一款高強(qiáng)度物架成型工藝分析與注射模具設(shè)計(jì)
2016-06-02 08:07:39張榜軍中潛股份有限公司廣東惠州516223
中國(guó)科技縱橫 2016年1期
張榜軍(中潛股份有限公司,廣東惠州 516223)
?
一款高強(qiáng)度物架成型工藝分析與注射模具設(shè)計(jì)
張榜軍
(中潛股份有限公司,廣東惠州 516223)
【摘 要】根據(jù)塑件的結(jié)構(gòu)特征和環(huán)境使用要求,塑件選用PA6+30%玻璃纖維材質(zhì)的優(yōu)良特性,充分闡述了斜導(dǎo)柱與斜鑲塊成型機(jī)構(gòu)設(shè)計(jì)方案及模具結(jié)構(gòu)科學(xué)設(shè)計(jì)和工作過(guò)程。模具結(jié)構(gòu)簡(jiǎn)單,但是由于塑件為曲面造型,致使成型零部件加工工藝復(fù)雜;活動(dòng)件與配合件,在長(zhǎng)期生產(chǎn)時(shí),可維修性及安全性系數(shù)高。滑塊與嵌件設(shè)計(jì)巧妙,長(zhǎng)時(shí)間使用磨損后,更換與維修方便,降低制造經(jīng)濟(jì)成本。
【關(guān)鍵詞】物架 外抽芯 曲面造型
1 塑件分析
圖1所示為一款高強(qiáng)度物架主體成型塑件,外廓尺寸為394× 167×77(mm)。主體為曲面造型,兩支腳端分別為外花鍵連接軸,且內(nèi)部有深孔φ8×25(mm);平弧形中心處有橢圓形凹坑,內(nèi)設(shè)商標(biāo)與文字。材質(zhì)為PA6+30%玻璃纖維,具有較高的柔韌性、耐磨性、抗沖擊性,成型效果好,成型時(shí)間快,外表美觀,可滿(mǎn)足在各地區(qū)氣候情況下使用。由于該物架兩支腿有深孔,且端軸部花鍵成型,無(wú)論分型面怎樣進(jìn)行選擇,都必須采用側(cè)分型抽芯的成型設(shè)計(jì)方案。由于該模具結(jié)構(gòu)涉及曲面造型及側(cè)抽芯,加之產(chǎn)品的結(jié)構(gòu)尺寸較大,表面為皮革紋,制造精度要求高,設(shè)計(jì)與制造難度系數(shù)相對(duì)加大。
2 模具結(jié)構(gòu)設(shè)計(jì)
2.1 分型面選擇
