果園電動(dòng)修剪刀片摩擦磨損性能研究
2016-06-14 17:18:17孫健峰楊洲張慶茂郭亮馮志恒
江蘇農(nóng)業(yè)科學(xué) 2016年4期
孫健峰+楊洲+張慶茂+郭亮+馮志恒


摘要:為了解果園電動(dòng)修剪刀片的耐磨性,采用HT-500高溫摩擦磨損試驗(yàn)機(jī)對(duì)修剪刀片進(jìn)行磨損試驗(yàn)研究,檢測(cè)200~500 g載荷下修剪刀片的摩擦系數(shù),計(jì)算體積磨損率,觀察磨痕形貌,測(cè)量磨痕寬度和磨損面積,探索磨損機(jī)制。研究結(jié)果表明:200~500 g載荷下,摩擦系數(shù)由0.140 3增加到0.401 9;200 g載荷下平均摩擦系數(shù)最小,體積磨損率最大;500 g載荷下平均摩擦系數(shù)最大,300 g載荷下體積磨損率和磨損面積最小;400 g載荷下磨損面積最大。隨載荷增加磨損機(jī)制逐漸向磨粒磨損、黏著磨損和氧化磨損的復(fù)合磨損方式轉(zhuǎn)化。
關(guān)鍵詞:電動(dòng)修剪;刀片;摩擦磨損;摩擦系數(shù);65Mn
中圖分類(lèi)號(hào): S224.4
文獻(xiàn)標(biāo)志碼: A
文章編號(hào):1002-1302(2016)04-0371-03
中國(guó)是水果生產(chǎn)大國(guó),2012年種植面積和產(chǎn)量均居世界首位[1]。果樹(shù)修剪是果園管理的一項(xiàng)重要工作,修剪可有效提高果品產(chǎn)量和品質(zhì)[2-3]。目前我國(guó)果樹(shù)修剪以人工作業(yè)為主,勞動(dòng)強(qiáng)度大,作業(yè)效率低,人工成本高,很多工人為了省力往往生拉硬拽,造成枝干破裂影響果林產(chǎn)量,另外,長(zhǎng)時(shí)間修剪工作會(huì)嚴(yán)重傷害工人的手臂和肩膀,造成肌肉慢性勞損[4-6]。為降低修剪作業(yè)人員的勞動(dòng)強(qiáng)度,提高作業(yè)效率,電動(dòng)和氣動(dòng)修剪技術(shù)在國(guó)內(nèi)逐步得到推廣和應(yīng)用。我國(guó)南方大面積種植的龍眼、荔枝由于其樹(shù)枝硬度高,剪切強(qiáng)度大,制約了電動(dòng)、氣動(dòng)修剪機(jī)具的剪切能力,影響電動(dòng)、氣動(dòng)修剪機(jī)具在南方普及[7-9]。修剪過(guò)程中修剪刀片的抗磨能力決定了修剪機(jī)具的作業(yè)效率、修剪質(zhì)量和刀片的使用壽命,因此對(duì)目前電動(dòng)修剪機(jī)具中常用的修剪刀片進(jìn)行抗磨性能研究就顯得尤為重要。本研究以電動(dòng)修剪機(jī)具中最常用的65Mn彈簧鋼刀片為切入點(diǎn),采用摩擦磨損試驗(yàn)機(jī)研究其磨損情況,通過(guò)體視顯微鏡觀察磨痕形貌,測(cè)量磨痕寬度和磨損面積,計(jì)算體積磨損率,揭示65Mn彈簧鋼磨損機(jī)制,為今后電動(dòng)修剪機(jī)具刀片材料的改進(jìn)提供基礎(chǔ)數(shù)據(jù)。1 試驗(yàn)方法與設(shè)備
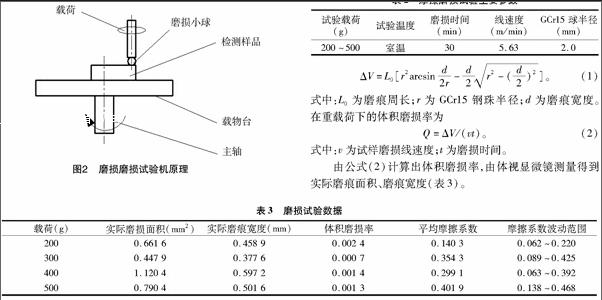
