采用網(wǎng)絡(luò)控制的電腦橫機CAN總線調(diào)度仿真
2016-07-12 13:28:43張成俊左小艷吳曉光
紡織學(xué)報 2016年8期
張成俊, 左小艷, 張 弛, 吳曉光
(武漢紡織大學(xué) 機械工程與自動化學(xué)院, 湖北 武漢 430073)
采用網(wǎng)絡(luò)控制的電腦橫機CAN總線調(diào)度仿真
張成俊, 左小艷, 張 弛, 吳曉光
(武漢紡織大學(xué) 機械工程與自動化學(xué)院, 湖北 武漢 430073)
為滿足電腦橫機控制器網(wǎng)絡(luò)化發(fā)展方向的要求,在分析傳統(tǒng)電腦橫機單機控制器的基礎(chǔ)上,提出了基于雙電腦橫機控制器的CAN總線的調(diào)度仿真方法,并設(shè)計了1臺電腦控制器同時控制2臺電腦橫機的“PC+節(jié)點”的網(wǎng)絡(luò)控制結(jié)構(gòu)。通過將電腦橫機控制系統(tǒng)中的電動機、電磁控制器和傳感器等部件等效為網(wǎng)絡(luò)控制系統(tǒng)中的網(wǎng)絡(luò)節(jié)點,并利用MatLab數(shù)學(xué)軟件中的Truetime工具箱,按照雙電腦控制器的網(wǎng)絡(luò)結(jié)構(gòu),建立基于CAN總線的網(wǎng)絡(luò)化電腦橫機的仿真模型。并對CAN總線的動態(tài)調(diào)度算法和混合調(diào)度算法性能進行仿真對比,得出混合調(diào)度算法可滿足網(wǎng)絡(luò)化電腦橫機控制系統(tǒng)要求的結(jié)論,驗證了利用CAN總線構(gòu)成的網(wǎng)絡(luò)化電腦橫機控制器的可行性。
電腦橫機; 網(wǎng)絡(luò)控制系統(tǒng); CAN總線; 調(diào)度算法
電腦橫機利用主伺服電動機帶動機頭在針板上往復(fù)移動,完成對織針上升高度的控制,實現(xiàn)毛衫編織。由于傳統(tǒng)的電腦橫機主控制器與機頭位置分離,二者之間的連線需要盡可能的少,文獻(xiàn)[1-2]通過研究對比工業(yè)標(biāo)準(zhǔn)體系結(jié)構(gòu)總線 (industrial standard architecture, ISA)、外設(shè)部件互連標(biāo)準(zhǔn)總線 (peripheral component interconnect, PCI)、串行RS232、RS485和控制器局域網(wǎng)絡(luò)總線(controller area network, CAN),選擇了通信速度高達(dá)1 Mbps的CAN總線作為電腦橫機主控制與機頭控制器之間的通信總線,并根據(jù)毛衫編織花型的特點,對CAN總線的通信數(shù)據(jù)進行了管理[3]。
