汽車液壓挺桿瓶頸工序管理與研究
2016-07-08 06:39:10李蓉丁新橋
汽車實用技術(shù) 2016年4期
李蓉,丁新橋
(武漢軟件工程職業(yè)學(xué)院汽車工程學(xué)院,湖北 武漢 430205)
?
汽車液壓挺桿瓶頸工序管理與研究
李蓉,丁新橋
(武漢軟件工程職業(yè)學(xué)院汽車工程學(xué)院,湖北 武漢 430205)
摘 要:文章分析了汽車液壓挺桿的結(jié)構(gòu)和裝配工藝流程,應(yīng)用工作研究的理論對其工序的時間進(jìn)行研究。該方法可為汽車用液壓挺桿工作作業(yè)時間的定制及企業(yè)提高工作效率提供參考。
關(guān)鍵詞:液壓挺桿;瓶頸工序
10.16638/j.cnki.1671-7988.2016.04.044
CLC NO.: U468.2Document Code: AArticle ID: 1671-7988(2016)04-129-02
前言
液壓挺桿在汽車、輪船、飛機(jī)、直升機(jī)和火箭等發(fā)動機(jī)配氣系統(tǒng)中使用,其中汽車發(fā)動機(jī)中液壓挺桿使用最為頻繁,尤其是在汽油發(fā)動機(jī)中得到了大量使用。其中它在汽車發(fā)動機(jī)的配氣機(jī)構(gòu)中起著非常重要的作用,可以在任何狀態(tài)下使凸輪軸凸輪與氣門之間保持著無間隙接觸,并具有一定的緩沖功能。本文通過比較和分析目前液壓挺桿生產(chǎn)過程中所有工序的作業(yè)時間,來改善瓶頸工序給生產(chǎn)產(chǎn)能帶來的影響。
1、裝配工藝簡介
1.1 汽車液壓挺桿結(jié)構(gòu)介紹,見圖1
瓶頸工序(也叫關(guān)鍵工作中心)主要是針對生產(chǎn)流程來定義的,我們通常把一個流程中生產(chǎn)節(jié)拍最慢的環(huán)節(jié)叫做“瓶頸”,更廣義地講,瓶頸是指整個流程中制約產(chǎn)出的各種因素,而瓶頸工序顧名思義就是制約整條生產(chǎn)線產(chǎn)出量的那一部分工作步驟或工藝過程。
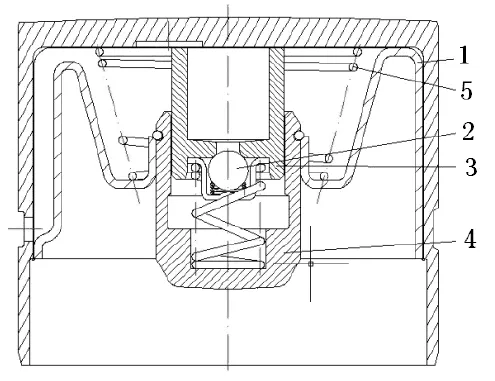
圖1 液壓挺桿結(jié)構(gòu)圖
1.2瓶頸工序
2、作業(yè)時間研究
時間研究是指以設(shè)計最佳的工作方法為目的對作業(yè)動作和時間進(jìn)行的測定和研究。其目的是尋求完成一項工作經(jīng)濟(jì)合理的時間,并設(shè)法消除或減少無效時間的損失,充分有效的利用工作時間,以提高工作效率。時間研究的方法有多種。本文針對液壓挺桿的具體實例來說明其時間確定的方法。液壓挺桿的作業(yè)時間確定可按照以下幾個步驟來完成:①工作分解;②測時;③樣本大小確定;④標(biāo)準(zhǔn)時間確定。

表1 各工序號及周期時間
每個零件的平均周期時間計算公式為:
T=(工作時間分鐘數(shù)-計劃停線-非計劃停線)*60*/(合格件+返修件+廢品)
每個合格零件平均生產(chǎn)周期計算公式為:
TOK=T/合格率=T/(合格件/(合格件+返修件+廢品))
以工序OP20熱處理為例,8個小時,生產(chǎn)4000件,全部為合格件;
計算公式為T=(480-0-0)*60/(4000+0+0)=7.2s
TOK=7.2/(4000/4000)=7.2s
依次可得其他工序的生產(chǎn)時間,填入表內(nèi)。
