對制定CRS 2000/9H輥式矯直機壓下規程的研究與應用
2016-05-30 10:48:04楊居民
科技風 2016年11期
摘 要:在制定輥式矯直機壓下規程時,要注意到金屬材料的屈服強度,產品的斷面模數大小,矯直輥輥距,矯直速度,矯直溫度以及矯直壓下量與矯直壓力之間的匹配關系。既要照顧到軋件塑性變形時的矯直壓力與矯直壓下量的匹配關系,又要照顧到各個變形區的不同變形形式。
關鍵詞:輥式矯直機;矯直原理;金屬材料屈服強度;金屬變形形式;矯直壓力計算公式;矯直壓下規程
萊鋼分公司型鋼廠大H型鋼生產線矯直機為:CRS 2000/9H
(Compact Roller Straightener)輥式矯直機,它是當時世界最先進的大H型鋼矯直機。
該矯直機采用雙牌坊支撐,上四輥液壓壓下、下五輥與雙牌坊固定的設計方式,對H型鋼產品具有很好的矯直效果及最小的殘余應力,并且實現了九輥整體快速換輥。
1 CRS 2000/9H輥式矯直機矯直原理
CRS 2000/9H輥式矯直機的工作原理是通過各個矯直輥的矯直壓力,使金屬軋件經過多次反復彎曲變形以消除軋件彎曲曲率的不均勻性,從而使軋件彎曲曲率從大變小達到矯直的目的。九輥式矯直機每上下相鄰的三個矯直輥組成一個變形區,故此九輥式矯直機共有七個變形區。
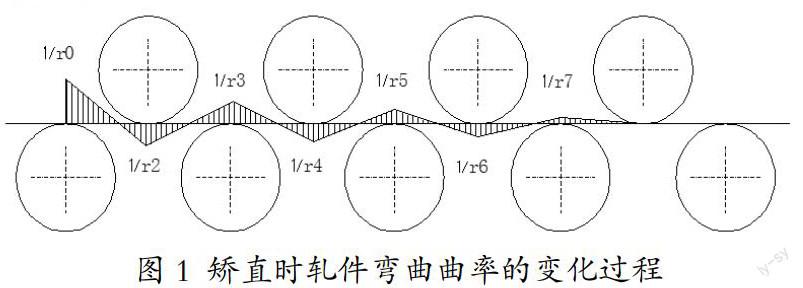
下面是軋件在CRS 2000/9H輥式矯直機上矯直時,軋件彎曲曲率的變化過程:(如圖1)
軋件通過第一輥時,未受彎曲力矩作用,原始曲率無變化。
軋件進入各輥的反彎曲率均使前一輥的最大殘余曲率得到矯直為原則選擇,即1/ρi<1/ri-1,使1/ri-1變為0,殘余曲率范圍為0~1/ri(1/ri<1/ri-1)。直至1/en-1,使1/rn-2變為0,最終殘余曲率為0~1/rn。當n值足夠大時,1/rn-1≈0,那么軋件就被矯直。
事實上,矯直輥的個數是有限的,不可能無限多。只要使軋件曲率減小到一定程度達到國家標準或用戶要求,就達到矯直的目的。
由此可得到矯直軋件的基本原則:欲使原始曲率為1/r0的軋件得到矯直(1/r=0),必須選擇適當的外力矩,使反彎曲率在數值上等于彈復曲率1/ρy(即1/ρy=1/ρ)。彈復曲率的數值與軋件的尺寸、材料性質及原始曲率等因素有關。
在我們的矯直機上,1-6號輥塑性變形較大,從7號輥開始,塑性減小,彈性增加。7號輥和5號輥之間的壓力有明顯的變化。在入口的幾個變形三角區,壓下量較大,變形半徑較小。隨著軋件的逐漸向后移動,壓下量逐漸減小,變形半徑逐漸增大,直至變形半徑無窮大,軋件完全被矯直。
2 輥式矯直機壓下規程制定的研究與應用
CRS2000/9H輥式矯直機壓下規程的制定,關鍵是計算各規格產品、不同鋼種所需要的最小屈服力矩F*L(F是矯直壓力、F是矯直輥輥距);計算各規格產品、不同鋼種所需要的最小屈服力距還需要計算各規格產品的斷面模數、不同鋼種的屈服強度。
影響屈服強度的因素主要有金屬的化學成分、晶格類型、晶粒大小、晶格組織結構、溶質元素、第二相、溫度、應變速率、應力狀態等等。根據現場大量生產經驗研究得知,金屬材料的化學成分、晶格類型、晶粒大小、晶格組織結構、溶質元素、第二相、矯直溫度、應變速率(即矯直速度)、應力狀態等因素影響金屬材料屈服強度的波動為25%。
CRS 2000/9H輥式矯直機工作時,在1~4號矯直輥所構成的矯直變形區主要是大變形的純塑性變形區,而4~7號矯直輥所構成的矯直變形區主要彈塑性變形區,而7~9號矯直輥所構成的矯直變形區主要純彈性變形區。
要想把軋件矯直,制定CRS 2000/9輥式矯直機壓下規程時必須滿足三大矯直區的工作特點。為了很好地矯直軋件還必須注意到金屬材料屈服極限這個問題。屈服極限是金屬材料發生屈服現象時的屈服極限,亦即抵抗微量塑性變形的應力。
對于無明顯屈服的金屬材料,規定以產生0.2%殘余變形的應力值為其屈服極限,稱為條件屈服極限或屈服強度。大于此極限的外力作用,將會使零件永久失效,無法恢復。如低碳鋼的屈服極限為207MPa,當大于此極限的外力作用之下,零件將會產生永久變形,小于這個值時,軋件還會恢復原來的樣子。
通過現場各規格、不同鋼種的大量矯直試驗數據表明,該矯直輥單變形區的矯直壓力計算公式的計算結果與現場實際矯直情況十分吻合。在2、4號壓下矯直輥的變形區,軋件是純塑性變形;在6號壓下矯直輥的變形區,軋件是彈塑性變形;在8號壓下矯直輥變形區,軋件是純彈性變形。同時也證明此計算公式的準確性。利用此計算公式,對制定輥式矯直機的矯直壓下規程具有很強的指導作用。
3 結語
在制定輥式矯直機壓下規程時,要注意到金屬的屈服強度,產品的斷面模數大小,矯直速度,矯直溫度以及矯直壓下量與矯直壓力之間的匹配關系。既要照顧到軋件塑性變形時的矯直壓力與矯直壓下量的匹配關系,(矯直壓下量不能太大、也不能太小,太大軋件會產生過變形甚至矯裂,太小則起不到矯直作用。)又要照顧到各個變形區的不同變形形式(即純塑性變形、彈塑性變形、純彈性變形)。
參考文獻:
[1] 谷慧勇.高強鋼筋多輥矯直止轉筋系統研究與有限元模擬[D].燕山大學,2013.
[2] 閆志霞.多輥鋼筋矯直參數與矯直精度研究[D].燕山大學,2013.
[3] 王會剛.H型鋼矯直機理及有限元動態仿真研究[D].北京科技大學,2005.
作者簡介:楊居民(1980-),男,工程師,西安建筑科技大學金屬材料工程專業。