由于橫機機頭的傳感和執(zhí)行元件包含CAN總線通信模塊、機頭零位傳感器檢測模塊、電動機驅(qū)動模塊、電磁鐵驅(qū)動模塊、選針器驅(qū)動模塊和IO擴展模塊等。電腦橫機的控制系統(tǒng)數(shù)據(jù)準(zhǔn)備[3]由電腦利用花型處理軟件生成多個控制數(shù)據(jù)文件,然后利用U盤將數(shù)據(jù)拷貝至電腦橫機的主控制器。在電腦橫機運行的過程中,橫機的編織動作需要根據(jù)機頭的位置,主控制器利用CAN總線向機頭控制器發(fā)送控制命令和控制數(shù)據(jù),驅(qū)動機頭上各執(zhí)行元件。為實現(xiàn)電腦橫機高速編織,大多數(shù)的電腦橫機主控制器采用高級精簡指令處理器 (advanced RISC machines, ARM)[4-5]實現(xiàn),有的主控制系統(tǒng)為追求高速性和高效性,其控制器采用ARM、數(shù)字信號處理器 (digital signal processing, DSP)和現(xiàn)場可編程門陣列(field programmable gate array, FPGA)組合的架構(gòu)方式[6-7],從而增加其控制系統(tǒng)的計算能力、通信能力和數(shù)據(jù)采集與控制能力,但該電腦橫機控
制器也增加了設(shè)備的制造成本。
隨電子計算機制造水平的日益進步和發(fā)展,電子計算機的數(shù)據(jù)處理和數(shù)據(jù)通信能力均高于市場上主流的DSP和ARM芯片的處理和通信能力,因此,本文提出利用電子計算機做電腦橫機上位機,并利用PCI-CAN的數(shù)據(jù)通信接口直接與1臺或者多臺電腦橫機機頭控制器相連,形成“PC+節(jié)點”的網(wǎng)絡(luò)橫機控制系統(tǒng)。與傳統(tǒng)單機系統(tǒng)相比,采用“PC+節(jié)點”網(wǎng)絡(luò)橫機控制系統(tǒng)可增強上位機數(shù)據(jù)的處理和通信能力,省掉主控制器的系統(tǒng)電路板,降低電腦橫機后期的維護成本。
1 網(wǎng)絡(luò)控制電腦橫機結(jié)構(gòu)
1.1 傳統(tǒng)電腦橫機控制系統(tǒng)結(jié)構(gòu)
傳統(tǒng)的電腦橫機采用主控制器、機頭控制器和人機界面的三模塊結(jié)構(gòu),其結(jié)構(gòu)如圖1所示[1]。
主控制器主要擔(dān)負(fù)電腦橫機主伺服電動機、搖床伺服電動機、力矩電動機和羅拉電動機的驅(qū)動任務(wù),管理與人機界面的485通信和與機頭控制器的CAN總線通信任務(wù),并完成橫機工作狀態(tài)的指示與傳感器的采集任務(wù)。由于主控制器的任務(wù)繁重,處理速度快,一般都采用DSP器件或者ARM器件作為其核心處理器。人機界面主要完成花型數(shù)據(jù)的存取工作和與主控制器的交互任務(wù)。機頭控制器利用FPGA完成多個元件的驅(qū)動工作,由于FPGA編程靈活,可擴展性強,適用于不同機型的驅(qū)動工作,簡化了橫機控制器的設(shè)計和開發(fā)工作量。
1.2 基于網(wǎng)絡(luò)控制的電腦橫機系統(tǒng)結(jié)構(gòu)
由于CAN總線的近距傳輸速度快,最多支持110個節(jié)點,傳輸介質(zhì)可為雙絞線或者光纖,適合于工業(yè)自動化、工業(yè)設(shè)備、醫(yī)療設(shè)備等領(lǐng)域。本文研究在傳統(tǒng)電腦橫機CAN總線通信的基礎(chǔ)上,提出利用CAN總線構(gòu)成“PC+節(jié)點”的網(wǎng)絡(luò)控制橫機系統(tǒng)的思想。
