淺談工件以外圓定位的定位誤差分析與計(jì)算
2016-05-30 03:40:56李海勝彭海燕
科技風(fēng) 2016年17期
李海勝 彭海燕

摘 要:在使用夾具裝夾批量生產(chǎn)過程中,定位誤差的分析與計(jì)算有著非常重要的作用。為了理清定位誤差計(jì)算的內(nèi)容,本文主要討論采用幾何法分析與計(jì)算以外圓定位時的定位誤差,拋磚引玉,以使學(xué)習(xí)者獲得觸類旁通、融會貫通的學(xué)習(xí)效果。
關(guān)鍵詞:工序基準(zhǔn);定位基準(zhǔn);定位誤差;基準(zhǔn)不重合誤差;基準(zhǔn)位移誤差
在大批量生產(chǎn)中,廣泛使用專用夾具對工件進(jìn)行裝夾加工。由于工件的工序尺寸及夾具存在誤差,在裝夾過程中存在定位基準(zhǔn)和設(shè)計(jì)基準(zhǔn)不統(tǒng)一的情況,導(dǎo)致某個工序的加工精度產(chǎn)生誤差產(chǎn)生定位誤差。基于V型塊以外圓定位的定位方案較為常用,對其的定位誤差的分析和計(jì)算有著重要的應(yīng)用意義。
1 定位誤差的定義
用夾具裝夾加工一批工件時,由于定位元件及工件的定位基準(zhǔn)在制造時存在誤差影響了工件定位的準(zhǔn)確性,導(dǎo)致加工存在誤差,我們把它稱定位誤差,用dw表示。
2 定位誤差產(chǎn)生的原因及其組成
我們在分析工件的定位誤差前,首先明確與夾具定位誤差計(jì)算有關(guān)的基本概念。1)設(shè)計(jì)基準(zhǔn)是指在零件圖上用來確定某一表面的尺寸、位置的基準(zhǔn)。2)工序基準(zhǔn)是指在工序圖上用來確定加工表面位置所依據(jù)的基準(zhǔn)。在設(shè)計(jì)過程中,我們一般追求工序基準(zhǔn)與設(shè)計(jì)基準(zhǔn)統(tǒng)一。分析計(jì)算定位誤差時的設(shè)計(jì)基準(zhǔn)是指零件圖上的設(shè)計(jì)基準(zhǔn)或工序圖上的工序基準(zhǔn)。3)定位基準(zhǔn)是指在加工過程中確定工件加工位置所依據(jù)的基準(zhǔn),即為工件與夾具接觸或配合的表面或軸線。當(dāng)以V型塊定位工件時,工件的軸線一般為定位基準(zhǔn)。
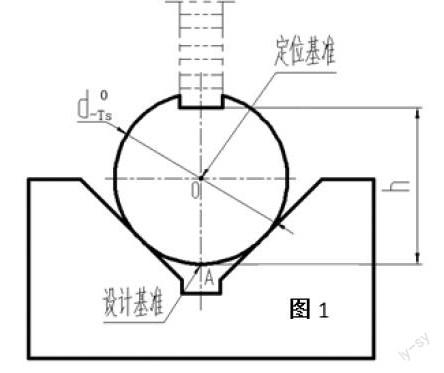
下面我們以圖1所示為例,分析定位誤差產(chǎn)生的原因。圖1是以V型塊定位,在軸的外圓上銑削鍵槽的定位方案。鍵槽深度表示尺寸h的設(shè)計(jì)基準(zhǔn)是軸外圓的母線A,定位基準(zhǔn)是工件軸線O,而批量生產(chǎn)的軸直徑d在其公差范圍內(nèi)改變,故會存在定位不準(zhǔn)確的問題,導(dǎo)致工件加工精度的變化,即定位誤差。1)圖1的定位方案,當(dāng)以V型塊定位加工鍵槽時,工件的設(shè)計(jì)基準(zhǔn)與與定位基準(zhǔn)不重合,引起加工精度參數(shù)槽底尺寸h的變化(即產(chǎn)生定位誤差);即:由于設(shè)計(jì)基準(zhǔn)與定位基準(zhǔn)不重合產(chǎn)生的定位誤差稱為基準(zhǔn)不重合誤差,用符號“jb”表示,為設(shè)計(jì)基準(zhǔn)與定位基準(zhǔn)之間尺寸的公差值。