波紋板成形技術(shù)
2016-06-21 15:06:34沈昕韓靜濤張永軍北京科技大學(xué)材料科學(xué)與工程學(xué)院
鍛造與沖壓 2016年22期
文/沈昕,韓靜濤,張永軍·北京科技大學(xué)材料科學(xué)與工程學(xué)院
波紋板成形技術(shù)
文/沈昕,韓靜濤,張永軍·北京科技大學(xué)材料科學(xué)與工程學(xué)院

波紋板是一種寬幅冷彎型鋼,相對(duì)于普通平板大大增加了截面慣性矩,因而波紋板的承載能力也大幅增加,因此被廣泛應(yīng)用于汽車(chē)、航空、建筑等行業(yè)。在工業(yè)生產(chǎn)和日常生活等各個(gè)領(lǐng)域中,包括瓦楞板、夾層板、波浪板、孔眼板和周期性壓花板在內(nèi),波紋板的波形有圓弧形、矩形、梯形以及尖角形,波紋之間有連續(xù)的、間隔的以及周期的,圖1所示為幾種不同截面形狀的波紋板。
根據(jù)波紋板的斷面尺寸、使用條件的不同,其成形技術(shù)也呈現(xiàn)不同的特點(diǎn)。波紋板的成形主要有沖壓和輥軋兩種方式,其中輥軋成形又分為橫向軋制和縱向軋制。輥軋成形縱向波紋有三種方式,主要有:由中間向兩邊逐波成形;波紋同時(shí)成形,由淺到深;波紋同時(shí)成形,由彎曲半徑大的圓弧到成品要求形狀。而橫向波紋板的軋制一般要一對(duì)成形輥,輥面帶有輥齒,輥齒沿著輥的軸向分布,通過(guò)上、下輥的配合連續(xù)在板材上形成橫向波紋,附加板帶輸送、節(jié)距調(diào)整、剪切等裝置。沖壓成形方式則通過(guò)冷壓鋼板的方式,成形成所需要的截面形狀。
縱向輥軋成形
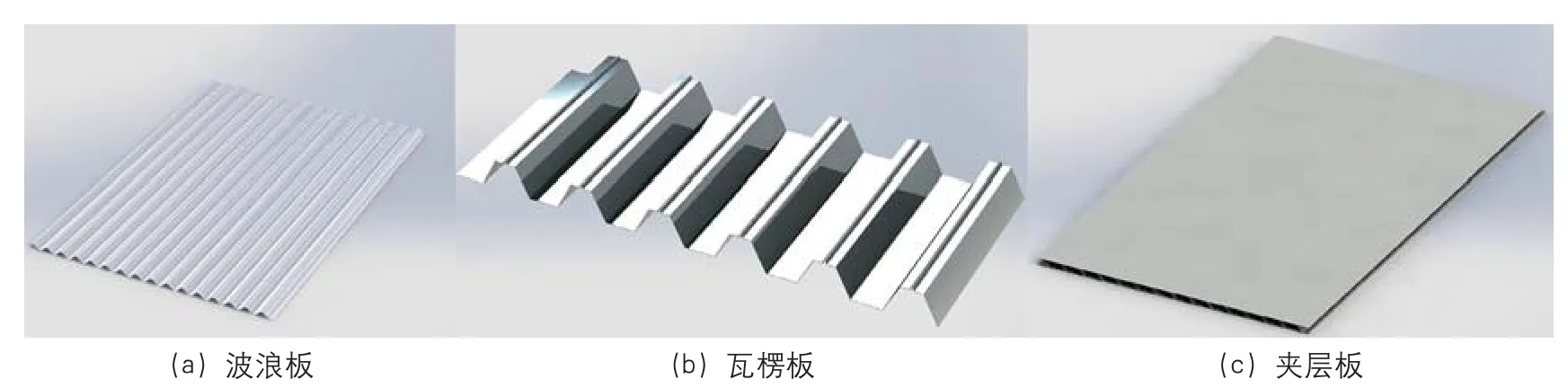
圖1 不同截面形狀的波紋板

圖2 全波紋成形法和順序成形法
縱向輥軋冷彎成形由來(lái)已久,自美國(guó)在1910年定制輥式冷彎成形工藝并建立第一套輥式冷彎型鋼機(jī)組以來(lái),冷彎成形工藝迅速發(fā)展。在日本,由日本政府、大學(xué)和工業(yè)集團(tuán)通力合作,組建了30多個(gè)板成形研究集團(tuán)組織,在冷彎型鋼和基礎(chǔ)理論,復(fù)雜斷面門(mén)窗料型的設(shè)計(jì)、生產(chǎn)方面,進(jìn)行了廣泛的研究。美國(guó)鋼鐵學(xué)會(huì)AISC還在密蘇里一羅拉大學(xué)設(shè)立了冷彎型鋼結(jié)構(gòu)中心,目前美國(guó)冷彎型鋼年產(chǎn)量已達(dá)350萬(wàn)噸。而我國(guó)的第一套專(zhuān)業(yè)化輥式冷彎?rùn)C(jī)組于1958年在上海建成,自1985年成立冷彎成形協(xié)會(huì)以后,先后從日本、德國(guó)、奧地利、意大利、美國(guó)等國(guó)家引進(jìn)了十余套冷彎成形機(jī)組和高頻焊機(jī)等先進(jìn)設(shè)備。到2004年1月,國(guó)內(nèi)冷彎型鋼的生產(chǎn)機(jī)組達(dá)到一千多套,全國(guó)冷彎型鋼年產(chǎn)能達(dá)到1500萬(wàn)噸,基本能滿(mǎn)足市場(chǎng)需求。
