YL335B生產線裝配單元創(chuàng)新設計
2016-06-28 16:08:30陳力
天津科技 2016年6期
陳 力
(天津現代職業(yè)技術學院 天津300350)
YL335B生產線裝配單元創(chuàng)新設計
陳 力
(天津現代職業(yè)技術學院 天津300350)
裝配單元是YL335B生產線中模擬完成兩個不同形狀的物料裝配過程,并通過旋轉工作臺模仿工件的物流傳送。由于裝配單元結構復雜、控制要求繁瑣,因此,電氣控制系統(tǒng)的設計與PLC編程的實現都較困難。針對這些難題,提出一種新的設計解決方案,并根據任務要求,對系統(tǒng)進行了硬件和軟件設計;對工作過程中的難點做了詳細分析。最后,根據設計的順控功能流程圖,編寫出PLC梯形圖程序。實踐證明,工作站能夠按照任務要求高效穩(wěn)定地開展工作。
PLC 電氣控制 順控功能流程圖 梯形圖
0 引 言
YL335B裝配單元的功能是將生產線中分散的兩個物料進行裝配,完成將單元料倉內的黑色或白色小圓柱工件裝入到物料臺上半成品工件中心孔的過程。
裝配單元基本工作過程是:料倉中的物料在重力作用下自動下落,通過兩直線氣缸的共同作用,分別夾緊與松開底層相鄰兩物料,完成物料的連續(xù)下落;下落的物料落入氣動擺臺的料斗中,擺臺完成180,°位置變換后,由氣缸構成的機械手夾持并移動,嵌入到已定位的半成品工件中。由于裝配單元的結構復雜,PLC控制I/O點數多,因此編程實現困難。為了使工作站實現高效、穩(wěn)定工作,提出了新的編程設計解決方案。
1 控制任務要求
1.1 檢查初始位置
裝配單元各氣缸的初始位置是:擋料氣缸處于伸出狀態(tài),頂料氣缸處于縮回狀態(tài),料倉內已經有充足的小圓柱零件;裝配機械手升降氣缸處于提升狀態(tài),伸縮氣缸處于縮回狀態(tài),氣爪處于松開狀態(tài)。
設備上電和氣源接通后,若各氣缸滿足初始位置要求,并且料倉內已經有充足的小圓柱零件,件裝配臺上沒有待裝配工件,則“正常工作”指示燈HL1常亮,表示設備已準備好;否則,該指示燈以1,Hz頻率閃爍。
1.2 啟動工作
若設備已準備好,按下啟動按鈕,裝配單元啟動工作,“設備運行”指示燈HL2常亮。如果回轉臺上的左料盤內沒有零件,就執(zhí)行下料操作;如果左料盤內有零件,而右料盤內沒有零件,則執(zhí)行回轉操作。
1.3 待裝配
