柔性公共補焊線的設計及應用
2016-07-15 07:10:10許麗虹謝艷蘭
裝備制造技術 2016年3期
許麗虹,謝艷蘭
(上汽通用五菱汽車股份有限公司,廣西 柳州545007)
?
柔性公共補焊線的設計及應用
許麗虹,謝艷蘭
(上汽通用五菱汽車股份有限公司,廣西 柳州545007)
摘要:針對傳統人工焊接線的弊端,開發了高柔性化、高自動化率的柔性公共補焊線,該補焊線采用高速滾床與滑撬的輸送方式實現白車身的高速輸送,提高生產效率,提升自動化率,改善人機工程,提高設備的重復利用率,降低制造成本。重點闡述了該公共補焊線的工作過程、工作原理、工藝布局及結構形式,以及在實際應用中所取得的效果。
關鍵詞:公共補焊線;輸送;滾床;升降;滑橇;線旁夾具
隨著現代化工廠對勞動生產效率的要求越來越高,對勞動者保護、人機工程的重視,以及人力成本的逐年增加,傳統的人工焊接方式漸漸被自動化生產取代。同時,隨著汽車市場的發展,汽車的車型越來越多,更新換代的周期越來越短,原來規劃單一車型的生產方式不僅生產率低,而且設備通用性低,已經不能滿足當前汽車規劃的發展趨勢[1]。因此,開發具有高自動化、高兼容性、高效率的自動化焊接生產線迫在眉睫。
車身公共補焊線正是在這樣的背景下應運而生的。我們開發了一種通過高速滾床與滑撬輸送白車身的柔性公共補焊線,將一部分主線人工焊點分配到公共補焊線焊接實現自動化焊接,減少生產線操作工人數量,改善人機工程,提升車間自動化率。同時柔性公共補焊線能夠滿足多個車型的白車身焊接,廠房、公用動力設施和通用設備一次性投入,滑撬定位工裝根據車型切換,新車型的導入只需設計專用車型的夾具工裝,設備利用率高。
1 方案設計
1.1總體方案
高速滾床具有輸送速度快、停止精度高的特點[2]。柔性公共補焊線采用滾床與滑橇的輸送方式,并根據機器人焊接對白車身定位精度的需求,補焊工位采用線旁夾具實現白車身的精確定位,人工檢測工位采用固定式滾床,在保證節拍的同時降低設備制造成本。
公共補焊線機器人焊接工位的工作原理是滾床滑橇整體舉升將白車身抬離焊接夾具,滑橇水平運動將白車身輸送至下工位,滾床整體下降,同時白車身落在焊接夾具上,機器人對白車身進行補焊,過程示意如圖1所示。
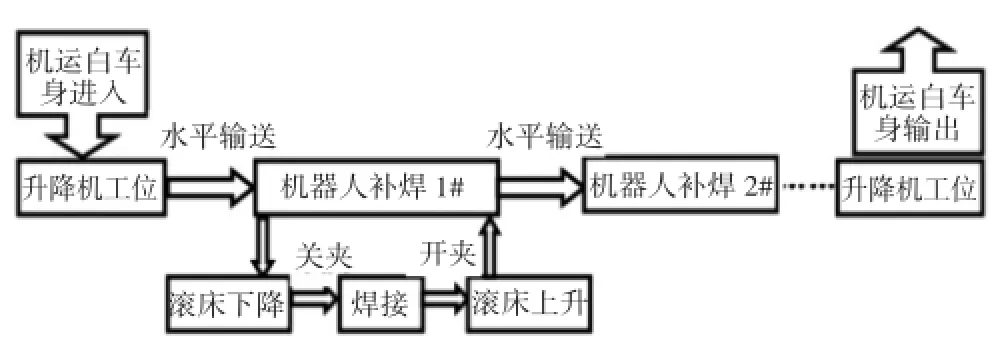
圖1 補焊線設備工作過程示意
1.2工藝布局
每條補焊線設計工位節距6 m,有效操作工位10個,其中1#、2#為預留工位,3#、4#、5#、6#、7#為機器人補焊工位,8#、9#、10#為人工檢測及對缺陷焊點修復工位,運行節拍為40 JPH(Job Per Hour,臺/小時),共20臺電阻點焊機器人完成白車身焊點補焊,改善人機工程,提升自動化率,將車間的自動化率提升至35%.