2)同時,工件外圓直徑尺寸在其公差范圍內(nèi)變化,引起定位基準(zhǔn)的位移發(fā)生變化,引起加工精度參數(shù)槽底尺寸h的變化(即產(chǎn)生定位誤差),即定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)的不重合和定位基準(zhǔn)相對V型鐵(限位基準(zhǔn))的位移變動。由于定位副制造誤差引起定位基準(zhǔn)位產(chǎn)生的誤差稱為移基準(zhǔn)位移誤差,用符號“db”表示,為定位基準(zhǔn)線O的在加工方向的最大變動量。(一般情況下,工件在V型塊上定位時,V型塊的角度誤差不計(jì),因?yàn)樵谥味ㄎ坏那闆r下,定位元件的誤差——此處為V型塊的角度誤差,可以通過調(diào)整刀具相對于夾具的位置來進(jìn)行補(bǔ)償。)可見,定位誤差主要由基準(zhǔn)不重合誤差jb和基準(zhǔn)位移誤差db組成,其計(jì)算公式如下:
3 工件以外圓定位時定位誤差分析及計(jì)算
3.1 以外圓中心為設(shè)計(jì)基準(zhǔn)
如圖2所示,由于V型塊具有對中定心作用,工件以中心線為設(shè)計(jì)基準(zhǔn)時,定位基準(zhǔn)和設(shè)計(jì)基準(zhǔn)重合而不產(chǎn)生基準(zhǔn)不重合誤差(jb=0),但是工件外圓直徑在公差范圍內(nèi)變化(圖2b中粗實(shí)線圓為工件的下極限尺寸dmin=d-Ts,雙點(diǎn)劃線圓為工件的上極限尺寸dmax=d),將引起工件中心在V型塊的對稱中心線上發(fā)生誤差,造成基準(zhǔn)移位誤差db,其值為圖2b中的O1點(diǎn)到O2點(diǎn)的距離。其計(jì)算方法如下:
由幾何關(guān)系可以得知:
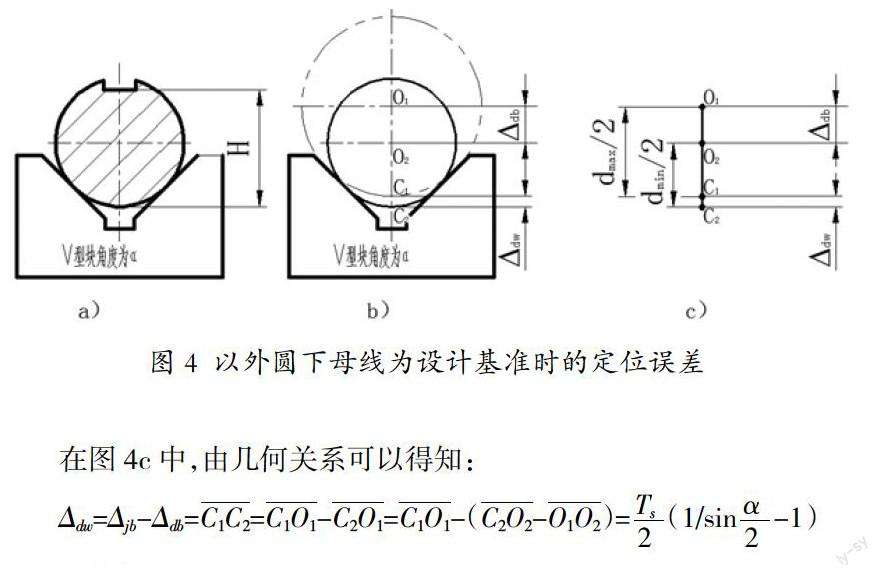
3.3 以外圓下母線為設(shè)計(jì)基準(zhǔn)
計(jì)算公式如下:
在圖4c中,由幾何關(guān)系可以得知:
4 結(jié)語
采用V型塊支承定位方式在生產(chǎn)實(shí)踐中的應(yīng)用范圍較廣,弄清以外圓定位的定位誤差的計(jì)算對生產(chǎn)實(shí)踐有著較重要的意義。根據(jù)計(jì)算結(jié)果可以看出,采用外圓下母線為設(shè)計(jì)基準(zhǔn)的定位誤差較小,采用外圓下母線為設(shè)計(jì)基準(zhǔn)的方案較優(yōu)。
參考文獻(xiàn):
[1] 鄭煥文.機(jī)械制造工藝學(xué)[M].東北工學(xué)院出版社.
[2] 王先逵.機(jī)械制造工藝學(xué)[M].機(jī)械工業(yè)出版社.
[3] 機(jī)修鉗工技術(shù)手冊[M].中國勞動社會保障出版社.