利用CAN總線構(gòu)成的“PC+節(jié)點”網(wǎng)絡(luò)控制橫機系統(tǒng)結(jié)構(gòu)如圖2所示。每臺電腦橫機的傳感和執(zhí)行元件均為網(wǎng)絡(luò)化橫機控制器的1個節(jié)點,每個結(jié)點均通過CAN總線與PC內(nèi)部的PCI-CAN控制板卡直接相連,實現(xiàn)1臺PC主機同時控制多臺橫機進行編織操作。

圖2 網(wǎng)絡(luò)化電腦橫機控制系統(tǒng)結(jié)構(gòu)Fig.2 Computerized flat knitter network control system
將圖2所示網(wǎng)絡(luò)控制的2臺電腦橫機系統(tǒng)等效為7個節(jié)點,節(jié)點的類型及驅(qū)動方式如表1所示。節(jié)點1和節(jié)點5分別為2臺橫機的電動控制器,負(fù)責(zé)接收電腦控制器發(fā)送的電動機的控制數(shù)據(jù),并通過內(nèi)部端口送出直接控制伺服電動機,使得電腦控制器通過網(wǎng)絡(luò)對伺服電動機進行控制和調(diào)節(jié);只要接收控制器發(fā)送的電動機控制數(shù)據(jù),電動機便開始動作,故此節(jié)點采用事件驅(qū)動方式。節(jié)點2和節(jié)點6分別為2臺橫機的電磁鐵和選針器控制器,電磁鐵和選針器控制器只負(fù)責(zé)接收控制器的電磁鐵和選針器控制數(shù)據(jù),并利用內(nèi)部的電磁鐵驅(qū)動器件對各類電磁鐵元件的動作驅(qū)動,采用事件驅(qū)動方式。節(jié)點3和節(jié)點7分別為2臺橫機的傳感器節(jié)點,為保證傳感器實時地采集到當(dāng)前橫機機頭的位置信息,需要周期性地從編碼器采集數(shù)據(jù),并將數(shù)據(jù)計算、處理后發(fā)送給電腦控制器,采用周期時鐘驅(qū)動方式,另外傳感器節(jié)點還需要負(fù)責(zé)對突發(fā)信息進行處理,如機頭極限位置和斷紗警告,此時傳感器節(jié)點在實時內(nèi)向控制器傳輸警告信息,此時采用非周期事件驅(qū)動方式。節(jié)點4為電腦控制器,負(fù)責(zé)接收節(jié)點3和節(jié)點7的傳感器數(shù)據(jù)信息,一旦接收到傳感器數(shù)據(jù),控制器便立即進行運算,并以最快的速度向節(jié)點1、節(jié)點2、節(jié)點5和節(jié)點6發(fā)送控制信息,為提高系統(tǒng)的處理速度,采用事件驅(qū)動方式。
利用CAN總線構(gòu)成的“PC+節(jié)點”的橫機系統(tǒng)具有抗干擾能力強、實時性強、節(jié)點數(shù)眾多和維護方便等優(yōu)點,但整個系統(tǒng)中信息源較多,其傳輸過程會占用網(wǎng)絡(luò)通信線路的帶寬,造成信息傳輸過程中不可避免地出現(xiàn)丟包、延時等現(xiàn)象。為解決此現(xiàn)象,需要對網(wǎng)絡(luò)系統(tǒng)進行調(diào)度研究,分析調(diào)度算法對網(wǎng)絡(luò)控制系統(tǒng)的影響,從而使分布式網(wǎng)絡(luò)控制系統(tǒng)取得較為理想的控制效果。