1.3焊接工藝
公共補焊線采用點焊機器人實現白車身的自動焊接。焊接機器人是本體獨立、動作自由度多、程序變更靈活、自動化程度高和柔性程度極高的焊接設備,而且它們的重復精度高、焊接質量好、運動速度快和動作穩定可靠。
1.4滑橇返回方案
公共補焊線滾床的滑橇采用從空中返回的形式,同時與空中機運線的滑橇兼容共用,以減少滑橇的種類及數量,簡化整車間不同輸送系統之間的切換,減少設備的數量與投資。
2 結構設計
2.1高速滾床
高速滾床由支撐架、五組包膠棍輪、接近開關、皮帶輪、同步傳送帶、驅動電機等組件組成。支撐架由矩形鋼管焊接并精加工而成,強度高。五組棍子在支撐架上均勻布置。在滑橇前進方向的一端設計有機座,電機固定在機座上。高速滾床的結構如圖2所示。
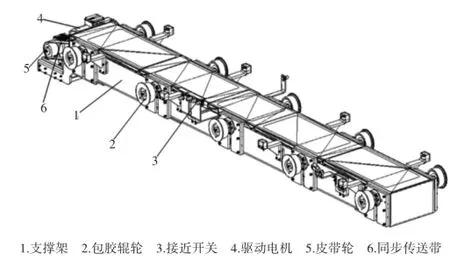
圖2 高速滾床的結構
高速滾床利用摩擦傳動原理進行白車身水平方向高速輸送。水平電機啟動,驅動安裝在電機出軸的皮帶輪轉動,通過同步傳送帶將動力傳遞給支撐架上的五組傳動軸,固定在傳動軸上包膠棍輪與傳動軸一起旋轉。位于包膠棍輪上的滑撬通過滑撬底面與棍輪間產生的摩擦力驅動滑撬做高速水平運動。通過到位檢測組件可以實現滑橇的減速、到位檢測。
驅動電機設計在滾床前端,不占用兩側定位工裝的空間,結構緊湊,且同步傳送帶受力一致性好。
2.2升降臺
升降滾床的形式多樣,主要有剪刀叉結構、凸輪擺臂加導向桿、氣缸加導向桿,齒輪齒條等。凸輪傳動結構簡單、緊湊,能方便地設計凸輪輪廓以實現從動件預期的運動規律[3]。為保證滾床的升降精度采用了凸輪擺臂機構,將凸輪的等速回轉運動轉變為升降臺連續的升降運動。
凸輪同步升降機構由升降臺、升降動力組件、升降導向組件、維修安全托架、升降到位檢測、底座等組成。升降動力組件包括驅動電機、減速機、十字萬向聯軸器、凸輪擺臂,減速機一與驅動電機直接連接,減速機一和減速機二安裝在高精度的底座上,四組凸輪擺臂機構直接安裝在減速機側面出軸上,減速機一與減速機二通過十字萬向聯軸器傳遞動力,保證了兩個減速機出軸的同步轉動。
升降結構臺結構如圖3所示。
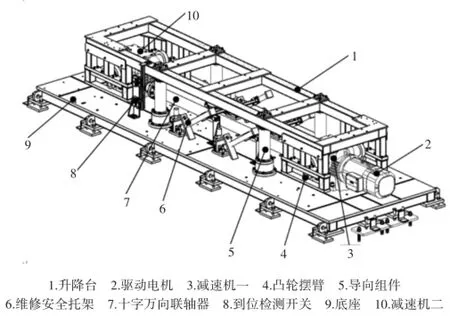
圖3 升降臺結構
凸輪升降工作原理是驅動電機啟動,通過兩個減速機帶動四個凸輪擺臂轉動,凸輪擺臂上的支撐軸承將升降臺頂升,同時升降臺由4組導向組件進行精確導向,確保升降運動的平穩,到位檢測開關檢測到升降臺上升到位后,電機抱閘,保持工作臺的停止位置不變。
設備工作時,維修安全托架放下;維修時,維修安全托架撐起,保證設備在斷電狀態下維修維護的安全。
凸輪擺臂升降機構采用結構簡單的機械擺臂機構,對灰塵和焊渣不敏感,運動軌跡簡單,零件易于加工,且加工精度易于控制。
2.3滑橇定位結構
滑橇的精確定位采用接近開關和機械機構定位相結合的方法。
滾床上設計滑橇導向組件,對滑橇的側面進行導向,控制滑橇的橫向偏移,保證其輸送的平穩。
在滑橇上設計定位孔,同時在升降滾床上設計定位銷組件,通過定位孔和定位銷配合實現滑橇在X、Y兩個方向上的重復定位精度。滑橇通過接近開關檢測其到位后停止后,滾床上的定位銷上升并伸入滑橇的定位孔中,對滑橇精確定位。其定位精度可達到±0.2 mm,保證白車身能夠精確的落到線旁夾具上。
其精確定位結構如圖4所示。
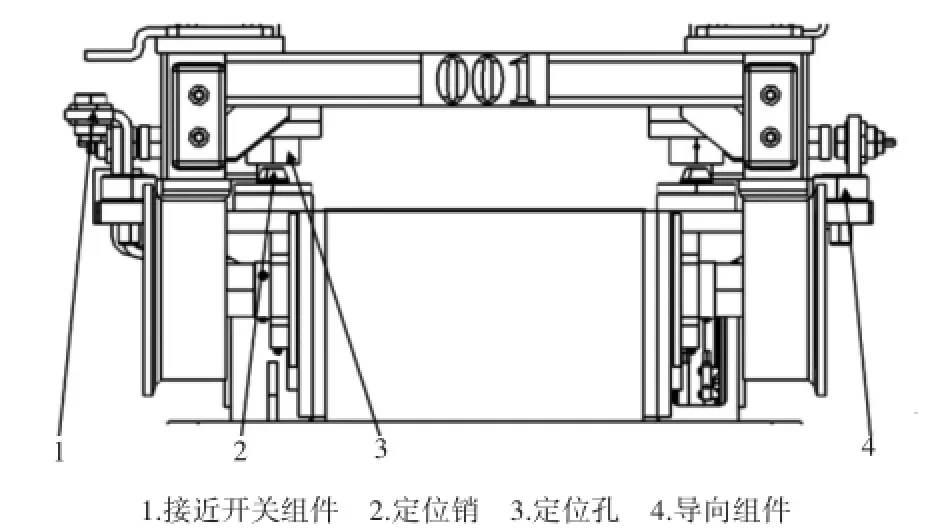
圖4 滑橇的精確定位結構
2.4線旁夾具結構
柔性夾具應具有結構簡單、便于拆卸、方便維修,元件結構簡單化、模塊化、可調化[4]。翻轉工裝夾具具有結構簡單,故障隱患小,造價低,重復定位精度高的特點,故線旁夾具采用翻轉式。