為了塑件方便脫模,結(jié)構(gòu)設(shè)計(jì)簡(jiǎn)單,分型面選在塑件外形最大的輪廓處,縱向均分的方式,有利于側(cè)向分型與抽芯機(jī)構(gòu)的設(shè)計(jì),同時(shí)脫模方便。
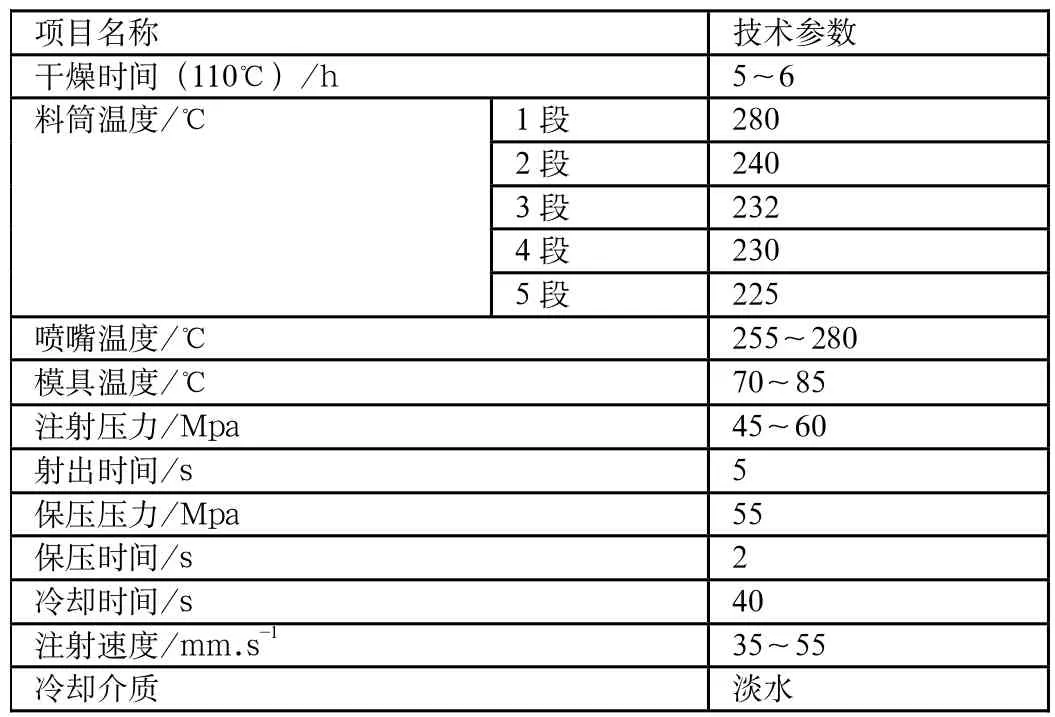
表1 注射工藝參數(shù)
2.2 模具總體結(jié)構(gòu)設(shè)計(jì)
根據(jù)塑件特征與技術(shù)要求,模具結(jié)構(gòu)設(shè)計(jì),如圖2所示,為一模一腔,點(diǎn)澆口與多流道組合注射成型。總體結(jié)構(gòu)采用單分型面;除成型部件外,采用標(biāo)準(zhǔn)模架,斜導(dǎo)柱安裝在定模,滑塊安裝在動(dòng)模。
2.3 成型零件設(shè)計(jì)
塑件外表面型腔分別由動(dòng)模板型芯3與定模板型芯5組成,兩支腳端外花鍵連接軸及內(nèi)孔采用滑塊與嵌件組合成型。
2.4 斜導(dǎo)柱與側(cè)滑塊機(jī)構(gòu)設(shè)計(jì)
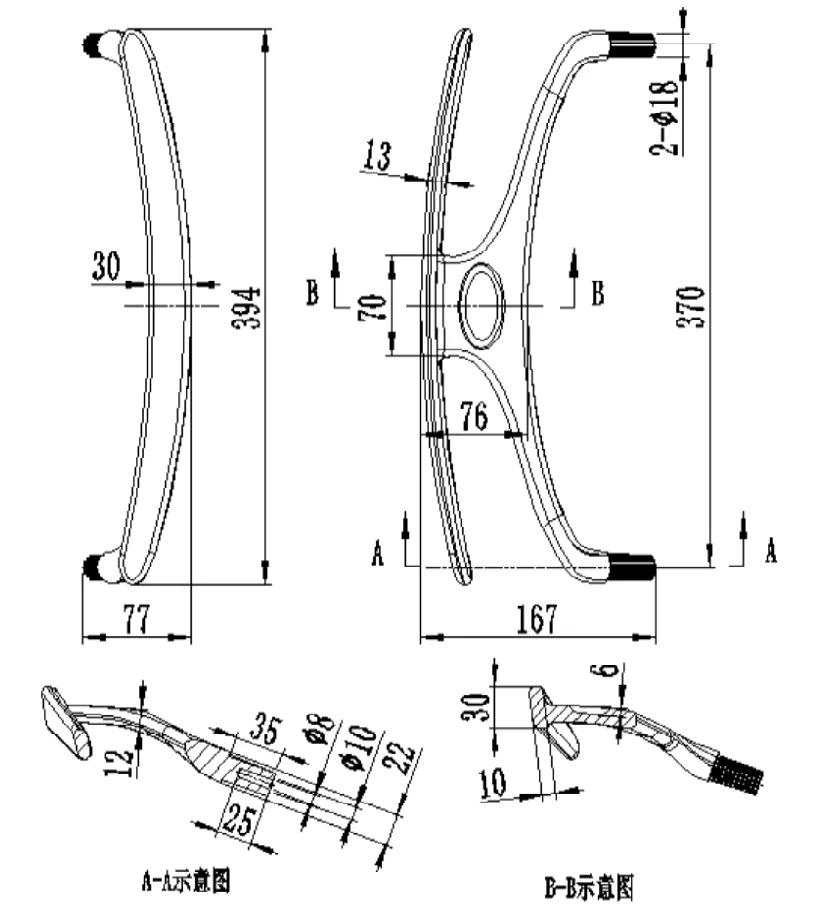
圖1 塑件制品
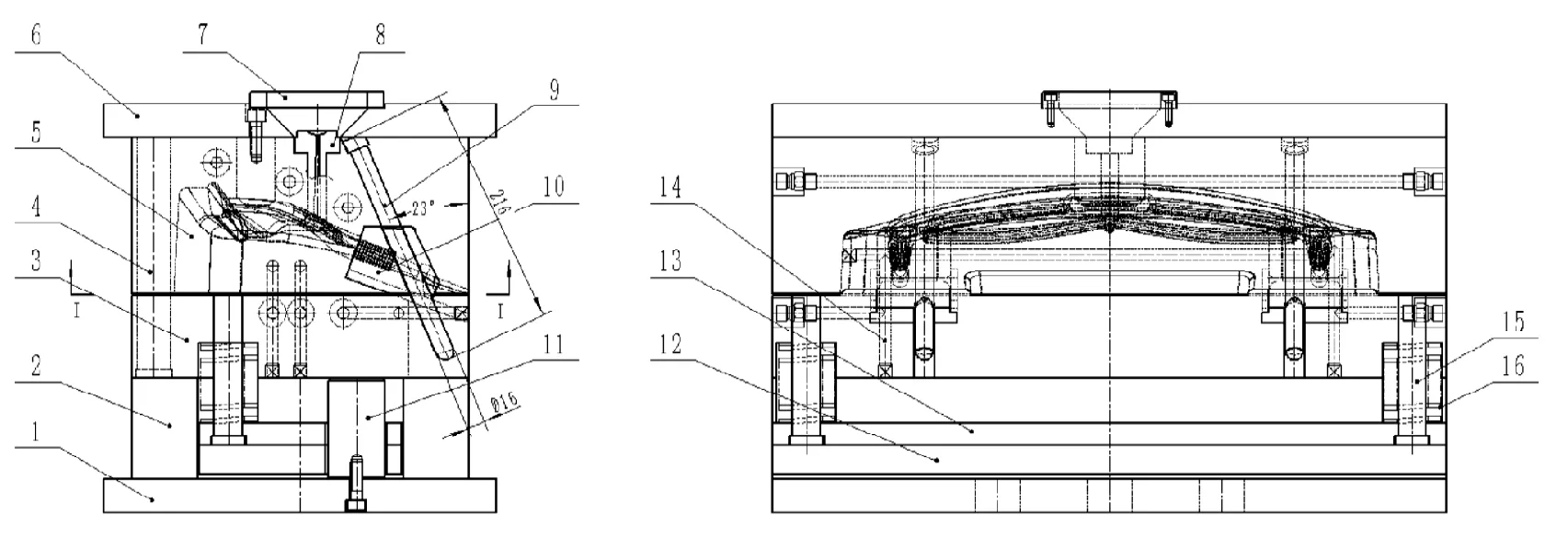
圖2 模具總體結(jié)構(gòu)1.動(dòng)模座板 2.支撐板 3.動(dòng)模板型芯 4.導(dǎo)柱與導(dǎo)套 5.定模板型芯 6.定模座板 7.定位環(huán) 8.澆口套 9.斜導(dǎo)柱 10.側(cè)滑塊 11.定位柱12.推板 13.推桿固定板 14.冷卻水路 15.彈簧導(dǎo)柱 16.復(fù)位彈簧
(1)斜導(dǎo)柱端部采用半球形,材質(zhì)為T(mén)10,熱處理硬度為HRC≥55,表面粗糙度為Ra≤0.8μm。斜導(dǎo)柱與定模板型芯5采用過(guò)渡配合H7/m6。由于斜導(dǎo)柱在工作過(guò)程中主要用來(lái)驅(qū)動(dòng)側(cè)滑塊作往復(fù)運(yùn)動(dòng),側(cè)滑塊運(yùn)動(dòng)的平穩(wěn)性由倒滑槽與側(cè)滑塊之間的配合精度來(lái)保證,而合模時(shí)滑塊的最終準(zhǔn)確位置由楔緊塊決定。側(cè)滑塊的斜導(dǎo)孔與斜導(dǎo)柱采用間隙配合H11/b11。經(jīng)實(shí)際計(jì)算確定斜導(dǎo)柱傾斜角為α=23。,斜導(dǎo)柱的總長(zhǎng)度L=216mm,斜導(dǎo)柱直徑為φ=16mm。