2 調(diào)度算法
2.1 固定優(yōu)先級調(diào)度算法
固定優(yōu)先級調(diào)度算法是一種靜態(tài)調(diào)度算法,在程序設(shè)計時按照消息的周期和截止期給每個消息安排優(yōu)先級,在數(shù)據(jù)傳輸過程中,優(yōu)先級高的消息會搶占總線,從而保證其最先傳輸。
固定優(yōu)先級調(diào)度算法包括了比例單調(diào)算法和截止期單調(diào)算法2類,比例單調(diào)算法是按消息的周期進行設(shè)定優(yōu)先級,消息周期越小,其優(yōu)先級越高;截止期單調(diào)算法是按消息截止期進行設(shè)定優(yōu)先級,截止期越短,優(yōu)先級越高[8]。
2.2 動態(tài)優(yōu)先級算法
動態(tài)優(yōu)先級算法是一種隨時間推移動態(tài)調(diào)整各站點優(yōu)先級的算法,每個節(jié)點訪問總線的權(quán)力相同,可避免高優(yōu)先級的消息始終占用通信總線,保證各類消息傳輸?shù)膶崟r性。其思想為:初始化為每個節(jié)點擁有不同的優(yōu)先級,若消息傳輸過程中沒有發(fā)生沖突,則按原有的優(yōu)先級進行消息傳輸;若傳輸過程發(fā)生沖突,優(yōu)先級高的節(jié)點在總線競爭中會獲得優(yōu)先傳輸?shù)臋?quán)力,并把總線競爭失敗的節(jié)點的優(yōu)先級提高一個等級,以提高沖突發(fā)生時的數(shù)據(jù)傳輸?shù)母怕省H粝麓卧摴?jié)點的總線競爭仍然失敗,則其傳輸?shù)膬?yōu)先級進一步提高,從而進一步提高數(shù)據(jù)傳輸?shù)母怕剩詣討B(tài)保證低優(yōu)先級節(jié)點數(shù)據(jù)傳輸?shù)母怕剩WC數(shù)據(jù)傳輸?shù)膶崟r性[9]。
2.3 混合調(diào)度算法
電腦橫機網(wǎng)絡(luò)化控制系統(tǒng)的消息有周期性非實時消息、周期性實時消息、非周期實時消息和非周期非實時消息。對于電腦橫機控制器而言,伺服電動機驅(qū)動消息為周期性實時消息;極限位、斷紗和斷針的警告消息為非周期實時消息;其他控制消息為非實時消息。對于采用網(wǎng)絡(luò)控制的橫機控制系統(tǒng),CAN總線上傳輸?shù)臄?shù)據(jù)信息很多,采用固定優(yōu)先級算法,會使得優(yōu)先級低的消息經(jīng)常處理等待狀態(tài),無法保證數(shù)據(jù)的傳輸;采用動態(tài)優(yōu)先級算法,可減少低優(yōu)先級消息的等待狀態(tài),提高總線的利用率,但在消息傳輸?shù)膬?yōu)先級修改的過程中,會加重系統(tǒng)的資源消耗。混合調(diào)度算法是一種集固定優(yōu)先級算法和動態(tài)優(yōu)先級算法優(yōu)點的混合算法,既可保證低優(yōu)先級消息的正常傳輸,也可提高網(wǎng)絡(luò)控制系統(tǒng)帶寬的利用率[10]。混合調(diào)度算法的流程圖如圖3所示。
