綁扎眼環的安裝工藝研究
2016-06-24 13:46:11王玉安韓東東王振亞
天津科技 2016年10期
王玉安,韓東東,王振亞
(天津新港船舶重工有限責任公司 天津300452)
綁扎眼環的安裝工藝研究
王玉安,韓東東,王振亞
(天津新港船舶重工有限責任公司 天津300452)
8000,CEU PCTC是目前全球最先進的高效、節能、環保型超大型汽車滾裝船。此船汽車甲板需安裝近6萬多個綁扎眼環。綁扎眼環的安裝主要包括裝配、焊接和焊后檢驗3個步驟,通過現場實踐和PDCA循環的方法來解決綁扎眼環在安裝過程中存在的工藝問題,實踐表明:綁扎眼環的安裝工藝解決了生產過程中存在的問題,提高了綁扎眼環的安裝效率。
8000 CEU PCTC 綁扎眼環 裝配 焊接 焊后檢驗
0 引 言
綁扎眼環是8,000車汽車滾裝船用來固定汽車使用的舾裝件,其安裝非常重要。目前在綁扎眼環的安裝過程中,存在一些問題:①綁扎眼環的種類眾多,很難通過外觀區分;②綁扎眼環的裝配時間長,且耗費材料;③綁扎眼環焊接熱輸入大,焊后變形嚴重;④特殊位置的綁扎眼環無法開展密性試驗。為解決以上問題,提高綁扎眼環的安裝效率,本文從綁扎眼環的分類、裝配、焊接和焊后檢驗4個方面的工藝研究進行闡述。
1 汽車滾裝船綁扎眼環
8,000車滾裝船共有14層甲板,其中1、3、5、8、9、11層甲板均需安裝綁扎眼環,綁扎眼環的主要作用是固定汽車(見圖1、2)。全船綁扎眼環共計61,610個,型號共20種,相同型式、不同厚度的綁扎眼環用顏色區分,外表面分為銀紅色、黃色、綠色和PU材料色4種,內表面為灰色(見表1)。

圖1 固定汽車鎖具Fig.1 Fixed auto lockset
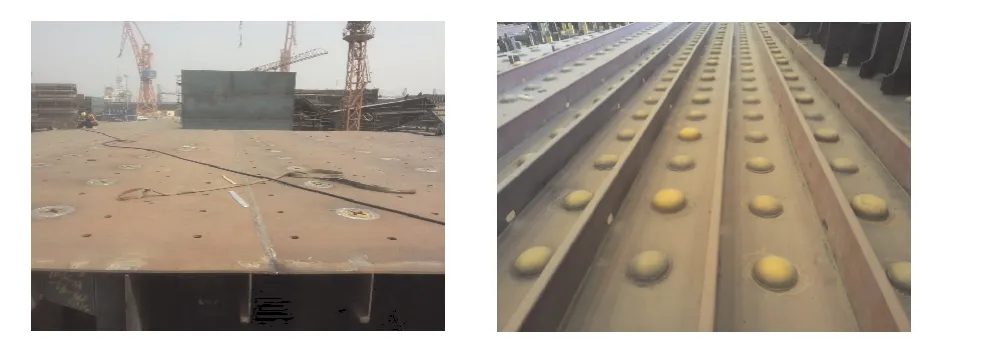
圖2 綁扎眼環Fig.2 Fixed lashing fittings
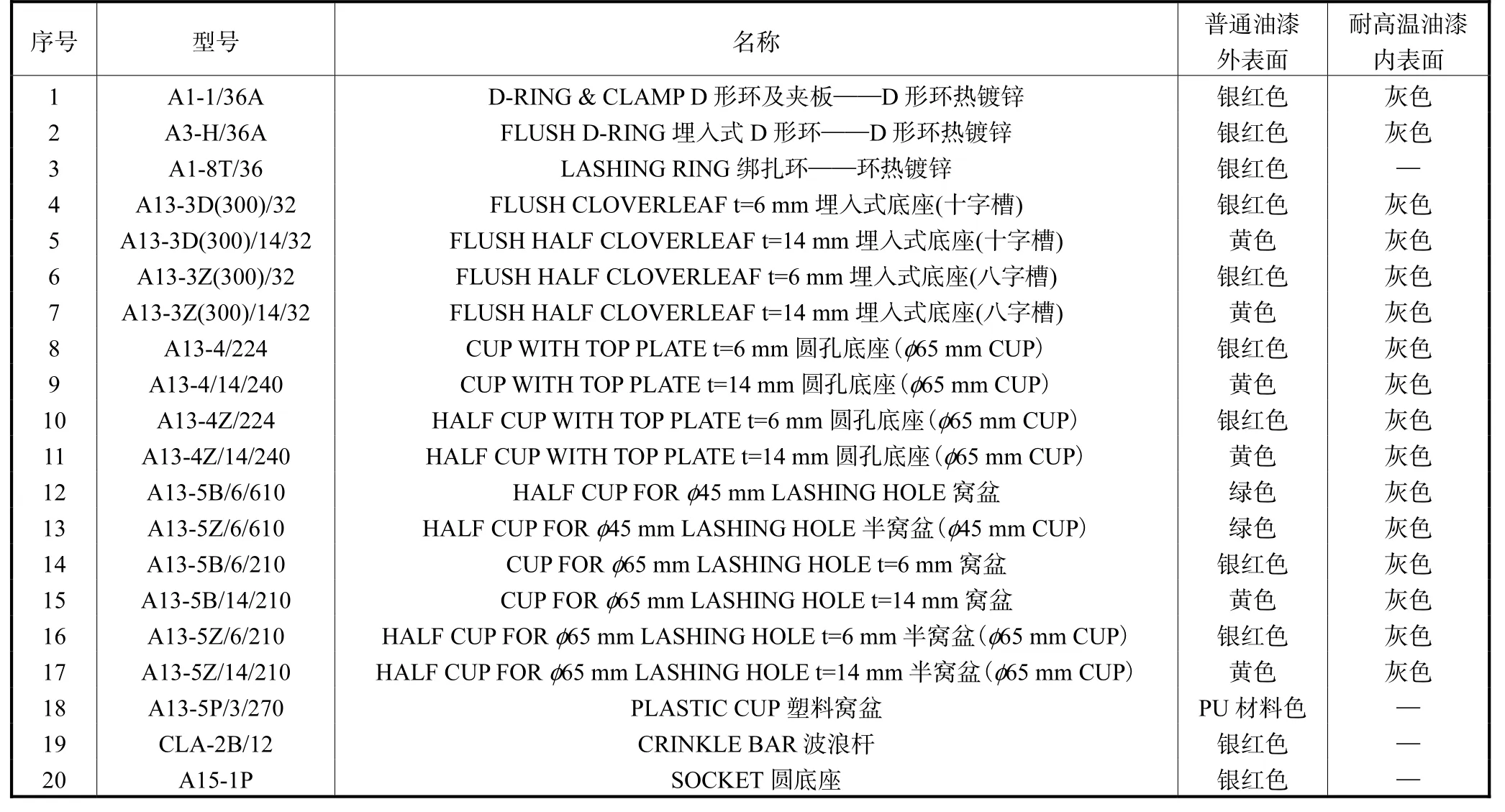
表1 8000 CEU綁扎眼環分類Tab.1 Category of fixed lashing fittings on 8000 CEU PCTC
2 綁扎眼環的裝配
綁扎眼環的裝配流程分為技術準備、工具設備準備、現場準備和安裝4個步驟。
2.1 綁扎眼環的技術準備
根據綁扎眼環安裝布置圖和裝配工藝可知,綁扎眼環的裝配類型分角接型和對接型兩種(見圖3)。
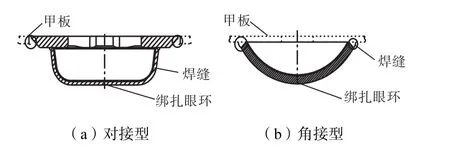
