減振器帶輪內筒鏟旋成形模擬及實驗
2016-06-21 15:06:11劉國凱李萍合肥工業大學
鍛造與沖壓 2016年14期
關鍵詞:變形
文/劉國凱,李萍·合肥工業大學
唐季平,瞿方,周敏·南通福樂達汽車配件有限公司
減振器帶輪內筒鏟旋成形模擬及實驗
文/劉國凱,李萍·合肥工業大學
唐季平,瞿方,周敏·南通福樂達汽車配件有限公司
針對減振器內筒成形,提出對稱式鏟旋工藝方案,利用有限元軟件建模并進行模擬。對模擬過程中存在的增厚效應、欠肉及塌角缺陷,進行機理闡述。提出通過增大成形金屬體積、改變坯料形狀等方式使型腔充填飽滿,改善外緣變形狀況。基于模擬結果,開展內筒鏟旋實驗,得到成形良好的內筒工件,驗證鏟旋工藝的可行性。
內燃機作為主要的動力輸出源,已被廣泛應用到汽車、船舶及航天航空等領域,其活塞-連桿-曲軸之間的往復運動方式決定了發動機在正常運轉中存在機械振動。這種振動會造成發動機各部件工作干涉、產生噪聲,甚至出現軸系斷裂使發動機不能正常工作。為避免這種軸系振動的產生,需在發動機上配置相應減振器,減振器主要由減振器外殼、硅油、慣性圓盤和起軸承作用的減磨襯套組成。
傳統減振器外殼主要應用焊接工藝,將內筒與底邊焊接,易形成焊縫焊接夾渣、組織粗大等焊接缺陷,這些缺陷會成為應力集中區,造成焊縫破裂,從而導致漏油。為避免上述成形缺陷,采用整體式鏟旋工藝,可有效改善工件成形質量,提高筒壁與底邊的連接強度。
有限元模型建立
減振器內筒壁厚要求5.2mm,底邊厚度要求保留5.5mm,如圖1所示,為提高材料利用率,擬定采用8mm厚板,起旋厚度設定2.5mm,利用鏟旋聚料效果,得到內筒壁。
鏟旋是將坯料邊鏟邊聚的特種旋壓工藝。鏟旋過程中坯料為局部加載成形,單側受力易造成坯料失穩,在旋轉過程中產生晃動,從而降低表面質量及成形強度。本文采用雙旋輪對稱式鏟旋(圖2),可有效提高坯料的穩定性。
本次模擬過程為上下芯模旋轉帶動坯料旋轉,旋輪做徑向進給,各工藝參數選擇如表1所示,為工廠常用參數。本文選用起旋厚度為2.5mm,最終需獲內筒壁厚5.2mm,其厚度的變化主要在于鏟旋工藝本身的增厚效應。
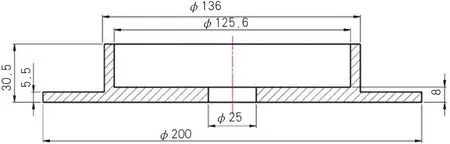
圖1 減振器帶輪內筒簡圖
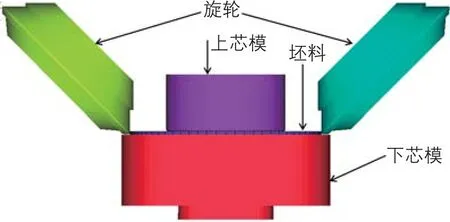
圖2 鏟旋有限元模型

表1 鏟旋模擬參數
