
雙線螺紋車削加工的技術以及精度改進方法
2016-06-21 05:50:27撰文陳天金
中國機械 2016年6期
撰文/陳天金
■526060 廣東省肇慶市工業貿易學校 廣東 肇慶
?
雙線螺紋車削加工的技術以及精度改進方法
撰文/陳天金
■526060 廣東省肇慶市工業貿易學校 廣東 肇慶
摘要:雙線螺紋相比單線螺紋有著精度和應用上的優勢,因此其加工技術在機床加工中得到了更加廣泛的應用。本文從闡述雙線螺紋車削加工的技術現存的問題入手,對于雙線螺紋車削加工精度的改進方法進行了分析。關鍵詞:雙線螺紋;車削加工;精度改進
機械制造業中采用數控車削的方法加工螺紋是目前最常用的方法,這主要是因為而在日常的加工過程中 積屑瘤、機床和刀具等因素對數控車床螺紋加工精度產生的影響,從而影響了產品的質量,因此可以認為保證車削精度是其加工重點。在這一前提下對于雙線螺紋車削加工的技術以及精度改進方法進行分析就有著很高的必要性了。
雙線螺紋車削加工的技術現存問題
a積屑瘤
由于在零件的加工過程中工件材料通常是被被擠裂的,因此這意味著切屑會對于刀具產生較大的壓力,并且在摩擦力的影響下出現很高的切削熱。正是在這種高溫高壓下與刀具前面接觸的部分切屑會受到于摩擦力的影響而出現“滯留層”,在摩擦力進行結合之后,“滯流層”中的一些材料就會粘附在刀具附近,從而成為了積屑瘤。積屑瘤對于雙線螺紋車削加工帶來的不利影響首先體現在,積屑瘤的存在往往會導致一個形成、脫落、再形成、再脫落的過程,在這一過程中存在著一些脫落的積屑瘤會粘附在工件表面上,從而導致刀具刀尖的位置受到不必要的影響。此外,正是因為積屑瘤的存在,導致了刀刃的鋒利度受到了很大的影響,因此在加工過程中會對于加工的質量與精度產生不利的影響。
b機床和刀具
機床和刀具帶來的影響也是不容忽視的。由于當今時代的制造對于切屑效率的要求在不斷的提升。因此這意味著當今的加工切削量的逐漸變大。但是在加工一些工件時,受到機床和刀具的影響容易導致扎刀現象而扎刀現象影響加工的精度和加工效率。此外,機床和刀具帶來的影響還體現子使得零件的表面粗糙度提升并且出現加工硬化,最終也促使了刀具磨損速度的加快。針對這些問題,工作人員應當在刀具、和機床等方面采取合理的措施。
c振動誤差
在機械加工中產生的振動,如果按照誤差產生的原因來分類,那么可以發現,其都具有自由振動、受迫振動和自激振動,與機床、夾具、刀具和工件組成的工藝系統的動態特性有關,許多因素共同造成了振動誤差
雙線螺紋車削加工精度改進方法
a合理采取消振措施
車削示接觸面較大引起震紋:處理方法,減少被吃刀量。在精車螺紋時精車一遍后修改Z軸的起點在精車一遍。如精車時Z軸起點坐標Z6.0,精車一遍后,修改Z軸坐標Z6.05繼續精車一次。修改Z軸坐標一般要往正值修改不要修改成Z5.95。刀具刃磨螺旋升角過小,裝夾刀具時過低或太高會在車削過程中出現震紋: 處理方法,刃磨刀具時要仔細計算所加工工件的螺旋升角,裝夾刀具是盡量裝夾到工件的正中心,不可偏低,可稍高點的位置。刀具不夠鋒利,造成硬擠出現震紋: 處理方法,刀具要刃磨鋒利,刃傾角要大,切削刃要平直。
b刀具參數的選用
雙線螺紋車削加工精度改進需要著眼于刀具參數的合理選用。工作人員在刀具參數選用時應當針對雙線螺紋車削的類型即低速車削來優先選擇高速鋼材料的刀具。此外,工作人員在刀具參數選用時還應當根據我國有關規定來對于牙型角進行確認,從而能夠確保在實際的加工過程中粗車刀兩刃的夾角可以小于牙型角,從而能夠使得車削加工更加符合基本切削的規律。
c切削用量的選用
雙線螺紋車削加工精度改進的關鍵是切削用量的選用。削參用量的選用具有極為重要的意義。這主要是考慮到不同類型的絲錐,不同的加工條件,不同的工件材質需要不同的切削用量。舉例來說由于高速鋼絲錐與硬質合金絲錐在相同的條件下線速度差別很大,因此在轉速范圍內,需要將高速鋼絲錐的線速度控制在20M / MIN以內,如果過快或者是過慢都會導致絲錐的失效現象,因此選擇合適的切削用量就達到比較高的刀具壽命。
d編程實例
雙線螺紋車削加工精度改進需要建立在刀具正確安裝的基礎上。這是為了便于左右切削并且留有精車余量。精車時可以選用高速鋼梯形螺紋精刀,車刀的徑向前角為0o,兩側切削刃之間的夾角等于牙型角,為了保證兩側切削刃切削順利,都帶有磨有較大前角的卷屑槽,要注意的是,車刀前端切削刃不能參與切削,從而能夠避免車刀損害現象的出現。以華中數控HNC-21/22T的G82指令編程加工 M30螺紋導程為3mm雙頭螺紋為例子來進行說明,其簡易公式為:
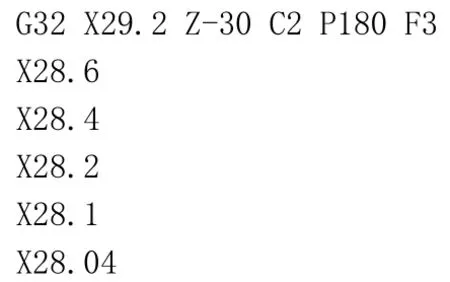
在每一個步驟中,都以固定循環指令來進行編程,就能夠促進其編程效率有效提升。
結束語
工作人員通過雙線螺紋車削加工編程可以的分析并且了解車削加工過程中產生振動的原因,就能夠在此基礎上采取相應的減振措施,從而能夠有效的提高了機床及刀具的工藝性能,廷長了機床及刀具的使用壽命,最終可以順利的提升工件表面質量和勞動生產率。
參考:
[1]陶慧.淺談雙線螺紋在數控車床上的加工[J].科技視界.2015,10(05):23-25.
[2]李東亞,宋天麟.淺談數控車床車削雙線螺紋的方法[J].機電工程技術.20115,10(15):27-30.
[3]陳旻旻.淺談雙線螺紋在數控車床上的加工[J].科技致富向導.2014,09(25):68-70.