圖3 綁扎眼環的裝配類型Fig.3 Assembly types of fixed lashing fittings
對接型眼環外形為草帽狀,由埋入式底座和D形環兩部分組成,裝配時需將眼環置于甲板綁扎開孔內,其裝配精度要求較高,精度參數要求如表2所示;角接型眼環為D形環,裝配時將眼環扣于甲板結構面上,只需保證眼環上樣沖點與數切劃線對正即可(見圖4)。

表2 對接型眼環裝配精度要求Tab.2 Assembly precision requirements on connection type lashing fittings
2.2 綁扎眼環的工具設備準備
綁扎眼環的工具設備包括:CO2焊機、焊材、裝配工裝、電砂輪。
2.3 綁扎眼環的現場準備
根據廠家提供的綁扎眼環表面油漆的可焊性資料,其中黃色油漆為不可焊,因此黃油漆的綁扎眼環坡口需要進行打磨處理,其他顏色油漆的眼環不需要打磨,甲板綁扎開孔位置及坡口兩側20~30,mm范圍的水分、油污、銹跡也需要進行清理。
2.4 綁扎眼環的安裝
對接型眼環由于拿放不方便,且裝配精度要求高,導致此類眼環安裝困難,因此制作部技術工藝科針對此問題,成立了QC攻關小組,通過研制新型綁扎眼環裝配工裝解決了此問題,且獲得了一項名為《汽車滾裝船綁扎眼環裝配裝置》國家型專利,并獲公司QC活動一等獎。具體使用此工裝安裝綁扎眼環的步驟如圖5所示:①使用工裝吸附綁扎眼環的上表面;②移動工裝和綁扎眼環;③將工裝及眼環放至綁扎開孔處;④調整工裝使眼環的裝配滿足精度要求;⑤眼環定位焊;⑥關閉磁鐵然后移出工裝。

圖5 綁扎眼環安裝步驟Fig.5 Assembly steps of fixed lashing fittings
角接型眼環由于其裝配型式為角接,因此只需將眼環扣在甲板面上,保證樣沖點與數切劃線對正即可,因此安裝較方便。
3 綁扎眼環的焊接
綁扎眼環的焊接包括焊前準備、焊接和焊后工作3個步驟,具體如下:
3.1 焊前準備
①技術準備,焊接工藝規程(WPS)、焊接施工圖。②工具設備準備,CO2角焊機、氣刨機、環形角焊機、電砂輪。
3.2 焊接
①焊接變形控制。由于單個分段綁扎眼環數量近600多個,焊接工作量非常大,焊接熱輸入對分段甲板的變形和收縮量影響巨大,因此減少甲板變形和收縮變得意義重大。考慮現場客觀因素,我們通過以下方式減少甲板變形和收縮:距離甲板橫向大口100~150,mm處加設崩梁,崩梁使用160~200,mm槽鋼,崩梁與甲板封焊位置選在縱骨中間或者1/3處,封焊長度300,mm左右,焊角4,mm以內;綁扎眼環焊前必須完成甲板的封胎超平和縱骨的焊接工作;控制綁扎眼環的焊接順序,如圖6所示。