波紋鋼板、瓦楞板這類(lèi)等寬幅斷面型材的軋輥設(shè)計(jì)基本分為兩類(lèi):一是全波同時(shí)成形法,即所有波形同時(shí)成形;二是順序成形法,即逐次從斷面中間開(kāi)始成形波形。由于逐次順序成形法在靠近斷面中央成形時(shí),不成形的板緣側(cè)不受軋輥限制,不會(huì)發(fā)生多余的變形,因此一般來(lái)說(shuō)寬幅斷面型材一般采用逐次順序成形法。另外,逐次波紋成形容錯(cuò)率較高,在成形中發(fā)生的故障處理和軋輥設(shè)計(jì)錯(cuò)誤等易于采取應(yīng)對(duì)措施;相比而言,全波紋成形法很難設(shè)定各個(gè)波的形變量。圖2所示為全波紋成形法和順序成形法。
在確定成形方式以后,通過(guò)確定成形機(jī)、確定成形底線(xiàn)、計(jì)算板料展開(kāi)長(zhǎng)度、計(jì)算各道次斷面尺寸、選定彎曲方法、確定成形道次、確定機(jī)組間距、設(shè)計(jì)軋輥孔型、確認(rèn)軋輥精度等一系列設(shè)計(jì)優(yōu)化,確定波紋板成形輥花圖,進(jìn)而定制輥彎成形機(jī)組,圖3所示即為波紋板輥彎成形輥花圖。

圖3 八道次成形輥花圖
目前,世界各國(guó)波紋板生產(chǎn)正朝著多品種、多規(guī)格、高精度、高效率、高速、自動(dòng)化、連續(xù)性生產(chǎn)方向發(fā)展。波紋板展開(kāi)最大板寬達(dá)2000mm,最大板厚達(dá)25.4mm。
橫向輥軋成形
橫向輥軋成形的歷史稍短,較早使用橫向輥軋成形的波紋板的專(zhuān)利文獻(xiàn)為1970年公開(kāi)的DE160252A,其中公開(kāi)了兩種波紋板的輥軋:⑴波紋沿板帶長(zhǎng)度方向,使用軋輥的輥齒沿軋輥圓周方向分布;⑵波紋沿板帶的橫向分布,使用軋輥的輥齒沿軋輥的軸向分布;1977年公開(kāi)的美國(guó)專(zhuān)利US4059000A使用柔性輥面配合另一輥的輥齒,利用上游側(cè)的張力裝置把已張緊的板帶被輥齒壓入柔性輥面,從而形成波紋;1979年公開(kāi)的美國(guó)專(zhuān)利US4170122A使用多層帶齒的圓板疊合套在中間軸上,形成軋輥,各層板可以錯(cuò)開(kāi)并保持一定的距離,既在板帶上形成橫向的波紋,又使同一橫向波紋在縱向上相錯(cuò)開(kāi),形成百葉窗式的波紋板結(jié)構(gòu)。