電動(dòng)修剪過(guò)程主要是修剪刀片與果樹(shù)之間的摩擦磨損,由于刀片相對(duì)于果枝較硬,磨損中主要磨損果枝,對(duì)65Mn彈簧鋼的磨損性能表征不明顯,因此本試驗(yàn)中選用GCr15小球?yàn)樯夏樱p更加強(qiáng)烈,更能反映出65Mn彈簧鋼的模型性能。試驗(yàn)中選用電動(dòng)修剪機(jī)具中常用的65Mn動(dòng)刀為下磨樣,成分如表1所示。采用圖1所示HT-500高溫摩擦磨損試驗(yàn)機(jī),磨損溫度為室溫。HT-500高溫摩擦磨損試驗(yàn)機(jī)基本工作原理如圖2所示,將2刀片固定在3載物臺(tái)上,通過(guò)加載試驗(yàn)所需載荷砝碼,啟動(dòng)電機(jī)使4主軸轉(zhuǎn)動(dòng),驅(qū)動(dòng)樣品盤(pán)上的試塊轉(zhuǎn)動(dòng),使其與GCr15鋼球進(jìn)行滑動(dòng)摩擦,通過(guò)壓力傳感器感知加載機(jī)構(gòu)上的載荷F及該面的壓強(qiáng)P,傳遞信號(hào)給機(jī)械摩擦系統(tǒng),由計(jì)算機(jī)檢測(cè)出試驗(yàn)溫度、摩擦系數(shù)等數(shù)據(jù)并進(jìn)行圖形顯示和數(shù)據(jù)存儲(chǔ)。摩擦磨損試驗(yàn)主要參數(shù)見(jiàn)表2。試驗(yàn)中為研究修剪刀片磨損性能,加載200~500 g載荷,磨損時(shí)間為30 min。
2 結(jié)果與分析
2.1 體積磨損量計(jì)算與分析
由表3可知,實(shí)際磨損面積和理論體積磨損率的變化趨勢(shì)基本相同,即先下降后升高。200~300 g載荷時(shí),磨損面積與體積磨損率大幅下降,體積磨損率降幅為70.83%,磨損面積降幅為32.30%,體積磨損率降幅是磨損面積降幅的2.2倍。200 g載荷時(shí),體積磨損率是試驗(yàn)中最高的,但磨損面積并不是最大。300~400 g載荷時(shí),磨損面積與體積磨損率出現(xiàn)明顯上升,體積磨損率增幅為100.0%,磨損面積增幅為150.1%,磨損面積的增幅比體積磨損率的增幅更為明顯。載荷300 g時(shí)磨損面積和體積磨損率最小,體積磨損率最小值為0.000 7,磨損面積最小值為0.447 mm2。磨損面積和體積磨損率變化趨勢(shì)不同是400~500 g載荷時(shí),體積磨損率和磨損面積都有下降的趨勢(shì),但體積磨損率變化較為平緩,磨損面積減少較為明顯。400~500 g載荷時(shí),磨損面積降幅為295%,體積磨損率降幅僅為7.1%,相差22.4百分點(diǎn),比200~300 g載荷時(shí)降幅差值明顯減少,400 g載荷時(shí)體積磨損率為0.001 4,磨損面積為1.120 4 mm2,磨損面積為本次試驗(yàn)最大值。
電動(dòng)修剪刀片與GCr15鋼球的摩擦曲線見(jiàn)圖3。表3表明,隨載荷增加,平均摩擦系數(shù)呈上升趨勢(shì)。200 g載荷時(shí),平均摩擦系數(shù)為試驗(yàn)中最小,為0.140 3,摩擦系數(shù)在0.062~0220范圍內(nèi)波動(dòng);載荷300 g時(shí),平均摩擦系數(shù)發(fā)生了突變,由0.140 3上升到0.354 3,增幅152.5%,摩擦系數(shù)波動(dòng)差值為試驗(yàn)中最大,差值為0.336;400 g載荷時(shí),摩擦系數(shù)降低了0.054 3,達(dá)到0.299 1,與載荷300 g摩擦系數(shù)比較相近。