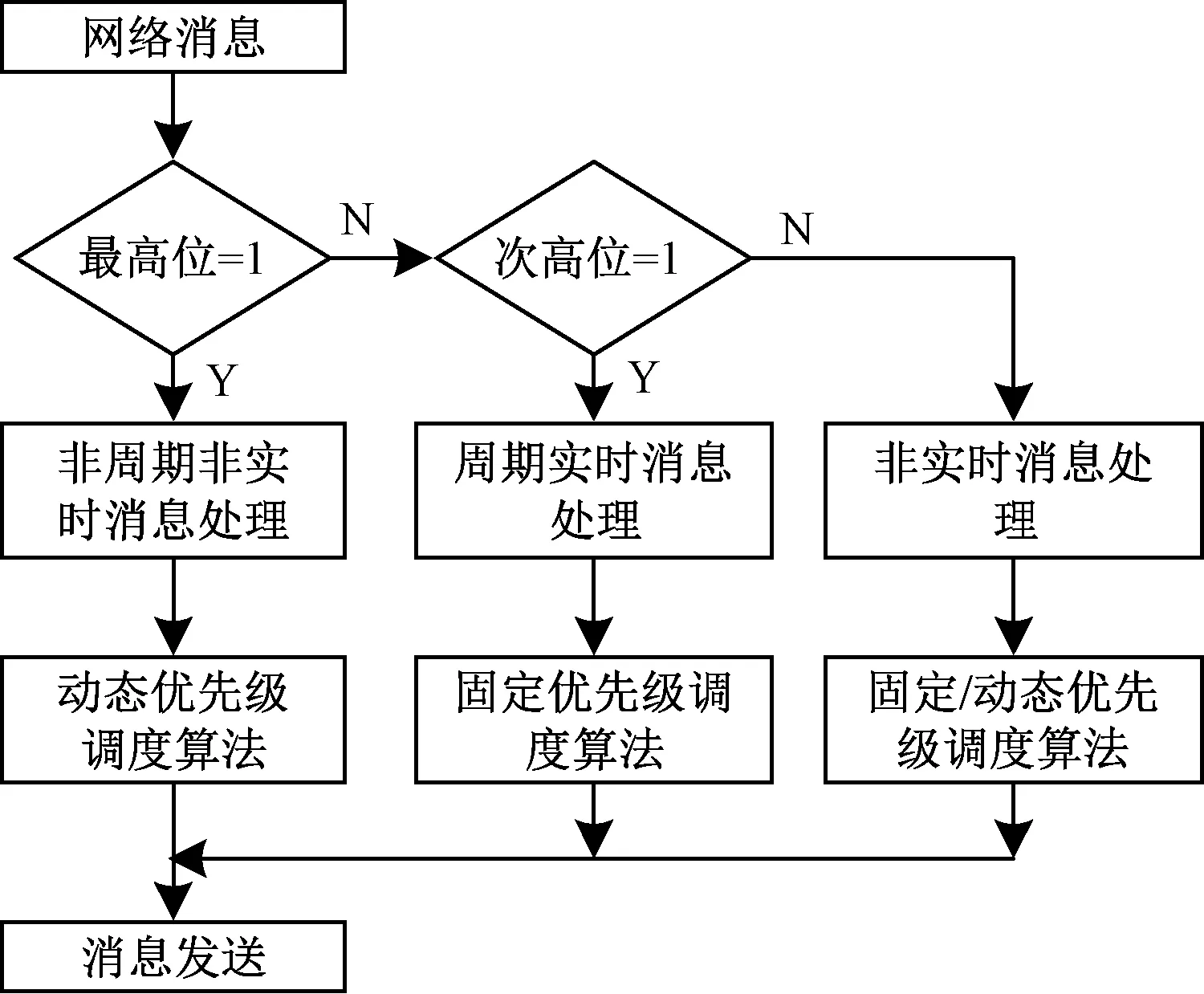
圖3 混合調(diào)度算法流程圖Fig.3 Hybrid scheduling algorithm flow chart
將網(wǎng)絡(luò)消息的最高兩位用于消息類型標(biāo)識,最高位標(biāo)識為1,說明該消息為非周期非實時消息,其優(yōu)先級最高,但多臺橫機同時有多個同樣高優(yōu)先級的消息到達(dá)時,確保其最快的時間內(nèi)獲得消息的發(fā)送權(quán),故此消息的調(diào)度采用動態(tài)優(yōu)先級實現(xiàn)。網(wǎng)絡(luò)消息的次高位為1時表示消息為周期實時消息,否則為非實時消息,對于周期性的實時消息,按照消息的固定優(yōu)先級進行固定優(yōu)先級調(diào)試;對于非實時消息,可根據(jù)數(shù)據(jù)消息的性質(zhì),采用固定或者動態(tài)優(yōu)先級的消息調(diào)度。采用上述的混合調(diào)度算法可保證消息有實時傳輸和處理,避免了固定優(yōu)先級和動態(tài)優(yōu)先級調(diào)度方法存在的不足。
3 基于Truetime工具箱的調(diào)度仿真
為驗證電腦橫機數(shù)據(jù)信息調(diào)度策略的合理性,利用基于MatLab的Truetime工具箱[11]對上述的電腦橫機網(wǎng)絡(luò)化控制系統(tǒng)進行仿真驗證。
3.1 網(wǎng)絡(luò)化橫機模型
利用Truetime工具箱的7個內(nèi)核模塊分別模擬2個電動機模塊、2個傳感器模塊、2個電磁驅(qū)動器模塊和1個控制器模塊,1個Network模塊的CSMA/AMP來模擬CAN總線網(wǎng)絡(luò),基于1臺電腦控制器的網(wǎng)絡(luò)化電腦橫機模型如圖4所示。

圖4 電腦橫機網(wǎng)絡(luò)化仿真模型Fig.4 Simulation model for computerized flat knitter network
圖4中CAN總線網(wǎng)絡(luò)類型為CSMA/AMP,網(wǎng)絡(luò)節(jié)點數(shù)為7,數(shù)據(jù)傳輸速率為25×104bits/s,數(shù)據(jù)大小為40字節(jié),數(shù)據(jù)丟包率為0。電動機驅(qū)動模塊負(fù)責(zé)伺服電動機控制信息的接收和電動機的驅(qū)動,接收端接收控制器模塊送至的消息,伺服電動機的位置信息采集由傳感器模塊完成,因此在電動機驅(qū)動模塊中并示向控制器的輸入接口回送消息。電磁驅(qū)動器模塊采用開環(huán)控制,只接收控制器的控制消息和驅(qū)動電磁閥的動作,并示向控制器回送消息。控制器輸入端接收傳感器送入的消息,同時對控制數(shù)據(jù)進行運算,同時還需要通過輸出端接口向電動機和電磁控制器送出控制消息,任務(wù)較為繁重。為保證橫機控制器消息不發(fā)生沖突,CAN總線網(wǎng)絡(luò)需要對其各類消息進行調(diào)度,從而保證消息及時的到達(dá),減少消息之間的沖突。
