǎn)提高,同時(shí)接頭的組織和成分與基體均勻化,實(shí)現(xiàn)高性能連接。擴(kuò)散釬焊優(yōu)點(diǎn)是即實(shí)現(xiàn)了固態(tài)擴(kuò)散焊的組織性能改善,又不像其他釬焊那樣與基體金屬存在較大的差異。
4 擴(kuò)散釬焊的主要參數(shù)
結(jié)合擴(kuò)散釬焊的特點(diǎn)和阻隔網(wǎng)的特殊性,我們主要控制了如下參數(shù):
4.1壓力
擴(kuò)散釬焊的壓力參數(shù)僅以焊接面良好接觸為目的,不需要擴(kuò)散焊那樣大的壓力,但由于阻隔網(wǎng)的焊接面接觸不好,需要壓力來克服各零件間的間隙,所以需要較大的壓力值。
4.2 中間層合金
中間層合金的選擇是擴(kuò)散釬焊的關(guān)鍵,中間層合金的熔化溫度應(yīng)保證在連接溫度下不損害基體的性能,其成分和厚度應(yīng)保證焊縫在焊接溫度下能達(dá)到等溫凝固,并經(jīng)足夠時(shí)間的保溫使其化學(xué)成分和組織都達(dá)到與基體均勻化,不產(chǎn)生有害第二相。阻隔網(wǎng)的材料為1Cr18Ni9Ti。以研究比較,我廠選擇的中間層合金為B-Ni82CrSiB(與美國材料BNi-2相近),其固液相線溫度為970℃~1000℃,釬料中含有較高的硼元素,硼的降溫作用明顯,擴(kuò)散速度極快,利于中間層合金與基體均質(zhì)化,避免接頭形成第二相。
4.3 加溫溫度和保溫時(shí)間
加溫溫度和保溫時(shí)間取決于中間層合金的熔化溫度和基體允許的加熱溫度。經(jīng)試驗(yàn),在1150℃釬焊溫度下,用B-Ni82CrSiB釬料焊接,保溫約1h,釬縫沒有出現(xiàn)有害的CrB化合物相,釬縫中的化合物相都通過焊后擴(kuò)散處理消除。我廠采用擴(kuò)散釬焊的方法制造了一批產(chǎn)品,經(jīng)X射線檢測(cè),達(dá)到使用要求。
參考文獻(xiàn):
[1] 張學(xué)軍.航空釬焊技術(shù).航空工業(yè)出版社,2008.
[2] 馬光,李銀娥,劉嘯鋒,賈志華.BNi-2釬焊1Cr18Ni9Ti工藝的研究.稀有金屬快報(bào),西北有色金屬研究院,2008年27卷第5期.
作者簡(jiǎn)介:
房志彬,本科,工程師,長期從事焊接專業(yè)技術(shù)管理。