500 g 載荷時(shí),摩擦系數(shù)突然上升,由0.299 1增加到 0.401 9,增幅34.4%。由圖3可知,200 g載荷時(shí),摩擦系數(shù)波動(dòng)比較大,300~500 g載荷時(shí),摩擦系數(shù)比較平穩(wěn),穩(wěn)定在一個(gè)較小的范圍內(nèi)波動(dòng)。
2.2 磨損機(jī)制分析
圖4為200 g載荷時(shí)磨痕部分形貌,磨痕中出現(xiàn)剝離的斷面,較淺的犁溝,磨痕寬度為0.458 9 mm。磨損前出廠的電動(dòng)修剪刀片表層經(jīng)過(guò)打磨,比較光滑,200 g載荷較小,鋼球摩擦修剪刀片表層,摩擦系數(shù)較低,只有0.1403左右,修剪刀片表面形貌微小起伏對(duì)摩擦系數(shù)波動(dòng)影響較大,因此載荷200 g時(shí)摩擦系數(shù)波動(dòng)較大。圖5為300 g載荷時(shí)磨痕部分形貌。圖6中同樣有剝離的斷面,比200 g載荷時(shí)犁溝更深,這些是由黏著磨損[11]和氧化磨損[12]造成的。300 g 載荷時(shí)的磨損機(jī)制以微切削為主,伴隨有黏著磨損。圖6為400 g載荷時(shí)磨痕形貌。圖6中也可清晰地看出剝離的斷面,深度不同的犁溝。400 g載荷與300 g載荷的摩擦系數(shù)相差不大,變化規(guī)律也近似,都是急速上升后在一定的范圍內(nèi)波動(dòng),相比較300 g載荷時(shí),400 g載荷的摩擦系數(shù)略有減小。這是因?yàn)殡S載荷增加,磨痕深度加深,修剪刀片表層被磨損,鋼球深入修剪刀片內(nèi)部,摩擦系數(shù)前期呈近似直線增大(修剪刀片表面磨損部分),增大到某一定值后在其附近波動(dòng)(修剪刀片內(nèi)部磨損部分)。圖7為500 g載荷時(shí)磨痕形貌,可清晰看出黏著磨損、磨粒磨損以及載荷過(guò)大引起的塑形變形。從數(shù)值上看,500 g載荷下的摩擦系數(shù)比400 g載荷下的摩擦系數(shù)增大0.102 8。從狀態(tài)上看,500 g載荷對(duì)于刀片的組織有很大的影響,刀片發(fā)生了塑形變形,因而摩擦系數(shù)增大了許多。因此400 g載荷以下,磨損以微切削為主,伴有黏著磨損,氧化磨損。400 g載荷以上磨損機(jī)制逐漸向磨粒磨損、黏著磨損、氧化磨損的復(fù)合磨損方式轉(zhuǎn)化。
3 結(jié)論
為了解果園電動(dòng)修剪刀片的耐磨性,本試驗(yàn)以電動(dòng)修剪刀片中常用的65Mn彈簧鋼為切入點(diǎn),采用HT-500高溫摩擦磨損試驗(yàn)機(jī)對(duì)修剪刀片進(jìn)行磨損試驗(yàn)研究,測(cè)定200~500 g 載荷下的摩擦系數(shù),計(jì)算體積磨損率,采用體視顯微鏡觀察磨痕形貌,測(cè)量磨損寬度和磨損面積,探索磨損機(jī)制,試驗(yàn)結(jié)果表明:
(1)200~500 g載荷下,摩擦系數(shù)由0.1403增加到0.401 9;200 g載荷下平均摩擦系數(shù)最小,為0.140 3,體積磨損率最大,為0.002 4;500 g載荷下平均摩擦系數(shù)最大,為0401 9;300 g載荷下實(shí)際磨損率和體積磨損面積最小,最小值分別為0.000 7和0.447 9 mm2;400 g載荷下磨損面積最大,最大值為1.120 4 mm2。隨載荷增加磨損機(jī)制逐漸向磨粒磨損、黏著磨損和氧化磨損的復(fù)合磨損方式轉(zhuǎn)化。
(2)隨載荷增加,修剪刀片的磨損量增大,刀片的壽命縮短。由體積磨損率可知,300 g載荷下,65Mn彈簧鋼刀片的體積磨損量最少,電動(dòng)修剪刀片在此載荷下工作最為理想。
參考文獻(xiàn):
[1]中國(guó)國(guó)家統(tǒng)計(jì)局.國(guó)際統(tǒng)計(jì)年鑒:2012[M]. 北京:中國(guó)統(tǒng)計(jì)出版社,2012:102-106.
[2]王海波,劉鳳之,王孝娣,等. 我國(guó)果園機(jī)械研發(fā)與應(yīng)用概述[J]. 果樹(shù)學(xué)報(bào),2013,01(1):165-170.
[3]吳良軍,楊 洲,段潔利,等. 龍眼樹(shù)枝修剪機(jī)具刀片切割力的影響因素試驗(yàn)[J]. 農(nóng)業(yè)工程學(xué)報(bào),2012,28(24):8-14.
[4]王慰祖,陸華忠,楊 洲,等. 荔枝龍眼園機(jī)械化現(xiàn)狀調(diào)查分析[J]. 農(nóng)機(jī)化研究,2012,34(3):237-241.
[5]洪添勝,楊 洲,宋淑然,等. 柑橘生產(chǎn)機(jī)械化研究[J]. 農(nóng)業(yè)機(jī)械學(xué)報(bào),2010,41(12):105-110.
[6]楊 杰,賴(lài)碧丹,李賢良,等. 從農(nóng)村勞動(dòng)力現(xiàn)狀探討果園應(yīng)對(duì)農(nóng)村零工緊缺的措施[J]. 南方園藝,2013,24(2):54-56.
[7]孟 蕊,邱瑞珍,高俊奎.電動(dòng)工具用鋰離子電池的開(kāi)發(fā)和性能研究[J]. 電源技術(shù),2007,31(1):30-33.
[8]曹滌環(huán),劉建武.果樹(shù)林木修剪創(chuàng)傷及傷口處理技術(shù)[J]. 果農(nóng)之友,2012(12):29.
[9]呂瑞國(guó),李京軍,阮細(xì)保.100t轉(zhuǎn)爐-鋼包爐精煉-連鑄生產(chǎn)65Mn彈簧鋼的工藝實(shí)踐[J]. 特殊鋼,2005,26(4):52-53.
[10]沈龍光,張慶茂,宋 杰,等. 鐵基合金激光熔覆層的高溫磨損性能[J]. 強(qiáng)激光與粒子束,2009,21(5):658-662.
[11]孫健峰,李 勝,張慶茂.鈷基合金微弧火花沉積層磨損性能研究[J]. 機(jī)電工程技術(shù),2011,40(1):58-60,100.
[12]辛禮兵. 磨損機(jī)理的研究與探討[J]. 安徽職業(yè)技術(shù)學(xué)院學(xué)報(bào),2006,5(4):11-14.夏晶晶,王廣海,呂恩利,等. 果蔬氣調(diào)保鮮液氮充注汽化模型的構(gòu)建與驗(yàn)證[J]. 江蘇農(nóng)業(yè)科學(xué),2016,44(4):374-376.