(2)本側(cè)滑塊為組合式,主要成型兩支腳。側(cè)滑塊采用T形槽與動(dòng)模板型芯3連接導(dǎo)滑,材質(zhì)為T(mén)10,熱處理硬度為HRC≥50。導(dǎo)滑槽設(shè)在動(dòng)模板型芯3上,為了防止加工和熱處理變形,采用調(diào)質(zhì)28~32HRC后銑削成形。導(dǎo)滑槽與側(cè)滑塊采用配合H8/f8,表面粗糙度為Ra≤0.8μm。楔緊位設(shè)置在定模板型芯5上,采用一體加工。塑件的兩支腿內(nèi)孔成型采用與滑塊嵌入圓導(dǎo)柱方式,該結(jié)構(gòu)簡(jiǎn)單,拆卸方便,節(jié)約成本等優(yōu)點(diǎn)。
2.5 澆注系統(tǒng)設(shè)計(jì)
采用點(diǎn)澆口方式,分流道設(shè)計(jì)在成型零部件的均分處,塑件的縱向內(nèi)側(cè)中心,分流道采用圓形截面形狀,直徑為φ8mm,具有阻力小,壓力損傷小冷卻速度最慢,流道中心冷凝慢等優(yōu)點(diǎn)。
2.6 冷卻水路設(shè)計(jì)
冷卻水路直徑為φ10mm,動(dòng)、定模成型部分分別采用三道繞行水路設(shè)計(jì),動(dòng)模板型芯3與定模板型芯5設(shè)計(jì)冷卻水路,使用加強(qiáng)冷卻。
3 模具工作過(guò)程
塑件成型經(jīng)注射、保壓、冷卻后開(kāi)模,由I-I分型面打開(kāi),澆注系統(tǒng)凝料與模具分離,動(dòng)模繼續(xù)向后進(jìn)行,此時(shí)兩斜導(dǎo)柱9帶動(dòng)兩側(cè)滑塊10向外運(yùn)動(dòng),塑件兩支腿與滑塊分離,直至動(dòng)、定模完全分離后,手工取出塑件,完成脫模過(guò)程。合模時(shí),動(dòng)模向定模方向運(yùn)動(dòng),兩斜導(dǎo)柱9帶動(dòng)兩側(cè)滑塊10向模內(nèi)方向運(yùn)動(dòng),各零部件復(fù)位,完成整個(gè)模壓過(guò)程,準(zhǔn)備完成下一塑件成型工序。
4 成型工藝要點(diǎn)