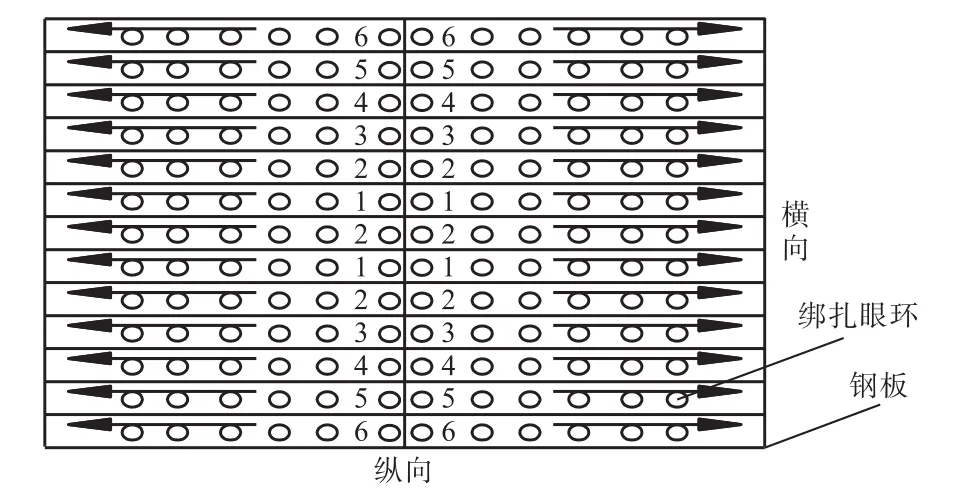
圖6 焊接順序示意圖Fig.6 Schematic of welding sequence
②焊接工藝。對接眼環焊接使用CO2手工焊滿焊,焊接時電流不宜過大,焊接參數如表3所示。焊接方法采用多層多道焊,每道焊縫焊接完成后應清理干凈上道焊縫的焊渣后再進行下道焊接。在施焊過程中若發現氣孔、裂紋等缺陷應打磨至無缺陷后,再進行復焊。焊縫表面應光滑、平順,收弧處填滿,不得有弧坑裂紋等缺陷,焊縫余高不允許超出極限值,待正面焊接結束,分段翻身后,反面焊縫氣刨打磨至無缺陷,再進行施焊,要求與正面焊縫一致。

表3 對接型眼環焊接參數Tab.3 Welding parameters of connection type lashing fittings
角接眼環焊接使用環形角焊機焊接,焊接時電流不宜過大,焊接參數如表4所示,焊接方法采用多道焊,每道焊縫焊接完成后應清理干凈上道焊縫的焊渣再進行下道焊接。在施焊過程中若發現氣孔、裂紋等缺陷應打磨至無缺陷后,再進行復焊,焊縫表面應光滑、平順,收弧處填滿,不得有弧坑裂紋等缺陷,焊縫余高不允許超出極限值。

表4 角接型眼環焊接參數Tab.4 Welding parameters of angle connection type lashing fittings
4 綁扎眼環的焊后檢驗
4.1 外觀檢驗
焊接結束后,質檢人員對綁扎眼環焊縫表面進行檢查,對存在焊接缺陷的焊縫應作出明顯的標記,以便進行修補,如余高不足、凹陷、咬邊、未焊透、氣孔、余高過大、焊瘤、裂紋等焊接缺陷。
4.2 密性檢驗
為保證汽車甲板密性試驗的質量,必須檢查綁扎眼環的焊縫是否有滲漏現象,因此需對綁扎眼環的焊縫進行密性試驗。密性試驗分為技術準備、現場準備、密性檢驗、跟蹤4個步驟。
4.2.1 技術準備
檢驗員先詳細閱讀綁扎眼環密性試驗圖,掌握分段各個位置的綁扎眼環應采用的密性試驗方法、技術要求與合格標準。
4.2.2 現場準備
預查:預查眼環的完整性是否符合要求。
預檢:檢查現場綁扎眼環焊縫的外觀質量是否符合要求。
4.2.3 密性檢驗