通過將N111L的車身X坐標移動+210 mm,將CN112的車身X坐標移動+1795 mm,Z坐標移動+402 mm,實現了只設計9套夾具即可滿足N111、N111L、N111D09、N120、CN112車型的柔性定位,為后續增加的車型預留設計空間,并為機器人預留足夠的空間進行焊接。其定位精度為±0.15 mm,要求夾具穩定性好,易于安裝調試。
補焊線定位工裝結構如圖5所示。
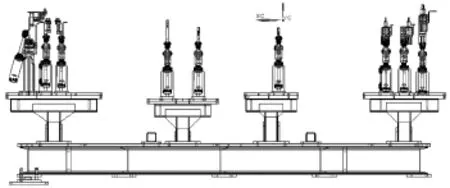
圖5 補焊線的車身定位工裝
升降滾床與線旁夾具結構如圖6所示。
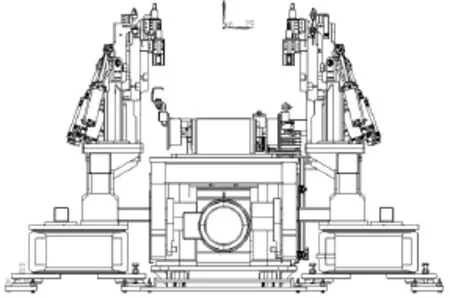
圖6 升降滾床與線旁夾具
3 結束語
柔性公共補焊線采用升降式高速滾床與滑撬輸送方式替代傳統的往復桿式輸送線,將白車身的輸送、定位夾緊時間由28 s減少到16 s,提高生產效率。柔性公共補焊線實現多種車型柔性化生產模式,同時焊裝主線轉移部分人工焊點到補焊線實現自動化焊接,減少生產線操作工人數量,提高車間自動化率。
柔性公共補焊線柔性高,效率高,自動化率高,高速滾床加滑撬的模式不僅可以應用于補焊線,還可以推廣至主線焊裝等生產線。
參考文獻:
[1]李建收,汪娟,倪寶,等.柔性化高速輸送系統在焊裝生產的應用[J].電焊機,2013,43(2):20-25.
[2]吳國峰,艾學崇,尚校.高速輸送設備的優化設計[J].汽車工藝與材料,2014,(5):68-72.
[3]陳秀寧.機械設計基礎[M].杭州:浙江大學出版社,2007.
[4]丁濤,鄒環環,劉剛.白車身焊接夾具的柔性化方案探究[J].裝備維修技術,2003,(1):54-57.
The Design and Application of Flexible Common Respot Line
XU Li-hong,XIE Yan-lan
(SAIC-GM-Wuling Auto Co.,ltd,Liuzhou Guangxi 545007,China)
Abstract:In view of the disadvantages of conventional manual welding line,developed high flexible and high automation rate common respot line.Flexible common respot line uses high-speed roller bed&skid to achieve BIW conveying,which enhances productivity,increase automation rate,improves ergonomics,increases repeated utilization ratio of equipments and reduces manufacturing cost.This paper mainly expounds the working process,working principle,process layout and structure,and the effects achieved in practical application.
Key words:common respot line;convey;roller bed;lifting;skid;fixture aside line
中圖分類號:U468.2.1
文獻標識碼:A
文章編號:1672-545X(2016)03-0157-03
收稿日期:2015-12-19
作者簡介:許麗虹(1987-),女,廣西柳州人,本科,助理工程師,主要從事車身工裝夾具及輸送設備的研究。