3.2 傳感器的采樣周期計算
假設(shè)電腦橫機的最快移動速度為Vmax,電腦橫機的針距為E。為保證電腦橫機的正常運行和控制,即傳感器需要準(zhǔn)確地識別機頭移動1枚織針的距離,根據(jù)采樣定理可確定在機頭移動1枚織針距離的時候,傳感器需要對其進行2次采樣和網(wǎng)絡(luò)數(shù)據(jù)的傳輸,因此傳感器的采樣周期Tsample的計算式為
(1)
利用上式,對于機頭最高移動速度Vmax=2 m/s,織針間距E=4.72 針/cm的電腦橫機,可計算出其傳感器的采樣周期Tsample=0.002 1 s。
3.3 調(diào)度算法仿真與比較
由于1臺控制器同時控制2臺電腦橫機,控制器與電腦橫機的位置可能會有一定的距離,為保證CAN總線數(shù)據(jù)傳輸?shù)臏?zhǔn)確性,采用250 kbps的通信波特率,分別用動態(tài)優(yōu)先級調(diào)度算法和混合優(yōu)先級調(diào)度算法對于圖4所示的網(wǎng)絡(luò)化電腦橫機模型進行仿真,其調(diào)度算法的仿真結(jié)果如圖5所示。圖中當(dāng)水平線條處于較高的位置,說明此節(jié)點正在向網(wǎng)絡(luò)傳輸消息;當(dāng)水平線條處于較低的位置,說明此節(jié)點處理空閑狀態(tài);當(dāng)水平線條處于中間位置,說明此時節(jié)點發(fā)送的消息被網(wǎng)絡(luò)上其他的消息阻隔,處于等待調(diào)度狀態(tài)。
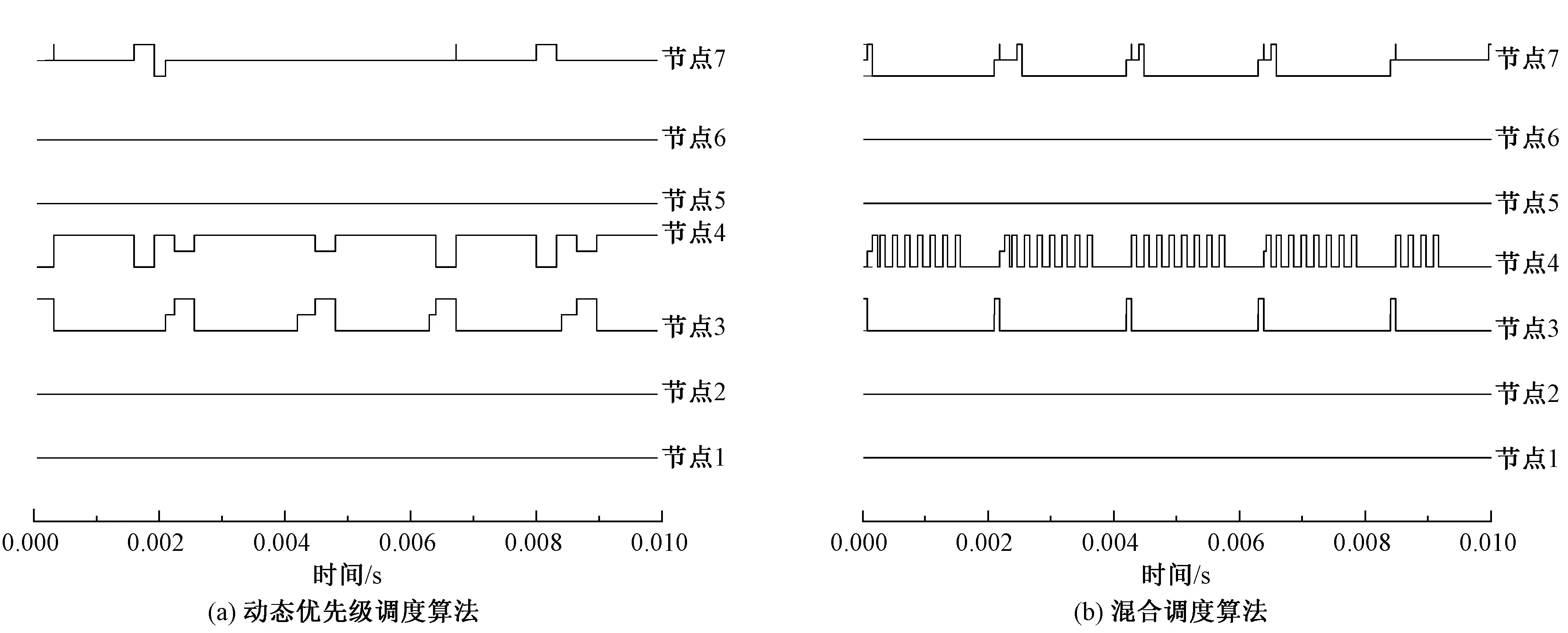
圖5 采用網(wǎng)絡(luò)控制電腦橫機調(diào)度算法仿真Fig.5 Scheduling algorithm simulation for computerized flat knitter network. (a) Dynamic priority scheduling algorithm (b) Hybrid scheduling algorithm
由圖5可看出,無論哪種調(diào)度算法,電動機節(jié)點(節(jié)點1和節(jié)點5)和電磁控制節(jié)點(節(jié)點2和節(jié)點6)只接收控制器的控制信號,并不向整個網(wǎng)絡(luò)回送消息,故無消息的調(diào)度。利用動態(tài)優(yōu)先級調(diào)度算法的網(wǎng)絡(luò)系統(tǒng),傳感器節(jié)點(節(jié)點3和節(jié)點7)和電腦控制器節(jié)點(節(jié)點4)的信號發(fā)送需要等待較長的時間,甚至出現(xiàn)了信號無法送出的情況,產(chǎn)生了信號的死鎖現(xiàn)象。而在混合調(diào)度算法中,整個電腦橫機網(wǎng)絡(luò)化控制系統(tǒng)中的各節(jié)點信號傳輸正常,任何節(jié)點的信號均可順利送出,消除了網(wǎng)絡(luò)節(jié)點信號的死鎖現(xiàn)象,增強了系統(tǒng)的穩(wěn)定性。