我們可以發(fā)現(xiàn)表格中時間最長的工序為柱體OP40精磨內(nèi)孔,這就可以確定該工序就是瓶頸工序,但該瓶頸工序是否會導(dǎo)致影響無法滿足主機(jī)廠的需求呢?這還需要經(jīng)過計算月合格產(chǎn)品,按每天3班,每月22個工作日計算產(chǎn)量:
M月-OK=3*8*3600*22/20.3=93635(件)
看它能不能滿足公司訂單的要求;如果滿足,則該瓶頸工序不影響訂單零件的交付,不需要采取措施。如不能滿足公司的訂單,則需要對該工序采取措施。
對于多數(shù)企業(yè)來講針對瓶頸工序都需要進(jìn)行分析,目的:降低生產(chǎn)成本,提高生產(chǎn)率。但對于影響訂單的瓶頸工序,我們該怎么做呢?
方法有兩個,第一增加同樣的生產(chǎn)設(shè)備;第二把這個工序分解,使之成為一個或者兩個工序。入在本文中可以把磨內(nèi)孔這個工序改成兩個工序。從而使之不再是瓶頸。
2.1 工作分解
工作分解即把需要時間研究的作業(yè)分解成多個工作單元或動作單元。在工作分解時應(yīng)該遵循下列原則:
1)每個工序應(yīng)該有明確的開始和結(jié)束標(biāo)記,這樣,從而為測量時間提供方便。
2)花費很少時間就可以完成的工作,不能作為一個工作單元。通常我們認(rèn)為,3 s內(nèi)就可以完成工序不應(yīng)該成為一個獨立的工作單元。
2.2 測時
常用的測時方法有秒表測時法和工作抽樣法及工作日寫實法。在進(jìn)行觀測時,要特別注意所觀測的數(shù)值中有沒有數(shù)據(jù)比大多數(shù)其他數(shù)據(jù)的明顯偏高或者偏低。如果有就應(yīng)該分析其是否是由于人為或者因素引起的。正常值為x±3?內(nèi)的數(shù)值,超過者即為異常值。
2.3 樣本大小的確定
在統(tǒng)計學(xué)中,我們常常采用抽樣的方法來節(jié)省時間節(jié)省成本。樣本大小是指為了達(dá)到所需要的時間精度必須重復(fù)觀測的次數(shù)。為了提高觀測精度和可靠度及彌補(bǔ)初次測計的不足,往往需要對觀測次數(shù)進(jìn)行修正。
在本文中,我們采用了按時間的抽樣方法。選擇了從白班的工作時間8點到16點,共8小時,對每個工序的時間進(jìn)行計算。
2.4 標(biāo)準(zhǔn)時間的確定
標(biāo)準(zhǔn)時間一般根據(jù)對工作單元的實測時間來確定。實際生產(chǎn)過程中工人作業(yè)所消耗的一切時間是由計劃時間和非計劃時間兩部分所構(gòu)成。見下表:
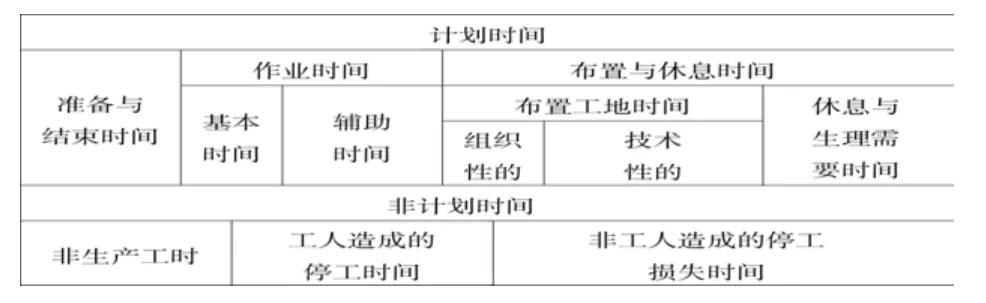
表2 工時消耗分類表
3、結(jié)束語
傳統(tǒng)的工作時間測定,都是依靠經(jīng)驗估計來設(shè)計的,缺乏系統(tǒng)的科學(xué)理論指導(dǎo),本文在分析了汽車液壓挺桿結(jié)構(gòu)和裝配工藝的流程后,運用工業(yè)工程原理和有關(guān)數(shù)理統(tǒng)計概念,討論了標(biāo)準(zhǔn)作業(yè)時間的確定過程。本文以某大型汽車公司的液壓挺桿為例進(jìn)行研究,具有一定的代表性。對其它裝配作業(yè)時間的研究,也具有一定的實用參考價值。同時,也對企業(yè)確定合理生產(chǎn)存儲量、提高生產(chǎn)率、降低成本具有重要意義,提高了企業(yè)自主規(guī)劃生產(chǎn)系統(tǒng)的能力。
