
某機型挖掘機動臂故障分析與改進
2016-06-21 02:49:22撰文王應軍
中國機械 2016年5期
撰文/王應軍
■廈門廈工機械股份有限公司
?
某機型挖掘機動臂故障分析與改進
撰文/王應軍
■廈門廈工機械股份有限公司
針對某機型挖掘機動臂典型結構形式,根據市場使用過程中出現的故障情況對結構件進行切割分析,提出相應的改進措施,對降低市場結構件的故障率,提高客戶滿意度具有重要意義。挖掘機;動臂;前叉;后支撐;焊縫開裂
動臂是挖掘機在工作過程中直接承受荷載的主要受力部件,動臂的損壞通常既要承受疲勞荷載,還要承受沖擊荷載,雖然在實際工作中工作應力沒有達到設計條件的許用應力,但由于長期的交替荷載變化對工件造成損壞,同時由于客戶在使用中的不規范操作,使動臂的使用壽命大為縮短,動臂開裂現象經常發生。為了徹底了解故障的原因,從動臂的結構型式,開裂部位的外部狀況和內在因素分析結構件發生破壞的特征,揭示破壞的原因,從工藝與設計方面提出解決方法,進一步提高產品質量,提高結構件的使用性能。本文對該結構件故障原因進行分析,提出改進措施。
動臂的結構形式
動臂屬于對稱的箱型結構,由上蓋板、下蓋板、左右側板、前叉與后支撐組成,如圖1所示, 材質均為焊接性能良好的低碳合金高強度鋼Q345B
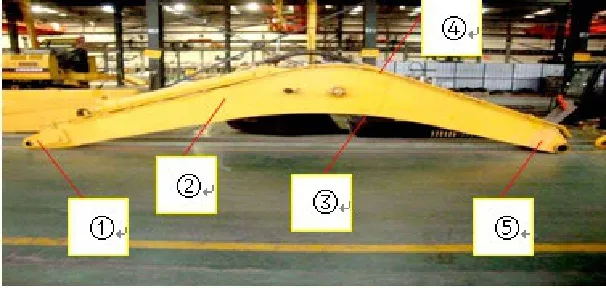
圖1 ①前叉 ②左右側板 ③下蓋板④上蓋板 ⑤后支撐
故障件現象描述
某機型挖掘機動臂出現故障,從市場返回結構件外觀看,①前叉側板與③下蓋板出現焊縫開裂情況、⑤后支撐上蓋板與④后段上蓋板截面突變處出現焊縫與母材開裂情況。為了了解結構件開裂的具體原因,對動臂開裂部位進行切割并進行酸洗觀看焊縫內部情況。
a外觀

①前叉開裂情況(圖2)

后支撐開裂情況(圖3)
b內部
對前叉與后支撐開裂部位切割發現:①前叉內部加強板母材本身開裂、加強板與前叉側板連接焊縫兩邊整條出現開裂(圖4、圖5),同時隔板內部圓孔邊出現放射狀裂紋(圖6),經對加強板與側板連接焊縫切割發現隔板熔深只有1mm(圖7),故判定前叉外部焊縫開裂是由內部隔板焊縫與母材開裂引起的。

圖4

圖5
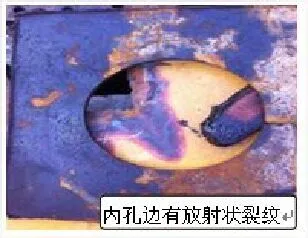
圖6

圖7
②后支撐內部隔板角焊縫偏焊,熔深僅1mm左右(圖8),內部隔板出現整條角焊縫開裂,外部后支撐上蓋板拐角處只是微裂,故判定后支撐上蓋板和角焊縫開裂是內部隔板焊縫先裂后引起的(圖9)
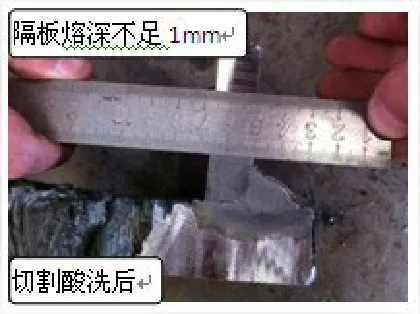
圖8

