用差動機構提高雙頭螺栓一次裝配成功率
2016-06-17 07:36:44撰文張克文李彬
中國機械 2016年1期
撰文/張克文 李彬
?
用差動機構提高雙頭螺栓一次裝配成功率
撰文/張克文李彬
本文所闡述的就是如何利用差動機構來提高雙頭螺栓一次性裝配的成功率(合格率)。由于差動槽的存在,傳動桿左旋,柱銷在差動槽內左旋至后位,此時傳動桿在軸向有向后的位移從而使得套筒和雙頭螺栓的鎖緊力消除或減小。從而可以看出,本案中當風動工具提供一個較小的扭矩就可以使得傳動桿左旋,從而消除套筒和雙頭螺栓的鎖緊力。雙頭螺栓;一次性裝配
■230022合肥匯凌汽車零部件有限公司安徽合肥
雙頭螺栓(Stud),也叫雙頭螺絲或雙頭螺柱。用于連接機械的固定連接功能,雙頭螺栓兩頭都有螺紋,中間有螺桿,可以是右旋螺紋也可以是左旋螺紋。一般用于礦山機械,橋梁,汽車,摩托車,鍋爐鋼結構,吊塔,大跨度鋼結構和大型建筑等,特別是在汽車領域里使用相當廣泛。
由于雙頭螺栓具有它本身的特殊性,沒有普通螺栓所具有的方便裝配拆卸的外六角或內六角,所以雙頭螺栓的裝配就有其特點。目前有兩種裝配工藝方法具有代表性:①、在非裝配的螺紋端裝上兩個螺母,將其擰緊相互互鎖,然后擰動螺母將雙頭螺栓擰緊裝配孔中,最后將兩個互鎖的螺母松開取下;②、使用裝配套筒,該套筒的一端設有相應的螺紋孔(與非裝配螺紋端連接),在螺紋孔的底部設有一個鋼球孔,在裝配的過程中使得鋼球和雙頭螺栓的端部接觸產生鎖緊力,帶動雙頭螺栓完成裝配作業。這兩種方法各有利弊,其第一種方法的缺點就是工作效率低,但能保證雙頭螺栓的裝配質量,螺栓不會松動或被擰下;第二種方法,大大的提高了裝配效率,但同樣避免不了在取下裝配套筒的時候會帶動雙頭螺栓,使得雙頭螺栓松動或被擰下的結果,因為我們知道在裝配擰緊螺栓的時候,螺栓與工件間的鎖緊力和螺栓與裝配套筒間的鎖緊力大小是一樣的,在取下裝配套筒的時候就必然會將雙頭螺栓帶出或是松動,一次性成功裝配率比較低。
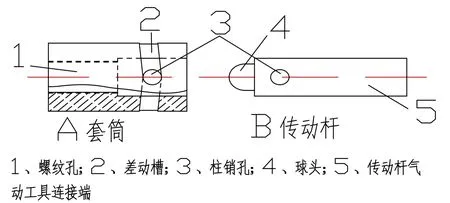
圖1
本文所闡述的就是如何利用差動機構來提高雙頭螺栓一次性裝配的成功率(合格率)。
1 概述
針對雙頭螺栓裝配的特性,我們設計了一種專用的工具,本工具由套筒和傳動桿以及柱銷組成。(如圖1)
套筒A中的螺紋孔1可以根據產品的需要制作不同規格的螺紋孔(本案以M10右旋雙頭螺紋為例)。當風動工具帶動傳動桿右旋時,柱銷在差動槽內右旋帶動套筒右旋,雙頭螺栓進入螺紋孔1和裝配孔內,雙頭螺栓的端部和傳動桿的球頭接觸產生鎖緊力,將雙頭螺栓擰入裝配孔鎖緊,當風動工具左旋時,由于差動槽的存在,傳動桿左旋,柱銷在差動槽內左旋至后位,此時傳動桿在軸向有向后的位移從而使得套筒和雙頭螺栓的鎖緊力消除或減小,柱銷帶動套筒左旋,套筒輕松取下而雙頭螺栓和工件的連接是緊固的牢靠的。
2 原理分析
差動機構就是將兩個有差異或獨立的運動合成為一個運動,或者將一個運動分解為兩個有差異的運動機構。本文就是用了兩個不同的螺紋升角組合成的差動機構,差動槽的螺紋升角λ2比雙頭螺栓的螺紋升角λ1小,也就相當于差動槽所形成的螺紋的螺距P2小于雙頭螺栓的螺距P1。
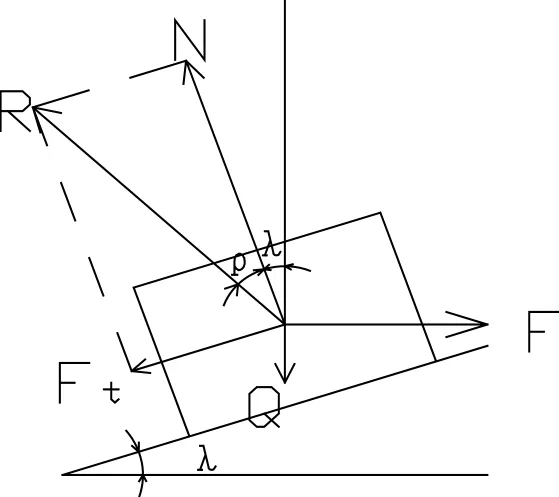
圖? 2
根據螺旋副的受力分析如圖2(本圖以矩形螺紋為例),滑塊處于穩定狀態時,上升載荷Q、圓周力F的關系為:

當螺旋副轉動時為克服螺紋中的阻力所需要的轉矩為

由②式中看到正切函數在(-∏/2,∏/2)之間為單調曾函數,也就是說當Q為一定值,ρ也為一定值時,T隨著λ值的增大而增大,所以:當λ2<λ1時,T2<T1.
從而可以看出,本案中當風動工具提供一個較小的扭矩就可以使得傳動桿左旋,從而消除套筒和雙頭螺栓的鎖緊力,使得雙頭螺栓和套筒的鎖緊力小于雙頭螺栓和工件的鎖緊力,在這種情況下就能輕松的取下套筒而不會引起雙頭螺栓與工件之間的連接松動或擰出。
3 結論
由上述可以看出,本文所提出的利用差動機構來提高雙頭螺栓一次性裝配的成功率是可實施的,對裝配效率的提高以及裝配質量都有極高的幫助,避免因一次裝配不成功再次裝配而導致雙頭螺栓和工件螺紋孔的配個精度,對汽車發動機、排氣管法蘭的裝配精度都有極高的提升。
參考:
[1] X技術網連接:http://www. xjishu.com/zhuanli/14/20070188355. html
[2]百度百科 《雙頭螺栓》http://baike.baidu.com/link?url=9sWz fvsZOH9J4s7YVFGOX6E1HRSmORGgUzo4 4VxxsbzInQ N8WboEi4DvcMWh9ewtYUQ3 Cp1nleFUacn19bna
[3]《機械原理與機械零件》高等教育出版社1987年 第148頁