鏟旋成形過程分析及實驗驗證
鏟旋增厚效應分析
鏟旋過程中,坯料主要變形區集中在旋輪與坯料接觸區,其他區域為非變形區。非變形區金屬對變形區金屬有徑向及切向壓應力作用,旋輪在徑向進給時也提供壓應力,金屬受擠壓,從而發生軸向位移。非變形區金屬提供的壓應力隨進給的進行而逐漸減小,旋輪徑向載荷在不斷增大,其復合作用造成的坯料變形區金屬應力云圖分布如圖3所示。
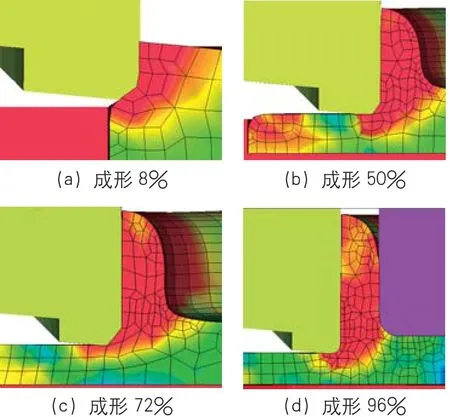
圖3 鏟旋應力分布圖
如圖3(a)(b)所示,變形金屬應力區徑向長度及受力區域面積增加,徑向變形劇烈,表明變形區金屬在兩側壓應力的作用下,受擠壓變形坯料增多,參與變形的徑向形變金屬也增加,從而造成內筒壁增厚。隨徑向進給的繼續,受壓應力作用的金屬減少,徑向擠壓區減小,增厚程度減弱,此時軸向位移增加,內筒最大壁厚呈減小趨勢,如圖4所示。
由圖4可知,內筒壁最大壁厚先增加后減小,在成形50%左右達到最大值。內筒壁最厚區域分布在筒壁圓角處,此處受擠壓作用劇烈,筒壁最大厚度減小主要由以下兩方面因素引起:⑴內筒壁成形開始時厚度分布不均,隨變形的進行,軸向位移量增加,內筒厚度趨于均一化;⑵在成形后期,內筒壁與上芯模接觸,在旋輪與芯模的擠壓下發生減薄。
筒壁上端面欠肉
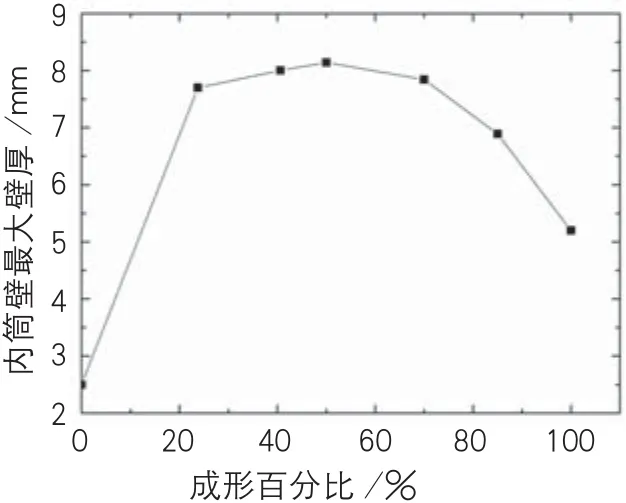
圖4 成形各階段內筒壁厚
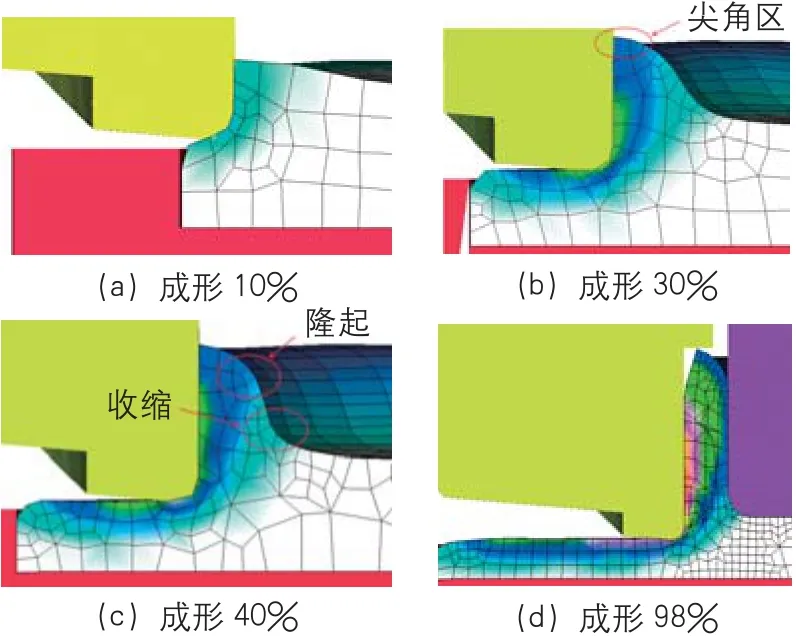
圖5 鏟旋應變云圖
筒壁剛開始成形時,坯料緊貼旋輪,坯料應變分布如圖5(a)所示,應變集中在旋輪與坯料接觸區,此時坯料徑向和切向受未變形區“剛端”約束,金屬貼緊旋輪沿軸向流動。隨旋輪徑向進給,筒壁上端部成尖角狀,中間部位隆起,下端部收縮,如圖5(b)(c)所示,這種形狀主要由于坯料軸向力、徑向力、切向力隨進給過程不同,其比重不斷發生變化而形成的。金屬上端,軸向約束最小,金屬緊貼旋輪生長,形成尖角區;中部金屬軸向受上端金屬約束,徑向約束比重減小,形成隆起;底部金屬受非變形區金屬壓應力作用,在三向壓應力狀態下金屬僅發生軸向位移,徑向變形區很小,這種變形狀態隨變形的繼續更加明顯。當內筒壁與上芯模接觸,隆起區金屬受模具擠壓,在徑向截面上流動的金屬開始不斷充滿上芯模和旋輪之間的形腔,如圖5(d)所示。輪轂筒壁與芯模接觸后金屬自下而上逐漸將旋輪與芯模形成的型腔充滿,輪轂筒壁上端在鏟旋旋壓結束時沒有充滿,并出現飛邊,從而造成筒壁上端欠肉現象。