圖9
c原因分析
①由于現場沒有焊接前叉與后支撐的專用焊接變位機,焊接前叉與后支撐時平放置在地板上,在工藝上只能采用采用角焊縫焊接,,導致前叉與后支撐內部隔板偏焊熔深不足,焊腳尺寸不夠,使內部焊縫開裂。②由于客戶在使用過程中的不規范操作,如掃平、撞擊等力度太大,導致前叉與后支撐內部加強板產生頻繁的扭曲變形,使前叉與后支撐內部焊縫開裂。③前叉與后支撐內部圓孔直徑太大,消弱了動臂前叉與后支撐截面的抗扭能力。④前叉加強板孔邊緣的放射狀裂紋,表明加強板強度不足,使加強板與側板焊縫開裂。⑤后支撐上下蓋板外側上下蓋板形狀突變,成為應力集中點,當內部焊縫開裂后,后支撐在截面突變處開裂(圖10)。

圖10
d處理措施
①制作專用的前叉(圖11)與后支撐(圖12)專用焊接變位機,對焊接工藝進行變更,由角焊縫改為船型焊,即保證熔深又保證焊縫尺寸(圖13)

圖11 前叉焊接變位機

圖12 后支撐焊接變位機

圖13 切割酸洗后
②為了增加前叉與后支撐的強度,將前叉與后支撐的內部加強隔板板厚由12mm增至16mm,焊縫尺寸由8*8mm增至更改為12*12mm,同時將加強隔板中間圓孔孔徑由?200mm縮減至?100mm 。③為了增加前叉與后支撐的整體抗扭強度,在前叉(圖14)與后支撐(圖15)側面增加8mm的加強貼板,減少動臂動作頻繁引起的發生變形。④為了減少后支撐上下蓋板結構突變引起的應力集中,在后支撐應力突變處增加4塊加強板(圖16)。

圖14 前叉加強板

圖15 后支撐加強板
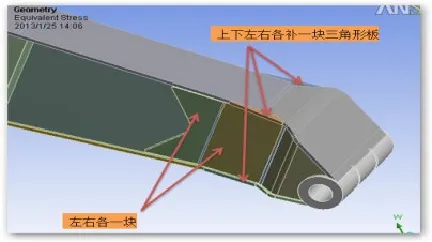
圖16 截面突變處加強板
⑤在工藝上對后支撐的裝配與焊接順序進行變更,由原來的上下蓋板、左右側板與隔板整體裝配后焊接改為:先裝配后支撐上下蓋板與左右側板,然后對內部焊縫進行焊接,再按裝配內部隔板,最后在專用后支撐焊接變位機上完成隔板焊縫的焊接(圖17)。

圖17 后支撐工藝改善
⑥對后支撐截面突變處的4塊加強板,為了保證與側板邊緣的融合,工藝上采用X型350坡口,鈍邊2mm,焊接時先對上面焊縫打底焊接,然后反面清根,保證根部焊縫熔合,再采用多層多道焊,兩面交替施焊的順序,以使每側引起的變形最后都得以抵消。焊接時板邊端頭與側板邊緣焊縫要適當延長,保證與側板光滑過度,焊接完成后打磨平整,避免形成新的應力集中點。⑦由于顆粒過渡焊接的電弧穿透能力強,電弧穩定,焊縫成型好,熔深大,可以提高力學性能,因此該動臂前叉與后支撐內部焊縫采用顆粒過渡焊接。⑧焊接工藝參數確定:采用CO2氣體保護焊,焊絲采用JM-58焊絲,焊絲直徑φ1.2mm.焊接電壓34-38V,焊接電流350-400A。
結論
目前,這些改進在后續結構件的現場生產中已經完全實行,改進后的整機結構件使用良好,使用過程中的安全性和可靠性大大提高,從市場用戶使用時間統計來看,改善后的結構件使用時間比原來提升3倍,結構件故障率明顯降低,得到了廣大用戶的認可,提高了用戶對本產品的滿意度。
參考:
[1]姜煥中.電弧焊及電渣焊.機械工業出版社.2004.
[2]黃祥金.某型挖掘機回轉平臺支座焊縫開裂原因分析.工程機械,2013(5).
作者簡介:
王應軍(1970-),男,福建廈門人,工程師,學士,研究方向:焊接質量控制。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
汽車維修與保養(2019年7期)2020-01-06 03:30:42
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車維護與修理(2016年10期)2016-07-10 08:17:41
銅業工程(2015年4期)2015-12-29 02:48:39
汽車維修與保養(2015年6期)2015-04-17 03:31:50
設備管理與維修(2015年12期)2015-04-09 06:57:24