(1)塑件的主要原料配方設(shè)計(jì),要求具有阻燃性能,那么熱穩(wěn)定性就要好,約在280℃左右不發(fā)生分解;再者與PA6的相容性要好,不發(fā)生析出現(xiàn)象;綜述要求,即本塑件原料配方設(shè)計(jì):PA6(45~55%);阻燃劑(10~13%);十溴二苯醚(7~9%);MCA(3~5%);Sb2O3(4~6%);玻璃纖維(30%);其他助劑(適量)。
(2)注塑機(jī)要求是加工溫度高,注射壓力大,鎖模力強(qiáng);螺桿的一次預(yù)塑能力應(yīng)大于制品的件重;料斗有加熱除濕裝置。
(3)產(chǎn)品實(shí)現(xiàn)工藝流程:PA6+30%玻璃纖維+各種助劑→混合→捏合→擠出→冷卻→切粒→干燥→加料→預(yù)塑→合模→注射→保壓→冷卻→開(kāi)模→取件修整→檢驗(yàn)→成品→入庫(kù)。
(4)注射工藝參數(shù),如表1所示。
(5)產(chǎn)品后處理:塑件脫模后放置于工作平臺(tái)上會(huì)發(fā)生收縮或變形,而吸濕會(huì)引起膨脹,對(duì)產(chǎn)品的最終尺寸影響較大。因此,對(duì)本產(chǎn)品須實(shí)施后處理,將塑件放置于盛滿(mǎn)水的容器內(nèi),溫度為80℃~90℃處理3h及以上,然后緩慢冷卻至室溫,最后將塑件擦拭干凈即可。另外,對(duì)塑件進(jìn)行后處理還能有效的消除塑件制品的內(nèi)應(yīng)力。
5 結(jié)語(yǔ)
由于塑件為曲面造型,在成型模腔造型時(shí)加工工藝較復(fù)雜,機(jī)器設(shè)備精度等級(jí)要求高,工藝參數(shù)設(shè)置復(fù)雜。模具整體結(jié)構(gòu)設(shè)計(jì)科學(xué)合理,選材經(jīng)濟(jì)實(shí)惠,系統(tǒng)參數(shù)匹配程度高。滑塊與嵌件設(shè)計(jì)巧妙,長(zhǎng)時(shí)間使用磨損后,更換與維修方便,極大程度降低了制造經(jīng)濟(jì)成本。
參考文獻(xiàn):
[1]申開(kāi)智.塑料模具設(shè)計(jì)與制造[M].北京:化學(xué)工業(yè)出版社,2006.2.
[2]李德群,唐志玉.中國(guó)模具工程大典.第3卷 塑料與橡膠模具設(shè)計(jì)[M].北京:電子工業(yè)出版社,2007.3.