上述端面欠肉為鏟旋工藝本身造成的,可將旋輪與芯模加工為閉式型腔加以避免,但這種成形方式對旋輪軸向負荷要求過大,機床難以滿足。另外,也可在飛邊允許的前提下,盡量增加金屬余量,使欠肉部位有足夠金屬填充。
坯料外緣塌角
變形區金屬在成形過程中,對外緣金屬有拉應力作用,在此拉應力作用下,坯料外緣金屬會有部分沿徑向流動,在變形區金屬帶動下參與變形,從而形成塌角,如圖6所示,塌角隨變形的繼續有增大趨勢。本文所選坯料厚度較厚,塌角現象并不嚴重,但為避免實驗中坯料出現塌角,將坯料開設溝槽,增加起旋未變形區金屬體積,設計圖如圖7所示,改進后的坯料形狀可有效改善因變形區帶料而引起的塌角,對其進行模擬得載荷圖如圖8所示,徑向載荷最大為23t,軸向載荷為8t,滿足實驗設備及裝配要求。載荷圖中末端載荷驟增主要由于此時坯料與芯模接觸,在模具擠壓下填充型腔及形成飛邊而造成的。
鏟旋實驗
采用表1中工藝參數,改用帶槽坯料,將起旋厚度加大,在CDC-60旋壓機床進行實驗,得到工件如圖9所示,工件帶有一定飛邊,成形質量良好,表面光潔,無塌角,上端面僅以小圓角過渡,欠肉現象得到改善,所得零件符合設計要求。
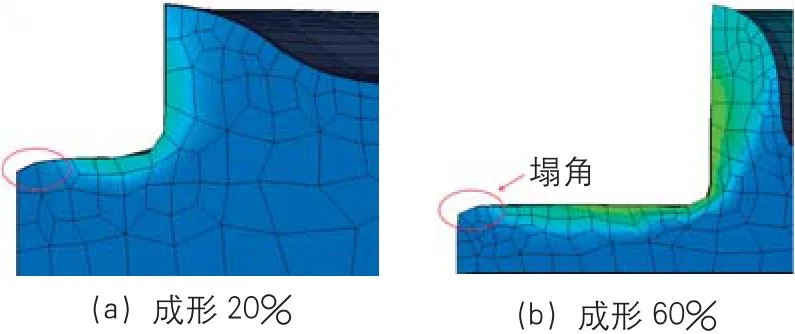
圖6 鏟旋成形坯料塌角
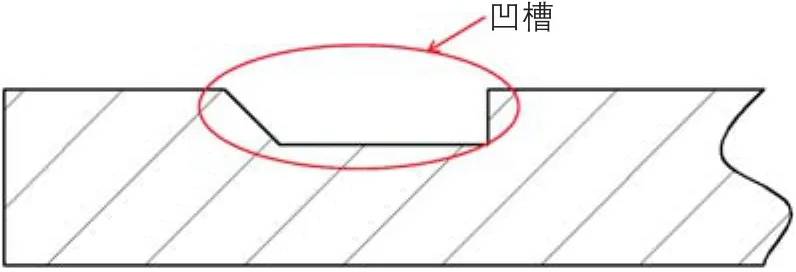
圖7 板料改進方案圖
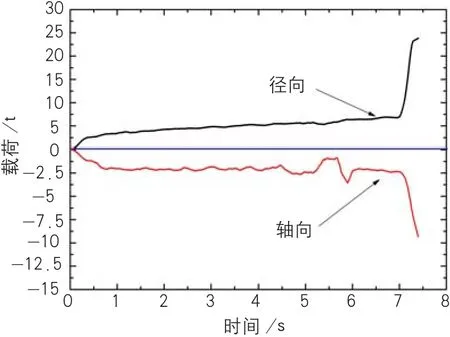
圖8 鏟旋載荷圖
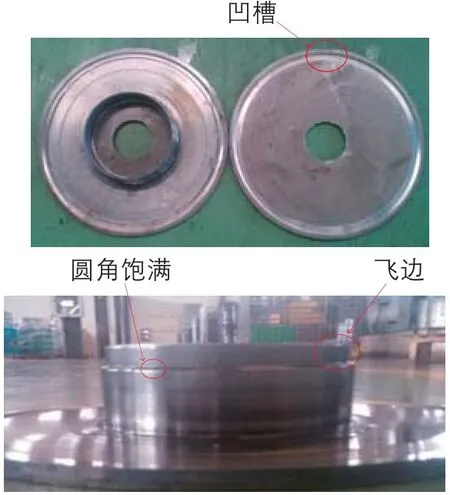
圖9 零件圖
結論
⑴采用雙旋輪對稱鏟旋,可提高坯料成形的穩定性,提高工件質量。
⑵鏟旋在旋輪進給壓力及未變形區壓應力作用下成形筒壁,并有一定增厚效應,其增厚效果隨應力的改變而改變,呈先增大后減小的趨勢,合理調整未變形區金屬體積可保證壁厚增厚1倍以上。
⑶由于鏟旋自身工藝原因,上端面欠肉不可避免,在機床允許范圍下,增加成形金屬體積,使多余金屬充填難成形圓角,可有效改善欠肉情況。
⑷為防止塌角的發生,對坯料進行優化,使用帶槽坯料,增大外緣未變形區金屬體積可有效避免塌角的產生。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
