一種汽油發動機曲軸后油封在線壓裝工具
2016-07-15 07:10:12黃文輝丘岳棟薛秀貞蘇建明
裝備制造技術 2016年3期
關鍵詞:質量
黃文輝,丘岳棟,薛秀貞,蘇建明
(柳州五菱柳機動力有限公司,廣西 柳州545005)
?
一種汽油發動機曲軸后油封在線壓裝工具
黃文輝,丘岳棟,薛秀貞,蘇建明
(柳州五菱柳機動力有限公司,廣西 柳州545005)
摘要:汽油發動機中曲軸后油封發揮著防止曲軸箱機油外漏的作用。曲軸后油封以其壓裝技術要求高和壓裝過程復雜,成為一個不易解決的問題。采用設備壓裝,由于零件一致性和配合尺寸問題,設備參數不易鎖定。采用工具壓裝,一般結構復雜,壓裝結果難以滿足技術要求。旨在簡紹一種結構簡單、使用便捷和易于維護的曲軸后油封在線壓裝工具。經驗證這種壓裝工具有效的滿足了油封壓裝技術要求,提高了發動機產品質量。
關鍵詞:汽油發動機;曲軸后油封;壓裝工具;質量
曲軸后油封一般由骨架、彈簧和橡膠三部分組成。一般認為,其密封機理為:在靜態時,由于密封圈的內徑小于軸徑,具有一定的過盈量,二者間存在一定的接觸壓力,接觸壓力防止了密封液體的泄露;在動態條件下,關于其密封原理,存在著許多學派,他們分別提出了表面張力理論、吸附理論和邊界潤滑理論等諸多理論[1,2]。其中影響力較大的為“新月面理論”和微型泵理論[3]。新月面理論認為油封唇口油膜受油液表面張力,在旋轉軸和油封刃口外沿形成一個“新月面”,達到密封的目的。微型泵理論認為軸旋轉時不同壓力變化使油封貯油端相對空氣端形成內向吸引力,產生“泵汲”作用達到密封目的。
隨著汽車市場需求不斷暴漲,國內各大發動機廠發動機生產量也不斷上升,在三包區域發動機油封故障也不斷增加。油封壓裝不合格,會直接導致機油泄露,影響發動機潤滑系統,同時曲軸箱外的灰塵進入,污染曲軸箱內的零部件,造成發動機運行時零部件早期磨損,給公司和客戶造成重大的損失。傳統壓裝工具采取氣錘撞擊將油封直接裝入安裝孔,油封易翻邊鏟傷,員工勞動強度大,并且噪音很大。本文介紹的汽油發動機油封壓裝工具采用氣動定扭扳手擰緊螺栓的方式將油封準確安裝到位。
1 曲軸后油封壓裝技術要求
曲軸后油封是汽車零部件中的精密件,對總裝區環境有較高要求,具體為:總裝區應清潔,各門窗應有防塵裝置;生產工人以及進入總裝區的其他人員更換勞保用具后方可進入;生產用空氣須每日檢查其壓力、溫度、濕度和清潔度,不符合裝配工藝要求時應及時向上級主管部門報告。為保證油封密封機油性能和防塵作用,對油封的安裝過程也有嚴格的技術要求。曲軸后油封壓裝技術要求分為過程技術要求和產品技術要求。