如果回轉臺上的右料盤內有小圓柱零件且裝配臺上有待裝配工件,則執(zhí)行裝配機械手抓取零件,放入待裝配工件中的操作。
1.4 完成裝配任務
完成裝配任務后,裝配機械手應返回初始位置,等待下一次裝配。
1.5 停止工作
若在運行過程中按下停止按鈕,則供料機構應立即停止供料,在裝配條件滿足的情況下,裝配單元在完成本次裝配后停止工作。
2 系統(tǒng)硬件設計
系統(tǒng)PLC的輸入部分連接光電傳感器、磁性傳感器和按鈕開關,用于接受啟停信號、工件檢測信號和氣缸活塞的位置信號;PLC的輸出部分連接電磁換向閥的線圈和信號指示燈,用來驅動落料單元、抓取機械手的氣缸動作和顯示工作站的狀態(tài)。系統(tǒng)結構圖如圖1所示。
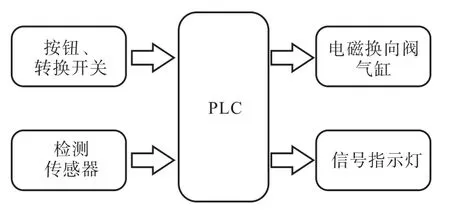
圖1 裝配單元PLC硬件系統(tǒng)結構圖Fig.1 PLC hardware system structure of the assembly unit
3 系統(tǒng)軟件設計
裝配單元的I/O點較多,選用S7-226 AC/DC/RLY主機單元,共24點輸入,16點繼電器輸出,能夠滿足系統(tǒng)電氣控制總點數的要求。
系統(tǒng)進入運行狀態(tài)后,裝配單元的工作過程主要包括兩個相互獨立的子過程,一個是供料控制子程序,另一個是裝配控制子程序,如圖2所示。
供料過程就是通過供料機構的操作,使料倉中的小圓柱零件落到擺臺左邊料盤上,然后擺臺轉動,使裝有零件的料盤轉移到右邊,以便裝配機械手抓取零件。供料控制子程序步進功能流程圖如圖3所示。
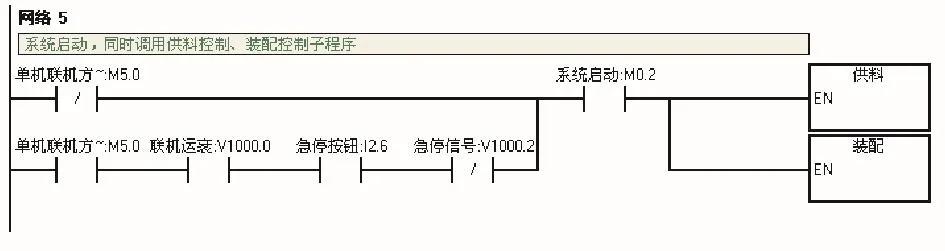
圖2 PLC主程序1Fig.2 PLC main program 1
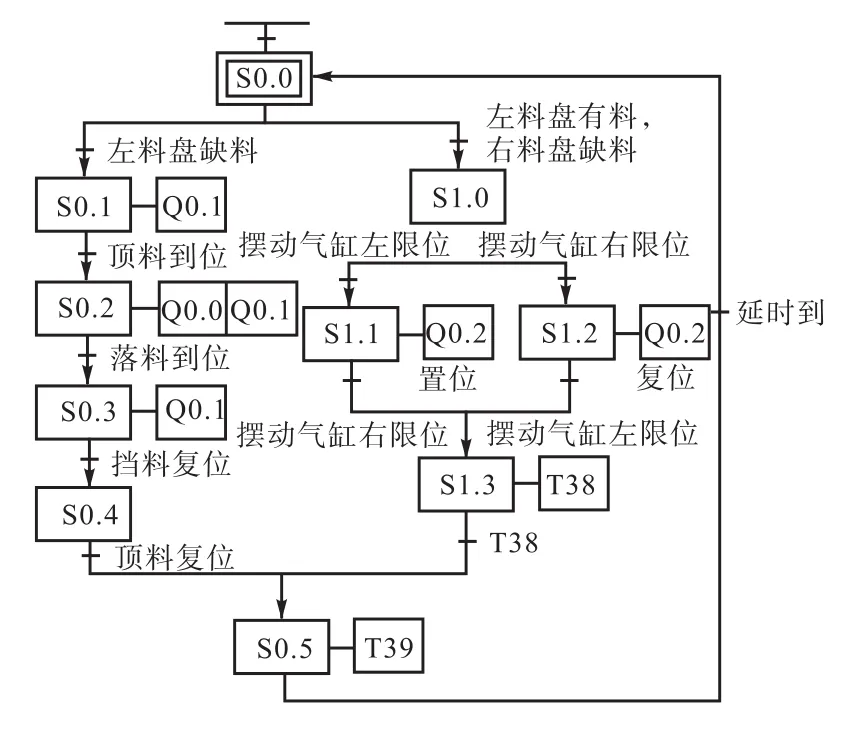
圖3 供料控制子程序功能流程圖Fig.3 Flow chart of feeding control subprogram functions
從圖3可以看出,供料控制過程包含兩個相互聯鎖的過程,即落料過程和擺臺的轉動、料盤轉移的過程。在小圓柱零件從料倉下落到左料盤的過程中,禁止擺臺轉動;相反,在擺臺轉動的過程中,也不允許進行落料。因此,在功能流程圖的設計中,采用選擇序列結構來處理兩個相互聯鎖的問題。在擺臺靜止、料倉有料且左側料盤空缺的情況下,進行落料控制;在擺臺靜止、左側料盤有料且右側料盤空缺的情況下,則進行擺臺的轉動控制。編程的實現如圖4所示:
