鋁合金充液成形關鍵技術及其發(fā)展研究
2016-06-21 15:06:11郎利輝孫志瑩北京航空航天大學機械工程與自動化學院
鍛造與沖壓 2016年14期
文/郎利輝,孫志瑩·北京航空航天大學機械工程與自動化學院
崔禮春·安徽江淮汽車股份有限公司
張淳·天津市天鍛壓力機有限公司
鋁合金充液成形關鍵技術及其發(fā)展研究
文/郎利輝,孫志瑩·北京航空航天大學機械工程與自動化學院
崔禮春·安徽江淮汽車股份有限公司
張淳·天津市天鍛壓力機有限公司
本文介紹了汽車鋁合金覆蓋件充液成形工藝及成形的關鍵技術。結合了充液成形的優(yōu)勢、對成形質量的優(yōu)勢及其發(fā)展研究,對淺拉深的鋁合金汽車覆蓋件進行研究,采用有限元分析技術與試驗驗證相結合,減少汽車覆蓋件在制造過程中破裂、起皺及回彈失穩(wěn)的發(fā)生,促進國內全車身鋁合金汽車制造業(yè)的發(fā)展。
充液成形介紹
目前僅有1%的汽車為全鋁車身,主要原因是全鋁車身的成本太高。以鋁代替?zhèn)鹘y(tǒng)的鋼鐵制造汽車,可使整車重量減輕30%~40%;用鋁制造發(fā)動機,可減重30%;鋁制散熱器比相同的銅制品輕20%~40%;轎車鋁車身比原鋼材制品輕40%以上,所以用鋁材代替鋼鐵制造汽車減重效果顯著。但鋁合金板材在其傳統(tǒng)沖壓制造領域中是較難成形與控制的零件,而先進成形制造業(yè)中充液成形對提高零件表面質量有其明顯的優(yōu)勢。
充液拉深是指采用液態(tài)的水、油等作為傳力介質,代替剛性的凹模,使坯料在傳力介質的壓力作用下貼合凸模面成形。液壓拉深在國際上的叫法很多,如:hydraulic draw,Aqua-draw,fluid former,counterpress deep drawing,hydraulic forming,hydro-mechanical deep-drawing等。圖1所示為普通拉深與充液成形的對比,從圖中可以看出充液成形是板料與模具之間在成形初期就產生了有益摩擦,并在壓邊圈與凸模之間產生軟拉延筋,有利于板料成形,這是充液成形最主要的特征。