針對液壓挺桿,我們可以從以下方面對瓶頸工序進(jìn)行改進(jìn),以提高工作效率。首先應(yīng)找出系統(tǒng)的瓶頸.接著決定如何挖盡瓶頸的潛能。下一步給瓶頸工序分解。假如上述步驟打破了原有的瓶頸,那么就回到第一步并持續(xù)改進(jìn),重新尋找新瓶頸。舊的瓶頸解決,新的瓶頸又產(chǎn)生,不斷消除瓶頸,實現(xiàn)生產(chǎn)效率大提升。
參考文獻(xiàn)
[1] [美]史密斯著.郭光熾譯.勞動量測定[M].北京:機(jī)械工業(yè)出版社.1988.
[2] 郭伏,李森.作業(yè)測定技術(shù)應(yīng)用中的問題研究.工業(yè)工程,2003,6(5):57—60.
[3] [美]蒙代爾著.董靖譯.動作與時間研究[M].北京:機(jī)械工業(yè)出版社,1983.
[4] 章文澄.周丙海.車用機(jī)油泵裝配作業(yè)時間研究. [J]機(jī)械制造2009,10(10-12).
[5] 鞏朝冬.齊小劍.崔齊佳汽車液壓尾板設(shè)計與分析[J]機(jī)械工程師2015,9(30).
中圖分類號:U468.2
文獻(xiàn)標(biāo)識碼:A
文章編號:1671-7988(2016)04-129-02
作者簡介:李蓉,講師,碩士,就職于陜西重型汽車有限公司。研究方向為汽車技術(shù)服務(wù)與營銷。
Automobile hydraulic tappet bottleneck process management and research
Li Rong, Ding Xinqiao
( Wuhan software engineering vocational college of automotive engineering, school of hubei wuhan, Hubei Wuhan 430205 )
Abstract:This paper analyzed the structure of the hydraulic tappet and assembly process, Application research of theoretical study of the process time. This method will work for automotive hydraulic tappet homework time custom and improve the work efficiency to provide the reference.
Keywords:Automobile hydraulic tappet; bottleneck process
猜你喜歡
體育科技文獻(xiàn)通報(2022年3期)2022-05-23 13:46:54
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機(jī)設(shè)計與研究(2019年4期)2019-05-21 07:21:24
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
故事大王(2016年7期)2016-09-22 17:30:08
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
兒童故事畫報(2013年3期)2013-06-24 05:40:30