數控車床加工特殊蝸桿的應用研究
2016-06-05 15:14:42韋筱斌
橡塑技術與裝備 2016年6期
韋筱斌
(廣東省機械高級技工學校,廣東 廣州 510450)
數控車床加工特殊蝸桿的應用研究
韋筱斌
(廣東省機械高級技工學校,廣東 廣州 510450)
Application research of nc lathe machining special worm
直廓環面蝸桿是特殊蝸桿的一種,本文以直廓環面蝸桿為研究對象,分析直廓環面蝸桿成型原理,推導出直廓環面蝸桿輪廓曲線參數方程表達式,用宏程序編寫直廓環面蝸桿數控加工程序,數控車床加工直廓環面蝸桿要點等方面進行一一敘述。
形成原理;參數方程;宏程序;數控加工
機械傳動在機械工程行業應用非常廣泛,機械傳動的種類非常多,蝸輪蝸桿傳動就是機械傳動的類型之一,蝸桿是蝸輪蝸桿傳動的主動件,蝸桿的類型有三種,分別是圓柱蝸桿、直廓環面蝸桿及錐蝸桿三種類型,然而直廓環面蝸桿的加工是機械加工的難點,直廓環面蝸桿在加工過程中主要有兩大技術難題:一是環面蝸桿的粗加工;二是環面蝸桿的齒面修型精加工,針對直廓環面蝸桿的兩個難點,分析直廓環面蝸桿成型原理,推導出形成直廓環面蝸桿輪廓曲線的數學表達式,采用宏程序編寫數控加工程序,實現直廓環面蝸桿在數控車床上生產加工。
1 直廓環面蝸桿的形成原理
首先來分析直廓環面蝸桿齒面形成原理,蝸桿軸線平面內的一條成形相切的直線,在圍繞成形圓心作等角速旋轉運動的同時,又與成形圓圍繞蝸桿軸線作等角速度的旋轉運動,這條直線的空間形成的軌跡曲面就是直廓環面蝸桿的螺旋齒面,如圖1所示。
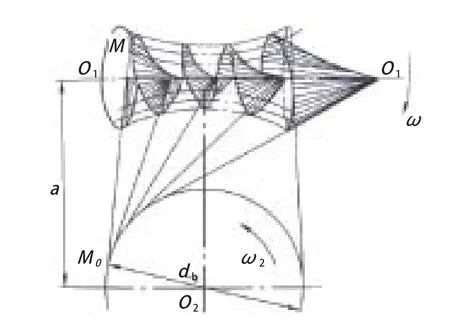
圖1 直廓環面蝸桿的形成原理圖
2 直廓環面蝸桿參數方程式的建立
2.1 直廓環面蝸桿粗加工參數方程
因為形成直廓環面蝸桿齒形的分度圓、齒頂圓、齒根圓都是規則的圓弧,則齒廓線上任意點都在圓上如圖2所示,因此形成齒面輪廓的點可以通過圓的方程求出。
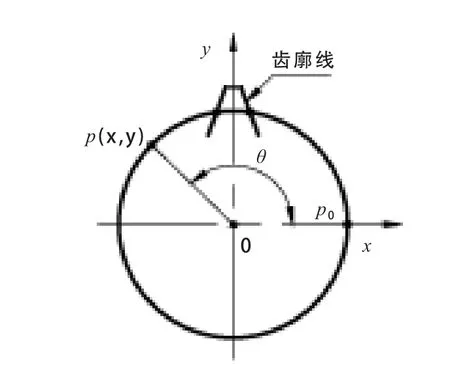
圖2 圓的形成
通過公式(1)(2)、圖2可以根據加工零件的特點合理的選擇蝸桿成型車刀進行成形粗加工直廓環面蝸桿。
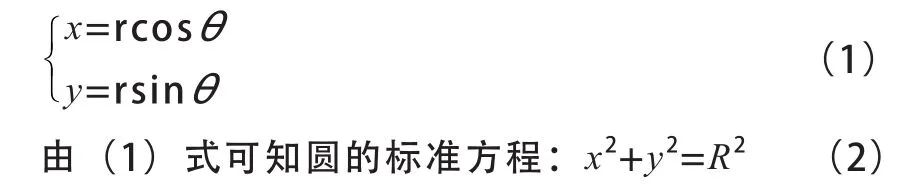
圖2所示,圓的參數方程:
2.2 直廓環面蝸桿齒面修型精加工參數方程
圖3所示,L1是過蝸桿分度圓圓心且與蝸桿軸心線的垂線,L2是過分度圓圓心且與蝸桿齒廓中心相交于點E的直線,L1與 L2的夾角為θ。因為直線L2是蝸桿車刀的中心軸線,可以求出齒廓線上任一點。則有:
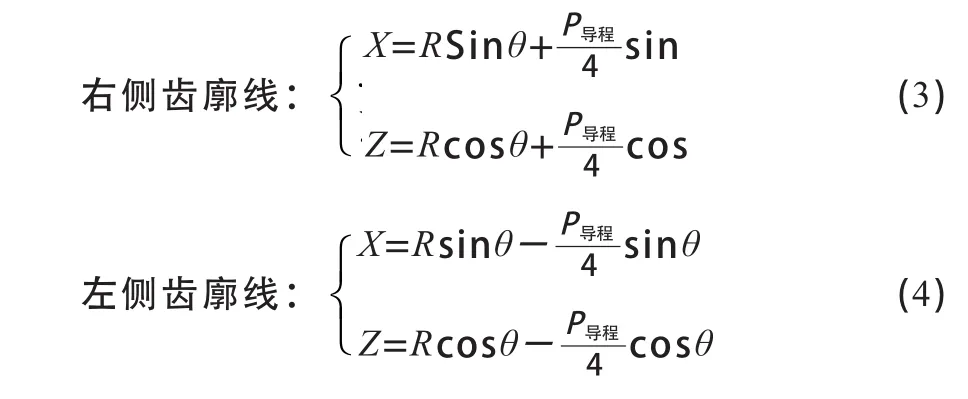
運用公式(3)、(4)可以通過左右偏刀對粗加工的直廓環面蝸桿進行齒面精加工以及齒面修型。

圖3 直廓環面蝸桿齒形原理圖
3 直廓環面蝸桿編程實例
以圖4所示直廓環面蝸桿零件圖為例,數控系統采用FANUC 0i系統,用宏程序編寫直廓環面蝸桿程序。注:編程原點為右端面與軸心線的交點,直廓環面蝸桿零件加工程序如下:
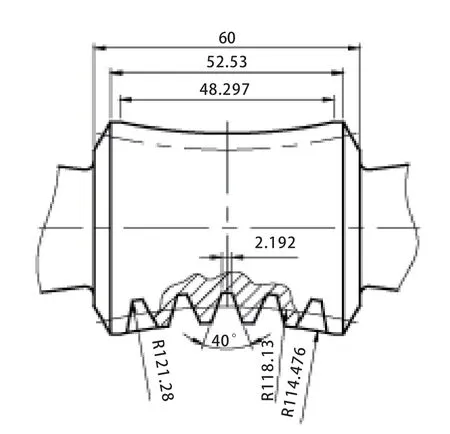
圖4 直廓環面蝸桿零件圖
3.1 粗加工程序(留余量0.3 mm)
O1234;
G90 G98 G40 G00 X100 Z100;
T0101 M08;(35°蝸桿車刀)
M03 S400;
G00 X48 Z-45.937;
#4=0.1;
WHILE [#4 LE 6.804] DO2;
#1=39.063;
#2=-39.063;
WHILE [#1 GE #2] DO1;
#5=9.891*#4/6.804;
#3=SQRT [114.476*114.476-#1*#1];
G32 X[2*#3-#4] Z[#1-85] F[#5];
#1=#1-#5;
END1;
G00 X50;
Z-45.937;
X48;
#4=#4+0.1;
END2 ;
G00 X100 Z100;
M09;
M30;
O2345;(右側齒廓修型)
G90 G98 G40 G00 X100 Z100;
T0101 M08;
M03 S400;
G00 X48 Z-45.937;
#4=0.1;
WHILE [#4 LE 6.804] DO2;
#1=-70.69;
侵權責任的量變應以矯正正義的框架范圍為限,尤其不得超出“平等關系”和“損害填平”兩項質的基礎性規定。局部量變是事物發展過程中的必然現象,也是事物在環境中持續生存的必要條件。但是,當量變超越某個臨界點,就會引發事物屬性的改變而產生質變。矯正正義的兩極性決定了侵權責任僅存在于平等主體關系之內;矯正正義的實質內容是“損害填平”。損害認定是“損害填平”的前提,但由于因果關系的普遍性特征,損害認定同樣不全然是一個事實問題,而必然伴隨著價值判斷。在矯正正義的兩極框架內,整個侵權法在特定社會政策和價值的導向下動態地調整其具體制度的內容,以實現行為人與受害人雙方利益的平衡。
#2=-109.245;
WHILE [#1 GE #2] DO1;
#5=9.891*#4/6.804;