1.1過程技術要求
過程技術要求是指在產品生產制造裝配過程中,為保證產品的質量和性能達到研發的設計要求而制定的標準性技術文件。過程技術要求常常要考慮到環境對產品質量的影響,尤其是溫度和清潔度兩個因素。某型號發動機曲軸后油封安裝過程技術要求以下表1為準則進行過程管控。
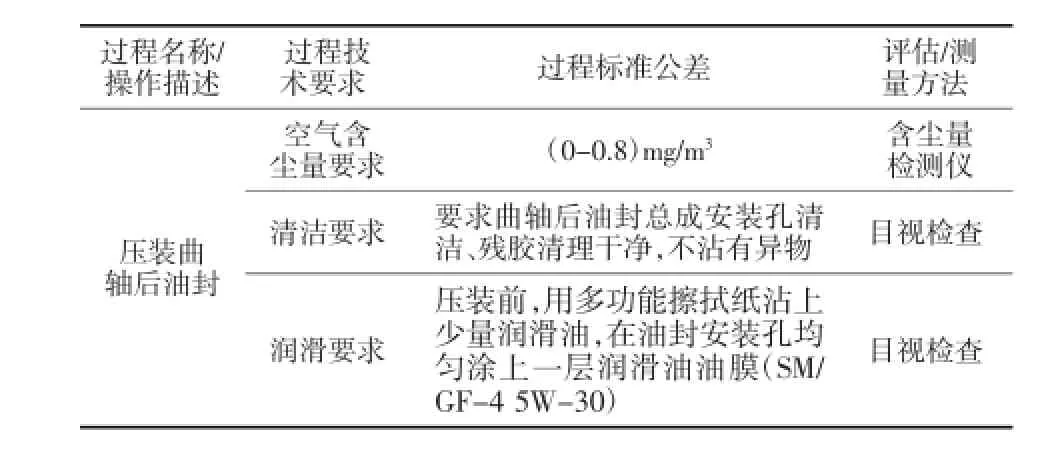
表1 曲軸后油封壓裝過程技術要求
1.2產品技術要求
產品技術要求是指為保證產品質量和性能達到顧客要求,在產品開發時制定的標準性技術文件。產品技術要求在安裝過程中對螺栓扭矩、安裝后的尺寸和發動機性能指標有具體的參數要求。某型號曲軸后油封安裝過程技術要求以下表2為準則進行過程管控。
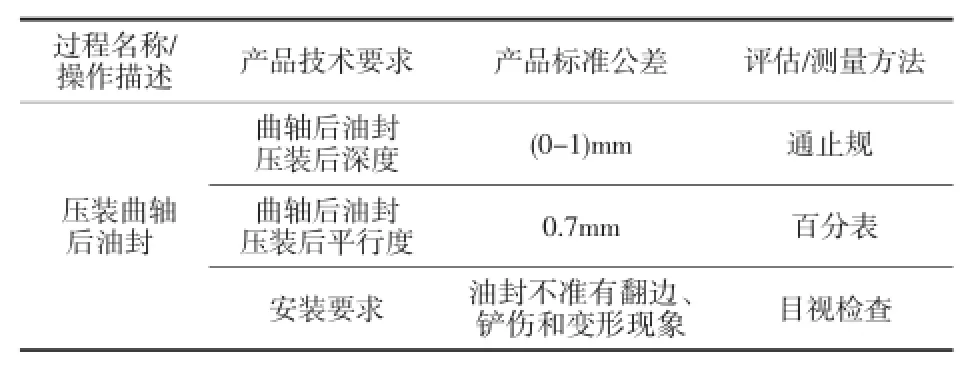
表2 曲軸后油封壓裝產品技術要求
2 油封與安裝孔尺寸關系
發動機在工作中溫度上升很快,受熱脹冷縮影響,不同熱膨脹系數材料的油封安裝會不同程度的脹大,為保證密封性能,油封與安裝孔一般為過盈配合,油封安裝孔深一般大于油封厚度。某型號汽油發動機尺寸關系如表3所列。
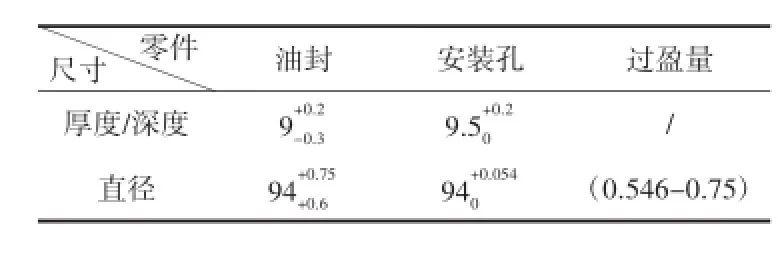
表3 油封與安裝孔尺寸關系
3 曲軸后油封壓裝工具
在安裝過程中,曲軸后油封易變形。過盈量大,需要較大的壓裝力,且壓裝技術要求高,故需要專用壓裝工具。
3.1壓裝工具結構
汽油發動機后油封壓裝工具為在線壓裝工具,可直安裝在產線相應工位,其結構如圖1所示。
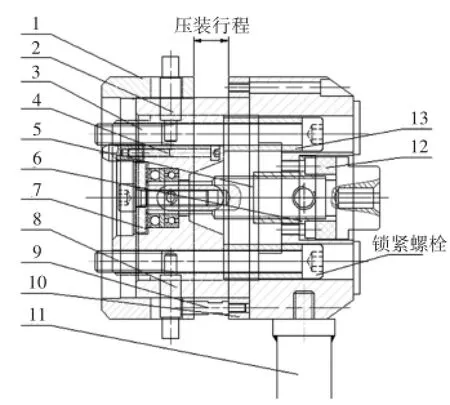
圖1 汽油發動機后油封壓裝工具結構圖
壓裝工具各零件材料和功能如表4所示。
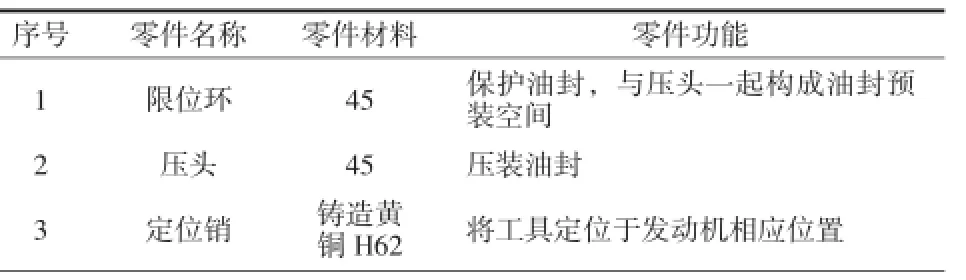
表4 壓裝工具零件明細表
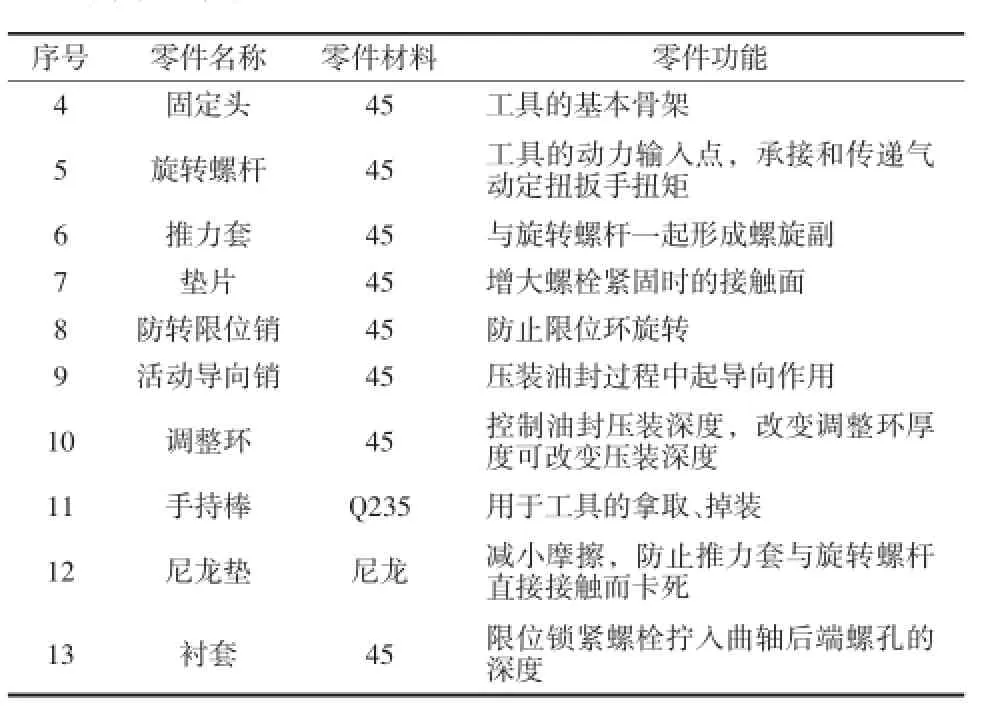
(續上表)
3.2壓裝工具工作流程
