頂蓋前橫梁級進拉延模具的應用與研究
2016-06-21 15:05:53劉春雨安徽江淮汽車股份有限公司技術中心
鍛造與沖壓 2016年6期
文/劉春雨·安徽江淮汽車股份有限公司技術中心
頂蓋前橫梁級進拉延模具的應用與研究
文/劉春雨·安徽江淮汽車股份有限公司技術中心
本文介紹了一種鑄造級進拉延模具的應用,通過對頂蓋前橫梁的沖壓工藝及模具結構的分析,在拉延工序采用一種鑲入式的壓邊圈結構,保證了拉延工序與后續工序的取送料高度在同一高度,實現了頂蓋前橫梁的自動化生產,通過實物的在線生產驗證,本拉延模具能夠很好地保證產品的精度及品質要求,提高了工作效率。
汽車沖壓件的穩定供應已成為整車組裝的重要一環,如何提升沖壓件的產量,便成為主機廠考慮的重要問題。為保證外板件的面品要求,其一般均為機械手抓取自動化生產,生產效率較高;內板件一般為人工生產,一般的生產線為四到五臺機床組成,沖壓件的生產一般也為4~5個工序來完成(內板件),一個工序在一臺機床上,之間由工人進行傳輸,其生產效率較低。
對于現在應用較多的多工位模具,其各個工序間的轉移也依靠人工來完成,且其拉延工序與后續工序在同一模具內實現,對拉延工序的生產穩定性也產生較大的影響。如何在車型開發中避免出現以上問題,便成為模具工裝開發的重點,自動化級進模具通過端拾器完成各工序間的件傳遞,大大提升了生產效率,有效解決了上述問題。
工藝分析
本文結合我公司某款新車型沖壓件的開發實例,講述汽車頂蓋前橫梁的工藝及拉延模具的結構設計,重點說明鑄造級進拉延模具的結構及工作原理。對于鑄造級進模具,其為通過同一傳送機構完成各工序間工序件的傳送,因此便需要各工序的模具送料高度保持一致,對于頂蓋前橫梁,其工藝分為三序完成,因需各工序間的傳送,固將頂蓋前橫梁模具按圖1所示由左向右進行傳送。工序分別為:OP10拉延、OP20修邊沖孔、OP30修邊沖孔側沖孔。

圖1 頂蓋前橫梁工藝(共3序)
結構設計
本級進拉延模的結構分為下模、壓邊圈和上模三大部分,如圖2、3、4所示。其中壓邊圈通過安全螺釘安裝在下模上,上模與機床上滑塊固定。本級進拉延模的結構包括下模座、安全螺釘、墊塊1、凸模、氮氣彈簧1、吊耳1、壓邊圈、頂料組件1、墊塊2、頂料組件2、定位板、吊耳2、導滑板、上模座、導板、氮氣彈簧2、氮氣彈簧3、吊耳3等組成。
凸模、安全螺釘、墊塊1、氮氣彈簧1安裝在下模座上,吊耳1鑄在下模座內,其中凸模用于與凹模成形,安全螺釘對壓邊圈起到安全限位的作用,墊塊用于對壓邊圈限位,模具至下死點時與壓邊圈貼合,氮氣彈簧1用于提供壓邊圈的壓邊力;墊塊2、定位板、導滑板通過螺釘安裝在壓邊圈上,吊耳2鑄入在壓邊圈內,頂料組件1、頂料組件2安裝在壓邊圈的內部,用于工序件的頂起;導板、氮氣彈簧2、氮氣彈簧3通過螺釘安裝在上模座上,吊耳3鑄入在上模座內,其中導板用于與壓邊圈導向,氮氣彈簧2用于將頂料組件定下,氮氣彈簧3用于成形前將板料壓在凸模上,防止板件的竄動。吊耳1、吊耳2、吊耳3用于模具的起吊及翻轉。
頂料組件由七部分組成:氮氣彈簧、安全螺釘、墊塊1、頂料本體、導滑板、彈簧、墊塊2。氮氣彈簧安裝在上模座上,用于將頂料本體頂下,使其處于工作狀態,安全螺釘安裝在下模座上,用于頂料本體的防脫,墊塊1、導滑板通過螺釘安裝在頂料本體上,其中墊塊1用于與氮氣彈簧接觸,導滑板用于與壓邊圈導向,對頂料本體起導正作用,彈簧安裝在頂料本體與下模座之間,為頂料本體提供驅動力,將其頂起;墊塊2安裝在下模座上,定位本體為鑄件結構,其一側為壓邊圈壓料面的一部分,一側為導向部位,當模具處于下死點時,頂料本體上部的壓料面部分與上模座壓實,下部與墊塊壓實。

圖2 下模座軸測圖

圖3 壓邊圈軸測圖

圖4 上模座軸測圖
工作原理
當機床上滑塊處于上死點,模具處于非工作狀態時,氮氣彈簧1和氮氣彈簧2均為自由頂出狀態,彈簧將頂料本體頂出,使其壓邊圈部分的型面凸出,高于壓邊圈上的壓料面,氮氣彈簧3為壓邊圈提供推力,將壓邊圈頂起,其中氮氣彈簧3的力大于氮氣彈簧1和氮氣彈簧2所提供力的總和;當上滑塊向下運動時,上模座隨之向下運動,導板首先與壓邊圈接觸,起到導向的作用,由于氮氣彈簧2的行程大于氮氣彈簧1的行程,故氮氣彈簧2首先與頂料本體上的墊塊1接觸,繼續向下運動,氮氣彈簧2推動頂料本體向下運動,當頂料本體上的A面與壓邊圈上的B面接觸、底面與擋塊2接觸時,頂料本體一側的壓料面與壓邊圈上的壓料面重合,繼續向下運動,氮氣彈簧1將板料壓實在凸模上,由于氮氣彈簧3的力大于氮氣彈簧1和氮氣彈簧2所提供力的總和,此時的壓邊圈處于靜止狀態,當上滑塊繼續向下運動時,上模座上的壓料面與壓邊圈上的型面接觸,將板料壓實,繼續向下運動,上模座推動壓邊圈向下運動,氮氣彈簧1受力,將板料的壓料面壓實向下運動,直至達到下死點,成形完成。模具上死點、模具下死點剖視圖如圖5、6所示。
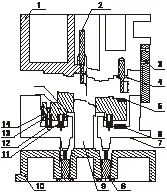
圖5 模具上死點剖視圖

圖6 模具下死點剖視圖
當成形完成后,機床上滑塊帶動上模座向上運動,氮氣彈簧3將壓邊圈頂起,使成形后的板件脫離凸模,頂料本體在彈簧的推力作用下,將成形后的板件頂起到一定的高度,使其高度與傳送裝置的取送料高度一致,完成拉延工序到下一序傳送,至此完成一個沖次的運動。頂料本體頂起軸測圖如圖7所示。

圖7 頂料本體頂起軸測圖
結束語
通過對頂蓋前橫梁的沖壓工藝及模具結構的分析,在拉延工序采用一種鑲入式的壓邊圈結構,保證了拉延工序與后工序的取送料高度在同一高度,實現了頂蓋前橫梁的自動化生產,通過實物的在線生產驗證,拉延件的總精度達到95%,本拉延模具很好的實現了產品的精度及品質要求,提高了工作效率。拉延模具實物圖和拉延件實物圖如圖8、9所示。

圖8 拉延模具實物圖

圖9 拉延件實物圖