#6=(114.476+#4)*sin[#1]+#5/4*sin[#1];
#7=(114.476+#4)*cos[#1]+#5/4*cos[#1];
G32 X[2*#6-#4] Z[#7-85] F[#5];
#1=#1-0.1;
END1;
G00 X50;
Z-45.937;
X48;
#4=#4+0.1;
END2 ;
G00 X100 Z100;
M09;
M30;
同理,運用公式(4)可以對粗加工的直廓環面蝸桿進行左側齒廓線齒面精加工以及齒面修型。
4 直廓環面蝸桿加工方法及加工注意要點
直廓 環面蝸桿加工方法是在加工直廓環面蝸桿時是通過蝸桿的齒形參數方程,然后運用宏程序通過小段螺紋線逐漸擬合加工出蝸桿,因此在宏程序中的切削深度變量賦值的數值越小精加工的精度越高。運用宏程序數控車削直廓環面蝸桿時刀具根據賦值的參數變量始終以分度圓為母線,按照切削深度逐層遞增車削加工蝸桿。應該特別注意的是直廓環面蝸桿在車削時是通過小段螺紋線逐漸擬合,所以在車削環面蝸桿時每層車削的導程隨著切削深度的變化而變化。
在加工直廓環面蝸桿時注意要點,粗加工可以選擇成型蝸桿車刀,在選擇成型車刀粗加工時,車刀角度必須小于齒廓角度,否則將會產生過切和欠切現象如圖5所示,同時齒廓要預留足夠的精加工余量進行齒面修型。
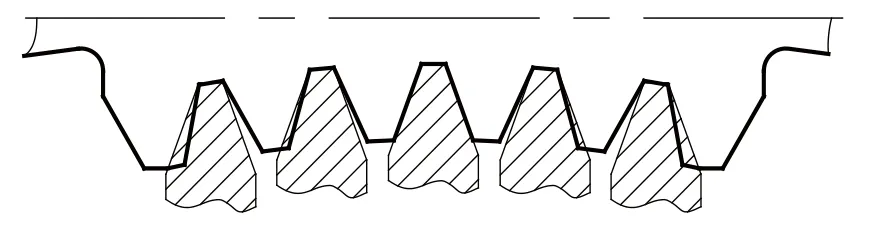
圖5 過切和欠切現象
綜上所述,針對直廓環面蝸桿的加工特點和難點,通過建立直廓環面蝸桿的齒廓形狀數學模型參數方程,然后采用螺紋車削的原理通過宏程序實現小段螺紋線逐層擬合加工出齒廓形狀。提出新的加工方法和加工工藝,成功實現直廓環面蝸桿在數控車床上加工,該方法和生產工藝不僅保證了工件的質量,還降低了生產成本。生產實踐證明該方法在對于精度沒有特別要求時加工直廓環面蝸桿的加工方法簡單,符合實際生產要求。
[1] 吳迎春,白永明.一種數控車削斜橢圓的方法[J].新技術新工藝,2011,(6):27~29.
[2] 丁克會,席平原,周紅斌.參數方程曲線的最優逼近算法及實現[J].機械傳動,2008,32 (6) :57~63.
[3] 北京發那科機電有限公司.FANUC Series Oi Mate-MODEL D車床系統用戶手冊[M].北京:北京發那科機電有限公司,2008.
(P-02)
TG519.1
1009-797X(2016)06-0096-03
A
10.13520/j.cnki.rpte.2016.06.036
韋筱斌(1980-),男,大學本科,研究方向為從事數控專業教育。
2016-02-24