壓裝工具的工作流程為:裝配合格的發動機隨托盤流到該工位→清除鏟掉曲軸后端曲軸箱上下體接合面凸出的密封膠并用擦試布擦干凈→封涂油后預裝入壓裝工具→壓裝工具通過定位銷準確定位到發動機→氣動定扭扳手擰緊鎖緊螺栓→氣動定扭扳手旋轉壓頭,壓裝油封到位→氣動定扭扳手擰松鎖緊螺栓→氣動定扭扳手擰松壓頭→檢查發動機合格,按放行按鈕托盤進入下一工位。
3.3壓裝工具工作原理
該曲軸后油封壓裝工具通過巧妙的結構將旋轉螺桿的周轉運動轉化成了壓頭的直線運動,達到壓裝油封的目的。其具體原理為:擰緊鎖緊螺栓后,工具固定在曲軸后端,此時氣動定扭扳手轉動旋轉螺桿,旋轉螺桿與推力套形成螺旋副,氣動定扭扳手繼續擰緊,旋轉螺桿推動壓頭壓裝油封,調整環接觸到限位環時,旋轉螺桿擰緊到位 ,油封安裝完成。油封壓入距離等于調整環與限位環的間距,改變調整環的厚度可以改變油封壓裝深度。油封壓裝的平行度要求通過工具的制造精度和裝配精度來保證。工具的壓裝方式及油封外沿涂上適量潤滑油可以保證油封壓裝完成后不翻邊、鏟傷和變形。
4 效果檢驗
該曲軸后油封壓裝工具經離線和在線驗證滿足工藝要求后,自2015年5月使用至今,在生產的30多萬臺發動機中,油封一次壓裝合格率高達99.8%,三包區域油封壓裝不合格事故基本杜絕。工具有以下優點:
(1)油封壓裝合格率高,保證了發動機裝配質量,提升了企業形象。
(2)采用周轉運動轉化成直線運動原理,使用氣動定扭扳手將螺栓擰緊即可完成油封壓裝,相比傳統壓裝,勞動強度大大減輕,不產生噪音,質量有保證。
(3)工具操作便捷,整個壓裝過程節拍約為12 s,有利于產線產能提升。
(4)工具生產制造成本低,易于維護。
5 結束語
該曲軸后油封壓裝工具定位方式和壓裝過程具有普遍性,有不同壓裝參數要求的其他系列型號的發動機也可參照此工具進行設計、驗證和投產。
參考文獻:
[1]高福年,李思婉.骨架油封自潤滑性的提高及其機制的探討[J].特種膠制品,1995,16(3):23-26.
[2]劉桂明,宋樂茹,張伯洪.骨架軸唇密封圈及磨具概況[J].橡膠工業,2004,51(2):93-96.
[3]葉孟蜍,李祖彬.汽車油封的研究與進展[J].特種膠制品,2010,31(6):71-73.
An Online Installation Tool of Rear Oil Seal
HUANG Wen-hui,QIU Yue-dong,XUE Xiu-zhen,SU Jian-ming
(Liuzhou Wuling Automobile Industry Co.Ltd.,LiuZhou GuangXi 545005,China)
Abstract:The rear oil seal of the gasoline engine is playing a important role in preventing the oil leakage.With its high technical requirements and complex pressing process,the rear oil seal installation is not an easy problem to solve.Using equipment to install,the device parameters are not easy to lock because of the parts size consistency and mating dimension.Using tool to install,generally the tool structure is complex and the result is difficult to meet the technical requirements.The purpose of this paper is to introduce a pressing tool which has the advantages of simple structure,convenient use and easy maintenance.It is proved that this kind of pressing tool can meet the requirements,and improve the quality of the engine.
Key words:gasoline engine;rear oil seal;pressing tool;quality
中圖分類號:TK403.3
文獻標識碼:B
文章編號:1672-545X(2016)03-0179-03
收稿日期:2015-12-17
作者簡介:黃文輝(1990-),男,湖南株洲人,本科,助理工程師,主要從事發動機工藝過程設計和開發工作。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