圖1 普通拉深與充液成形的對比
充液成形技術主要包括球形容器液力成形、板材充液成形和內高壓成形技術。近幾年來,由于結構輕量化和結構整體化以及復合成形技術的需要,內高壓成形技術得到了長足的發(fā)展,應用于汽車大批量產品的生產中,航空航天和國防等領域的許多產品也采用了此種成形技術。圖2為內高壓成形技術原理圖。板材充液成形技術現(xiàn)在主要應用于多品種小批量產品的生產中,可以成形復雜結構薄壁零件,圖3為其一種典型方法的成形原理。
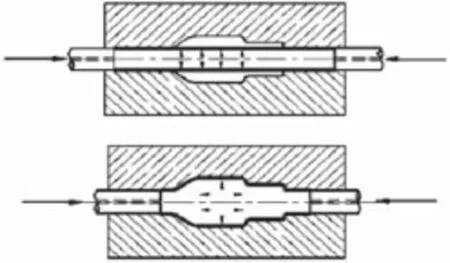
圖2 內高壓成形原理圖
車身外覆蓋件對表面質量要求很高,而采用冷沖壓技術成形鋁合金板材往往會劃傷其表面并易在表面形成“桔皮”,很難通過修復或噴漆的方法來消除其對外覆蓋件外觀曲面光順和光照效果的影響。充液成形技術由于采用流體介質替代剛性凹模,由此在解決難成形問題的同時會很好地解決表面質量問題。
對于鋁合金來說,由于材料的硬化指數(shù)n值低,屬于加工硬化效果較弱的材料,只有通過較大的變形才能實現(xiàn)較理想的硬化,而汽車覆蓋件部分部位相對較淺,普通拉深成形過程中,覆蓋件面板部分由于摩擦及受剛性拉深凸模底部圓角的約束,坯料與覆蓋件拉深凸模底部接觸后不再發(fā)生變形,變形只發(fā)生在未接觸部分,使得覆蓋件上先期與拉深凸模接觸的部分變形量小,后期與拉深凸模接觸的部分變形量大,由此導致覆蓋件存在變形不充分且不均勻的問題,應變硬化效果差,影響覆蓋件的整體結構剛度和整體承載能力。鋁合金汽車覆蓋件達到一定的剛度必須以增加板料厚度為前提,但會造成材料的浪費,車身減重效果差,背離了采用鋁合金實現(xiàn)汽車輕量化的目的。
為克服普通拉深所產生的變形量小、變形不均勻的問題,利用液壓先進行預脹(圖4a)變形,再進行液壓作用下的充液拉深成形(圖4b),整個成形過程中面板部分經歷兩次變形,硬化效果顯著。因此,能夠提高鋁合金覆蓋件的可成形性、改善變形均勻性的充液拉深成形技術是鋁合金等低塑性、難成形輕質材料板材零件成形的有效途經。
國內外大噸位充液成形裝備不斷快速的發(fā)展,圖5為SPS公司生產的大型板式充液成形機,國內不斷研究,對其設備的關鍵技術得到了突破,不再受限于國外的技術,目前開發(fā)了很多大型設備,并得到了應用,如天津市天鍛壓力機開發(fā)了充液成形設備,是國內市場的領軍企業(yè)。
鋁合金成形性能
鋁與其合金元素形成的二元相圖,多數(shù)情況下,在富鋁的一側形成具有共晶轉變的有限固溶。
如圖6所示,以最大熔接點D為界限,當合金元素量低于D時,合金加熱后可形成具有良好的塑性和便于壓力加工的單向溶體,根據其性能稱為“形變鋁合金”;合金元素量大于D時,合金加熱后會形成塑性差,但流動性好的共晶組織,由于其適合鑄造,稱為“鑄造鋁合金”;對于某些耐熱鋁合金(個例),雖然合金元素量超過最大溶解度D點,并且仍能進行鑄造加工,但仍屬于“形變鋁合金”。
在各行各業(yè)應用中,以形變鋁合金為主,所以了解形變鋁合金的分類十分重要,如圖7所示。本試驗選用5182鋁合金,該合金為熱處理可強化型鋁合金,是汽車內蓋板較適合的材料,外觀質量要求較低,但小特征較多。