在亞洲,主要是日本公司康奈克通過(guò)改進(jìn)波紋板成形輥,申請(qǐng)了部分日本專(zhuān)利。例如:專(zhuān)利JP8-57549A通過(guò)設(shè)置三組軋輥,軋輥輥齒以及齒間距離逐漸減小,上下輥齒齒根的間距逐漸增大,通過(guò)三組軋輥逐步壓彎板帶,波紋逐漸增高同時(shí)波紋節(jié)距減小的方法,制得所需波紋高度;專(zhuān)利JP11-319960A設(shè)置兩組軋輥,后一組軋輥的轉(zhuǎn)動(dòng)線(xiàn)速度V2大于前一組軋輥的轉(zhuǎn)動(dòng)線(xiàn)速度V1,形成波紋的板連續(xù)通過(guò)上述軋輥,通過(guò)軋輥件的速度差來(lái)調(diào)節(jié)波紋的節(jié)距和形狀;專(zhuān)利JP2005-313193A使用兩對(duì)節(jié)距調(diào)整銷(xiāo),將兩側(cè)的調(diào)整銷(xiāo)交替插入連續(xù)成形得到的波紋之間,兩個(gè)靠一波紋內(nèi)側(cè)的調(diào)整銷(xiāo)形成支撐,兩個(gè)位于同一波紋外側(cè)的調(diào)整銷(xiāo)相對(duì)壓縮波紋調(diào)整節(jié)距。
相對(duì)于縱向成形波紋板,橫向成形波紋板有其優(yōu)點(diǎn)和缺點(diǎn):首先是橫向成形方式不限制波紋板的寬度,可以做到連續(xù)成形;第二是橫向成形方式只需要一對(duì)成形輥,成本較低,比較容易實(shí)現(xiàn);但是橫向成形波紋板的波紋精度較低,可以成形的波紋尺寸有限。因此,可以根據(jù)實(shí)際情況來(lái)選擇合適的成形方式。
沖壓成形波紋板
沖壓成形是指靠壓力機(jī)和模具對(duì)板材、帶材、管材和型材等施加外力,使之產(chǎn)生塑性變形或分離,從而獲得所需形狀和尺寸的工件(沖壓件)的加工成形方法。沖壓成形的應(yīng)用由來(lái)已久,多用于成形汽車(chē)覆蓋件;但是將沖壓成形技術(shù)用于成形波紋板,其生產(chǎn)效率和自動(dòng)化程度將會(huì)降低。只有在橫向輥軋成形和縱向輥軋都不符合條件的情況下,才考慮沖壓成形波紋板。例如,國(guó)內(nèi)的江蘇射陽(yáng)紡機(jī)股份有限公司曾用沖壓的方式生產(chǎn)出小波高大波長(zhǎng)的波紋板;江蘇華東船舶工業(yè)學(xué)院曾用沖壓的方式生產(chǎn)出了大深度的波紋板。
結(jié)束語(yǔ)
總而言之,波紋板成形技術(shù)由來(lái)已久,現(xiàn)有的波紋板成形技術(shù)多種多樣,可以根據(jù)所需的波紋尺寸和形狀選擇合適的成形方式。而在現(xiàn)有的技術(shù)中。也可以通過(guò)改進(jìn)軋輥結(jié)構(gòu)、調(diào)節(jié)波紋高度和節(jié)距以及和結(jié)合CAE分析等方式改善波紋板成形技術(shù),為波紋板生產(chǎn)提供參考和指導(dǎo)。
沈昕,碩士,研究方向?yàn)槟>咴O(shè)計(jì)及板料成形。