船舶流通量管理的研究
2016-05-30 23:39:36蔣曉波徐夕亮
科技風 2016年22期
關鍵詞:優化
蔣曉波 徐夕亮
摘 要:現代造船的重要特征是以“中間產品”為導向的殼舾涂一體化作業。“中間產品”作為一種成品、商品,占據材料、場地、駁運成本,勢必成為成本控制的一項重要指標。流通量管控是要以“中間產品”為基礎,用精益管理理論統籌優化作業流程、分解階段,實現產品的精簡、高效。
關鍵詞:船舶制造業;中間產品;流通物量;優化
中國船舶制造業雖然引進了現代船舶建造模式,以“中間產品”為導向,按區域組織生產,殼舾涂一體化作業在空間上分道、時間上有序,實現設計、生產、管理一體化,進行均衡連續地總裝造船[1]。但在計劃管理、場地資源、生產運營方面沒有達到真正意義上的均衡生產,仍然停留在調度管理。隨著船舶市場造船噸位越來越大,造船企業現有的物流管理模式也逐步顯示出其不足之處。分段結構物量持續增大和物流不暢的矛盾日益突出,一方面前道部門為了連續生產而不斷產出,后道部門沒有足夠的能力及時消化,另一方面,前道部門生產的產品后道部門無法使用或暫不需要,導致兩者之間的流通量持續增加,船廠生產擁堵流通不暢。而流通量控制方法是根據拉動式生產計劃管理模式,根據后續搭載需求,向前按工位確定生產,做到節拍生產,控制流通物量,減少物流堵塞。基于以上幾點原因,本文將“中間產品”為導向的流通量管控作為研究對象,以提高生產管理水平,降低“中間產品”物流,最終提高造船生產效益。
一、流通量管控原理
流通量控制方法的基本原理是拉動式的生產管理,根據最后的產出,向前按工序確定各工位的生產,理想狀態是制造中的工件單件單向穩定速度的流通。流通量控制的生產管理能使生產連續地進行,把生產中的非增值的消耗剔除到最少。流通量控制的技術支撐主要是必須將船舶逐級劃分為前后銜接的“中間產品”,以中間產品為導向的精益計劃,做到實時反饋和監控。
二、基于流通量管控的管理模型建立
以“中間產品”流通量管控為指標,以成本、效率控制為目標,運用造船成組技術結合相似性理論,對“中間產品”進行了劃分,對“中間產品”周轉率、生產周期、作業流程進行了分析,看其是否有利于縮短周期、提升效率、控制成本。
1)周轉率(ξ)。所謂“中間產品”的周轉率是指“中間產品”的月度完成物量占月度總流通物量的比例。顯而易見“中間產品”周轉率與流通成本成反比關系,隨著周轉率的提高勢必促進流通成本的降低。
2)生產流程(λ)。分道作業流程的實施程度是影響“中間產品”單元庫存的重要因素。作為船舶建造,同是一個建造分段,前道向后道配送,整體配送所占有的流通庫存成本勢必比分道配送占用的成本要多。在這里我們用流通系數表示分道作業程度,從中我們可以得出:
上兩式當中,Yn表示某一月份的天數,B表示生產胎位數量,T表示生產周期,Pi表示兩道工序間的單位流通庫存,λ表示流通系數,假設λ為常數,同時Yn、B為常數。
這三個因素ξ、λ、T不是相互獨立的,任何一個因素的變化對生產成、效率都有直接的影響。在生產、設計、管理過程中,必須綜合考慮三大因素,尋求臨界點,以求M值最低。
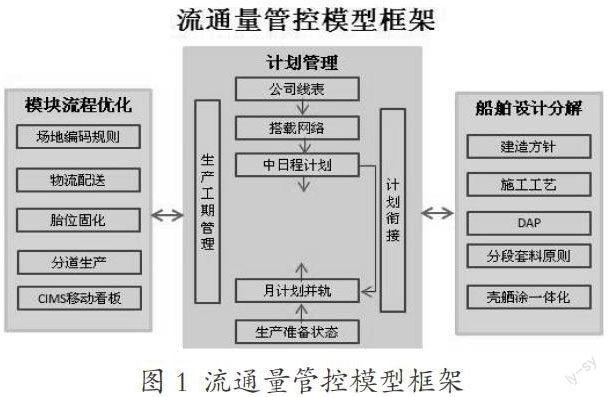
4)流通量管控框架。基于對現代造船模式下周轉率、流通系數、生產周期的對比分析,結合幾大基本要素,現提出基于以“中間產品”為導向的流通量管控框架模型,如圖1所示。流通量管控框架模型從船舶設計、生產、管理全局出發,將復雜的船舶作業系統按管理功能將其分為模塊流程管理、計劃管理、船舶設計管理三大模塊,體現了“中間產品”專業化的流通量管控基本特征。
建立流通量管控的生產、設計、管理一體化計劃,可以起到以下4方面的重要作用:a.生產計劃平穩過渡,部門執行生產有序,改善作用環境,減低安全隱患;b.降低生產流通物量,減低造船流通成本;c.有利于縮短船舶建造周期,提高造船生產效率;d.減低成本,較少無效浪費,提高效益。
三、“中間產品”流通量控制優化
為了實現流通量管控的精益化管理,建立以生產管理為核心,生產運行為控制,設計、加工、配套為載體的生產工作,這樣才能良性的處理好各部門間的業務。因為只有通過生產管理部確定固定的作業流程,明確各部門的業務,劃清部門之間的界面,才能避免部門間扯皮拉筋。同時通過生產管理部匯總業務人員聯系表,將問題落實到具體責任人,當暴露問題時直接找到相關人員,避免專業人員之間相互推諉,讓各部門按要求個行其責。全面推進生產計劃物量平衡體系,通過運用EXCEL及CIMS等系統軟件,對年度、月度生產負荷進行平衡,做到負荷均衡。同時各部門在公司整體計劃的框架下對自己部門的生產負荷進行細化、均衡。這樣,流通量管控結合生產現場堆積情況,在部件堆放場地、分段制作車間與分段預舾裝堆放場地、分段涂裝堆放場地三大集中區域進行重點平衡,使生產負荷根據區間、場地特性的各項參數,建立起特有的平衡數據報表,對整個生產起到導向作用。生產設計的脫節嚴重制約著流通量改善的效果。為了使“中間產品”能夠準時生產、準時配送,必須對現有生產設計混套、部件流程走向不及時、部件托盤配送不準時等進行改進、區分。設計部門通過對DAP、施工工藝、加工圖紙等圖紙的修改,將部分部件的流通、材料套料改善為現有籠統套料、整體制作的現象。
參考文獻:
[1] 張明華.精益造船——日本造船模式研究.船舶工程,2005.
[2] 徐學光.船舶生產流程再造與綠色制造.上海造船,2006.
[3] 陳強.中心制造船模式的研究與應用.哈爾濱工程大學,2002.
[4] 許平.對標國際SEM深化現代造船模式.外高橋造船,2011.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