圖4 預脹充液拉深成形過程

圖5 SPS公司生產的大型板式充液成形機

圖6 鋁合金典型狀態(tài)圖
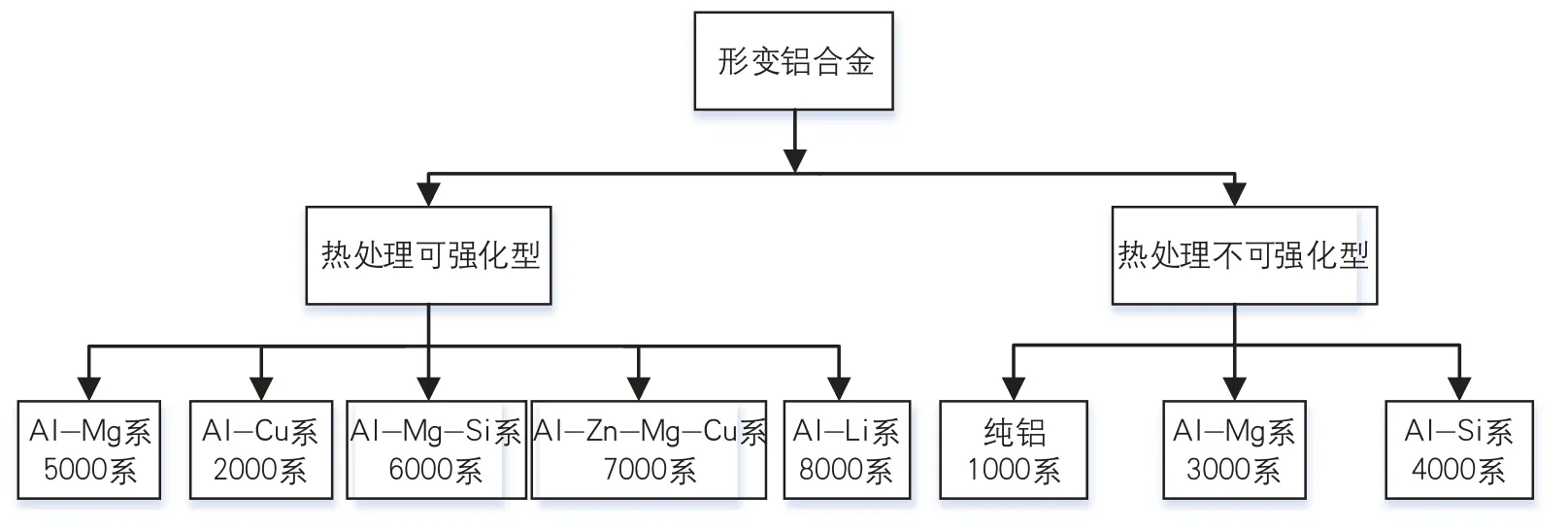
圖7 形變鋁合金的分類
充液成形的工藝
板材液壓拉深成形思想可以追溯到二十世紀五、六十年代。日本學者春日保男首次提出將液壓直接作用于毛坯上的強制潤滑拉深法,并且指出凹模圓角處板材垂直拉深力是決定溢流壓力的重要因素,還在假設平面應變狀態(tài)條件下,計算出了凹模圓角部分所能封住液壓數(shù)值以及溢流壓力與壓邊力、液壓油種類、凹模圓角、凸模圓角之間的關系,并利用數(shù)學解析方法解釋了摩擦保持效果和溢流潤滑效果是提高充液拉深成形極限的根本原因,這是理論上系統(tǒng)地對充液拉深工藝的最早研究。之后,在自然增壓條件下,又研究了液室壓力與板材厚度、凹模圓角、壓邊力、拉深比之間的關系,推導出溢流壓力的理論公式,并通過鋁、軟鋼、黃銅等材料進行筒形件試驗,預測拉深過程的液壓變化趨勢。圖8為國內先進企業(yè)自行開發(fā)的先進充液成形裝備及汽車覆蓋件特種模具。

圖8 汽車覆蓋件模具與設備
在高壓充液成形工藝中,液室壓力是成形的保障,對液室中壓力的控制是充液成形關鍵技術之一,由于液室的存在,大大降低了模具的制造成本及調試過程的修模時間。
通過有限元技術對其工藝參數(shù)分析,優(yōu)化成形中的液室壓力及凸模運動軌跡,獲取較合理的成形壓力曲線,對成形板料中起皺、破裂及回彈失穩(wěn)的缺陷控制十分重要,圖9為液室壓力曲線圖。

圖9 液室壓力曲線
成形破裂失穩(wěn)控制
成形的板材處于安全與破裂或者起皺之間的材料性能界限稱為成形極限。在金屬板料的成形過程中,由于所成形零件的形態(tài)各不相同,它們所對應的成形方式也不同。板材成形對應的是平面應力狀態(tài)下的拉–拉、拉–壓、壓–壓三種類型受力形式的組合,而板材的破裂是拉應力為主的拉–拉和拉–壓兩種受力狀態(tài)不同比例組合而產生的。
板料的破裂分凸模圓角、直壁、凹模圓角及小特征處,圖10所示為鋁合金件直壁區(qū)域破裂現(xiàn)象。在充液成形工藝中通過優(yōu)化工藝參數(shù),凸模行程速度、壓邊力(或壓邊間隙)、液室壓力的曲線控制,可避免成形過程中板料的起皺、破裂及回彈的失穩(wěn)現(xiàn)象,由于柔性液體的存在,可提高零件表面的質量,降低表面的劃痕及桔皮面的發(fā)生。

圖10 板料直壁區(qū)域破裂
結束語
汽車鋁合金覆蓋件利用充液成形技術,使得鋁合金成形機理得到突飛猛進的發(fā)展,提高了零件表面質量,改善了劃痕及桔皮面的發(fā)生。利用有限元技術預測成形過程中發(fā)生的失穩(wěn)現(xiàn)象,降低調試成本。國產充液成形專用設備已經完成試驗階段,達到國內外企業(yè)推廣水平,促進了國內全鋁合金車身的發(fā)展。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
汽車與安全(2019年9期)2019-11-22 09:48:03
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
學與玩(2005年3期)2005-04-29 00:00:00