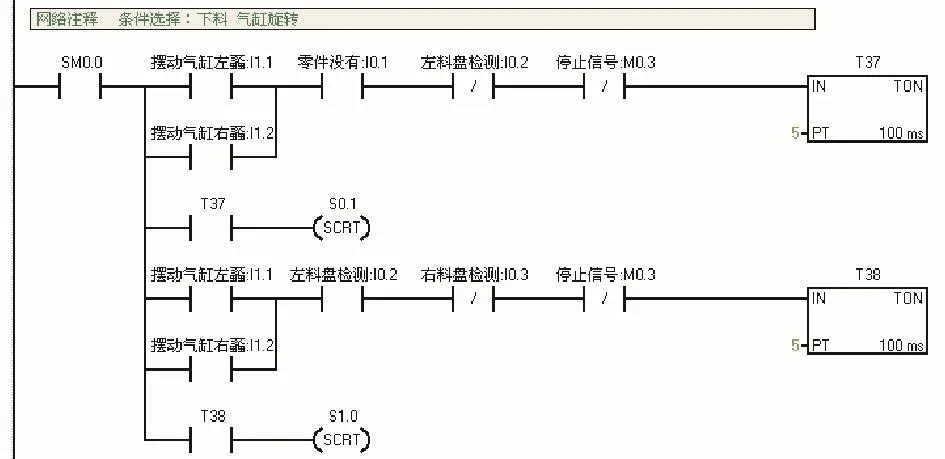
圖4 供料控制子程序Fig.4 Feeding control subprogram
裝配過程是當裝配臺上有待裝配的工件,并且裝配機械手下方有小圓柱零件時,進行裝配工件的操作。裝配控制子程序流程圖如圖5所示:
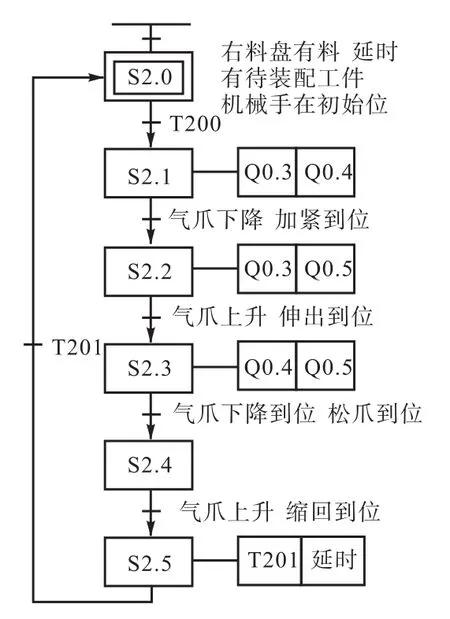
圖5 裝配控制子程序流程圖Fig.5 Flow chart of assembly control subprogram functions
通過圖5可以看出,裝配過程控制是單序列步進流程,當右料盤有料、裝配臺上有待加工工件且機械手在初始位置時,則進行裝配工件操作。開始部分梯形圖程序如圖6所示:
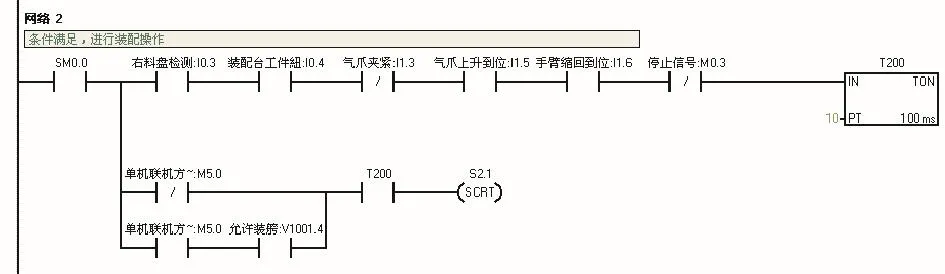
圖6 裝配控制子程序Fig.6 Assembly control subprogram
停止操作,在運行中按下停止按鈕,對于供料控制,各氣缸復位,供料標志位M0.5接通,子程序返回到初始步SN0.0;對于裝配控制,機械手完成當前工作周期,裝配標志位M0.6接通,子程序返回到初始步S2.0。只有在供料控制和裝配控制均返回到初始位置,才能執(zhí)行系統(tǒng)的停止、復位操作。此部分梯形圖程序如圖7所示:
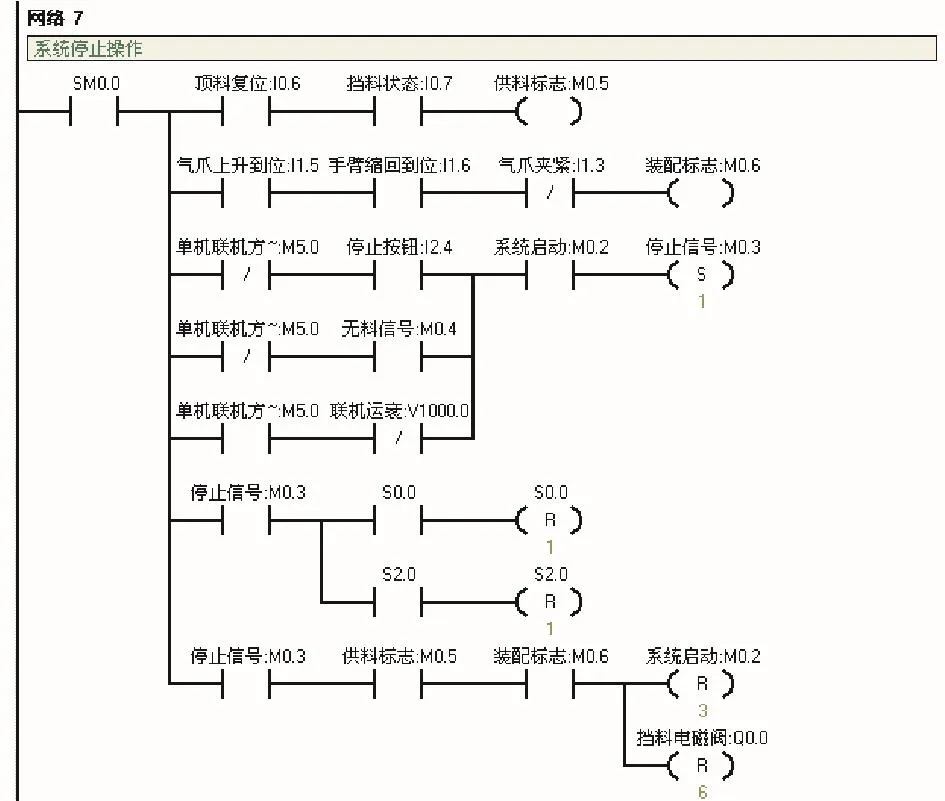
圖7 PLC主程序2Fig.7 PLC main program 2
4 結 語
裝配單元包含的傳感器、氣動元件較多,結構復雜,PLC編程實現較為困難,本文采用順序控制功能流程圖的設計方法,提出了解決問題的新方案,為系統(tǒng)程序的編寫提供了可靠依據。實踐證明,工作站能夠穩(wěn)定運行。■
[1] 吳有明. 自動生產線調試與維護[M]. 北京:北京大學出版社,2012:150-158.
[2] 廖常初. PLC 編程及應用[M]. 北京:機械工業(yè)出版社,2013:200-202.
[3] 呂景泉. 自動化生產線安裝與調試[M]. 北京:中國鐵道出版社,2008:103-115.
[4] 苗喜榮. 基于YL335B 輸送站項目的實訓研究[J]. 職業(yè)技術,2012(5):137.
An Innovative Design of Assembly Unit for YL335B Production Line
CHEN Li
(Tianjin Modern Vocational Technology College,Tianjin 300350,China)
The assembly unit simulates two different shapes of the process of assembly in the YL335B production line,and through the rotation of working table,it simulates the logistics of workpiece transfer.Because of the complicated structure and complex control requirements of the assembly unit,the design of electrical control system and PLC programming are more difficult to achieve.For these difficulties,a new design solution was proposed and hardware and software of the system were designed according to the requirements of the task;also,a detailed analysis of the difficulties in the work process was made.Finally,according to the design of the flow chart of the control function,the PLC ladder was programmed.The practice has proved that the work station can work efficiently and steadily according to the task.
PLC;electric control;flow chart of control function;ladder diagram
TP27
A
1006-8945(2016)06-0051-03
2016-05-10