4 結(jié)束語
本文在分析傳統(tǒng)電腦橫機單機控制的基礎(chǔ)上,提出了網(wǎng)絡(luò)化電腦橫機控制器的控制方法,即利用一臺電腦控制器同時控制兩臺及以上的電腦橫機編織動作。為驗證網(wǎng)絡(luò)化電腦橫機的可行性,利用Truetime工具箱對網(wǎng)絡(luò)化電腦橫機調(diào)度方法進行建模和仿真,通過對網(wǎng)絡(luò)化電腦橫機的調(diào)度算法進行仿真對比,得出了混合調(diào)度算法可滿足電腦橫機控制器網(wǎng)絡(luò)化要求的結(jié)論。
相比于傳統(tǒng)的電腦橫機控制器,基于CAN總線的網(wǎng)絡(luò)化電腦橫機具有上位機處理能力和通信能力強的特點。網(wǎng)絡(luò)化控制器的研究為我國電腦橫機控制器的研究提出新的研究方向,為電腦橫機控制器向著互聯(lián)網(wǎng)絡(luò)控制方向的發(fā)展提供了切實可行的解決方案。
FZXB
[ 1] 張成俊, 張弛, 左小艷, 等. CAN總線在電腦橫機上的實現(xiàn) [J]. 針織工業(yè), 2013(9): 24-27. ZHANG Chengjun, ZHANG Chi, ZUO Xiaoyan, et al. CAN bus realized on flat knitting machine [J]. Knitting Industries, 2013(9): 24-27.
[ 2] 張弛, 張成俊,吳曉光. 基于CAN總線的電腦橫機機頭控制器的開發(fā) [J]. 針織工業(yè), 2012(11): 18-21,70. ZHANG Chi, ZHANG Chengjun, WU Xiaoguang. Development of carriage controller of computer-based flat knitting machine based on CAN bus [J]. Knitting Industries, 2012(11): 18-21, 70.
[ 3] 張弛, 張成俊,吳曉光. 電腦橫機控制系統(tǒng)數(shù)據(jù)準(zhǔn)備 [J]. 紡織學(xué)報, 2012, 33(8): 124-129. ZHANG Chi, ZHANG Chengjun, WU Xiaoguang. Control system data of computer flat knitting machine [J]. Journal of Textile Research, 2012, 33(8): 124-129.
[ 4] 李鵬飛,賀青. 基于嵌入式系統(tǒng)的電腦橫機上位機的設(shè)計 [J]. 針織工業(yè), 2013(2): 20-23. LI Pengfei, HE Qing. Embedded system based on computerized flat knitting machine used upper-computer design [J]. Knitting Industries, 2013(2): 20-23.