在掌握密性試驗作業者自檢工作質量良好的情況下,檢驗員在接到作業者已自檢完工報告后,即可通知驗船師和船東,約定檢驗時間。施工部門要配備好返修人員陪同檢漏,發現泄漏處,按有關修復要求立即返修妥當,并取得驗船師與船東的簽字認可。具體密性試驗如下:
①絕大多數綁扎眼環的密性試驗采用負壓真空箱(見圖7)進行負壓密性試驗,在負壓真空箱的邊緣裝有彈性很好的密封膠條,試驗時只需要把負壓真空箱罩在預先涂有肥皂水的焊段上,然后抽出負壓真空箱內的空氣,抽氣一段時間,當壓力表數值顯示為0.02,MPa負壓時,觀察負壓真空箱內焊道表面肥皂水的情況,若有氣泡表示焊道漏氣,若無氣泡表示焊道不漏氣,即綁扎眼環密性合格。
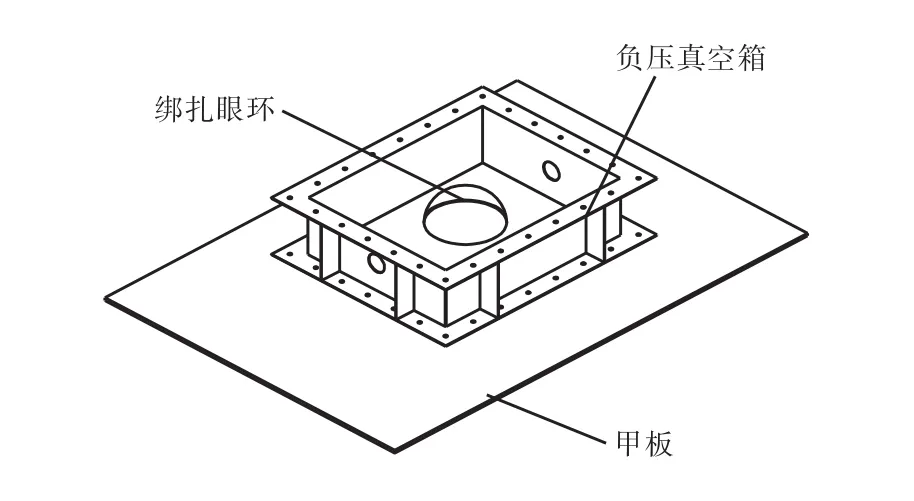
圖7 負壓真空箱Fig.7 Negative pressure vacuum case
②一些位置特殊的綁扎眼環(與結構位置過近或者眼環安裝在結構下)無法進行負壓密性試驗,因此針對此類眼環的密性試驗制定了正壓充氣試驗方案,并制作了正壓密性盒(見圖8)。具體方法為:將工裝置于甲板非結構面的綁扎眼環開孔處。氣帶連接負壓接頭,抽氣至密性真空箱與甲板面緊密貼合。氣帶連接正壓接頭,對眼環內部充氣,配合安全閥的使用,直至壓力表示數達到0.02,MPa,停止充氣。壓力表示數無變化后,開始觀察綁扎眼環焊道處有無氣泡產生。若有氣泡表示焊道漏氣,若無氣泡表示焊道不漏氣,即綁扎眼環密性合格。此工裝不同于普通密性檢測裝置,其運用了正負壓差的原理。
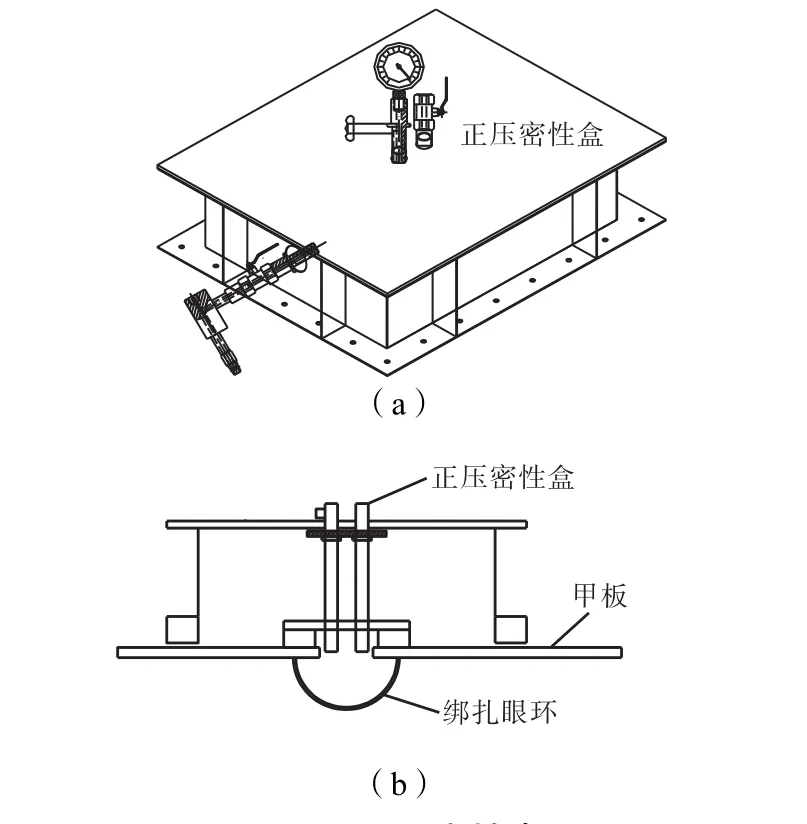
圖8 正壓密性盒Fig.8 Positive pressure air-tightness box
4.2.4 標識與跟蹤
檢驗員可利用綁扎眼環密性試驗圖在密性試驗認可后,及時在圖上作好標識符號,以防漏檢,便于了解工作進度;同時檢驗員應經常查閱關心未完成密性試驗的遺留項目,了解其施工進度,當具備補做密性試驗條件時,督促抓緊補做。
5 總 結
8000 PEU PCTC 汽車滾裝船的薄板焊接及綁扎眼環都是技術攻關難點,特別是綁扎眼環,作為首次接觸的結構,在不斷汲取生產實踐經驗的基礎上,運用QC知識,通過理論聯系實際,總結出了針對綁扎眼環從裝配、焊接到最終檢驗的一整套方法,制定了工藝流程,解決了生產面臨的問題,并且取得了國家專利。我們也將在以后的工作中,立足現場,不斷做好工藝研究,為以后承接軍品打下良好的基礎。■
[1] 吳小明. 5000,PCTC汽車滾裝船薄板焊接工藝[J]. 電焊機,2008,12(38):3-4.
[2] 鄭本成,陳國良. 中國造船質量標準[S]. GB/T 4000—2005.
[3] 高偉. 船體密性試驗方法與檢驗分析[J]. 山東交通科技,2011(4):72-74.
The Fitting Process Research of Fixed Lashing Fittings
WANG Yu’an,HAN Dongdong,WANG Zhenya
(Tianjin Xin’gang Ship Building Heavy Industry Co.,LTD.,Tianjin 300452,China)
8000 CEU PCTC is the most advanced,effective,energy saving,environmental friendly ultra large PCTC in the world.Its car deck needs nearly 60,000 fixed lashing fittings.The fiting of lashings mainly includes assembly,welding and after welding checking.Through the site practice and PDCA circulation method,the paper aims to solve the process problems in the fitting of the lashings,and the practice has proven that:the fitting process of fixed lashing fittings has solved the exising problems in the production and has improved the fitting efficiency of fixed lashing fittings.
8000 CEU PCTC;fixed lashing fittings;assembly;welding;post welding checking
U671.3
:A
:1006-8945(2016)10-0103-05
2016-09-11
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