[ 5] 莫易敏,陳彪,金昌. 基于ARM的嵌入式電腦橫機控制器設(shè)計 [J]. 武漢理工大學(xué)學(xué)報, 2006(10): 121-124.
MO Yimin, CHEN Biao, JIN Chang. Design of embedded control system in computerized flat knitter based on ARM [J]. Journal of Wuhan University of Technology, 2006(10): 121-124.
[ 6] 白洪金,胡旭東. 電腦橫機三級遞階控制系統(tǒng)結(jié)構(gòu)設(shè)計 [J]. 針織工業(yè), 2013(9): 28-30. BAI Hongjin, HU Xudong. Structure design of three-level hierarchical control system of computerized flat knitting machine [J]. Knitting Industries, 2013(9): 28-30.
[ 7] 項賢軍,韓強. 基于ARM 9電腦橫機數(shù)據(jù)處理的CAN通訊設(shè)計 [J]. 針織工業(yè), 2013(7): 61-64. XIANG Xianjun, HAN Qiang. CAN communication design of data processing system of computerized flat knitting machine based on ARM9 [J]. Knitting Industries, 2013(7):61-64.
[ 8] 劉魯源, 王曉欣,呂偉杰. CAN總線固定優(yōu)先級可調(diào)度分析與設(shè)計方法及其在純電動汽車中的應(yīng)用 [J]. 制造業(yè)自動化, 2005(4): 56-59. LIU Luyuan, WANG Xiaoxin, Lü Weijie. A schedulable analysis and design and design method for fixed priority based on can and application in electric vehicle [J]. Manufacturing Automation, 2005(4): 56-59.
[ 9] 袁遠(yuǎn),李紅信. CAN網(wǎng)絡(luò)實時性分析及改進 [J]. 電子設(shè)計工程, 2010,18(6): 110-112. YUAN yuan, LI Hongxin. Analysis and improvement of real time in can net [J]. Electronic Design Engineering, 2010, 18(6): 110-112.
[10] 尹安東, 朱云驍, 江昊, 等. CAN總線混合調(diào)度算法在HEV控制系統(tǒng)中的應(yīng)用 [J]. 電子測量與儀器學(xué)報, 2012, 26(1): 31-36. YIN Andong, ZHU Yunxiao, JIANG Hao, et al. Application of can bus hybrid scheduling algorithm in HEV control system [J]. Journal of Electronic Measurement and Instrument, 2012, 26(1): 31-36.
[11] CERVIN A D, HENRIKSSON D, LINCOLN B, et al. How does control timing affect performance analysis and simulation of timing using jitterbug and truetime [J]. Control Systems, IEEE, 2003, 23(3): 16 - 30.
CAN bus scheduling simulation for computerized flat knitting machine based on network control
ZHANG Chengjun, ZUO Xiaoyan, ZHANG Chi, WU Xiaoguang
(SchoolofMechanicalEngineeringandAutomation,WuhanTextileUniversity,Wuhan,Hubei430073,China)
In order to meet the development requirements of the network control of computerized flat knitting machine, a high-speed CAN bus network control system for the computerized flat knitter is proposed based on the conventional stand-alone controller, and a network control structure of the “PC+ nodes” is designed to use in the computer controller, which can control two flat knitting machines at the same time. The components of flat knitting machine, including motors, electromagnetic controllers and sensors are equivalent to the network nodes. According to the network structure of two machine's controllers, the simulation model of the network computer flat knitting machine based on CAN bus is established by TrueTime toolbox in Matlab software. Based on the model, by simulating and comparing the dynamic priority scheduling algorithm and hybrid scheduling algorithm, it concludes that the hybrid scheduling algorithm fits the computerized flat knitter network control system, which verifies the feasibility of the network controller of the computerized flat knitting machine based on CAN bus.
computerized flat knitting machine; network control system; CAN bus; scheduling algorithm
10.13475/j.fzxb.20150100606
2015-01-05
2016-04-28
國家自然科學(xué)基金項目(51175384,51305309);湖北省自然科學(xué)基金重點項目(2014CFA099)
張成俊(1979—),男,副教授,博士。主要研究方向為針織裝備設(shè)計與控制。E-mail:zchengj_wuse@163.com。
TP 311; TS 132
A