年產2.4萬噸液壓鑄件的車間設計
2016-07-22 09:18:58劉宏亮史宏偉中國汽車工業工程有限公司天津3003江蘇力源金河鑄造有限公司江蘇如皋65
中國鑄造裝備與技術 2016年3期
劉宏亮,史宏偉(.中國汽車工業工程有限公司,天津 3003;.江蘇力源金河鑄造有限公司,江蘇如皋 65)
?
年產2.4萬噸液壓鑄件的車間設計
劉宏亮1,史宏偉2
(1.中國汽車工業工程有限公司,天津 300113;2.江蘇力源金河鑄造有限公司,江蘇如皋 226511)
摘要:介紹了年產2.4萬噸液壓鑄件的車間設計過程,造型采用了1條水平分型靜壓造型線和1條水平分型脫箱造型線,制芯采用了覆膜砂熱芯工藝生產,并對車間物流規劃進行了說明。車間建成投產后,工藝設備布局合理,物流順暢,運轉情況良好。
關鍵詞:液壓鑄件;車間設計;靜壓造型線;脫箱造型線
稿件編號:1603-1309
0 前言
江蘇力源金河鑄造有限公司為了進一步提升液壓鑄件的生產工藝水平、擴大產能、提高鑄件質量,新增用地面積85×666.7 m2,委托我公司進行年產2.4萬噸液壓鑄件的車間設計。本文重點介紹了該項目車間設計中的工藝設備選型及工藝過程,以供車間設計人員參考。
1 產品特點及生產工藝選擇
液壓鑄件具有結構復雜、多暗層流道、表面光滑不粘砂、壁厚薄(一般2~3 mm)、耐高壓、高尺寸精度、密封性能要求高等特點,目前國內生產規模一般為多品種中小批量的生產。
根據典型鑄件特點及企業現有的鑄件生產工藝(靜壓造型和覆膜砂熱芯工藝),經工藝分析后,決定對于較大鑄件采用水平分型靜壓造型工藝生產,對于較小鑄件采用水平分型脫箱造型工藝生產,制芯仍采用覆膜砂熱芯工藝生產。
本項目生產的產品主要為液壓泵、液壓馬達、液壓閥用鑄件。
典型鑄件參數如表1。
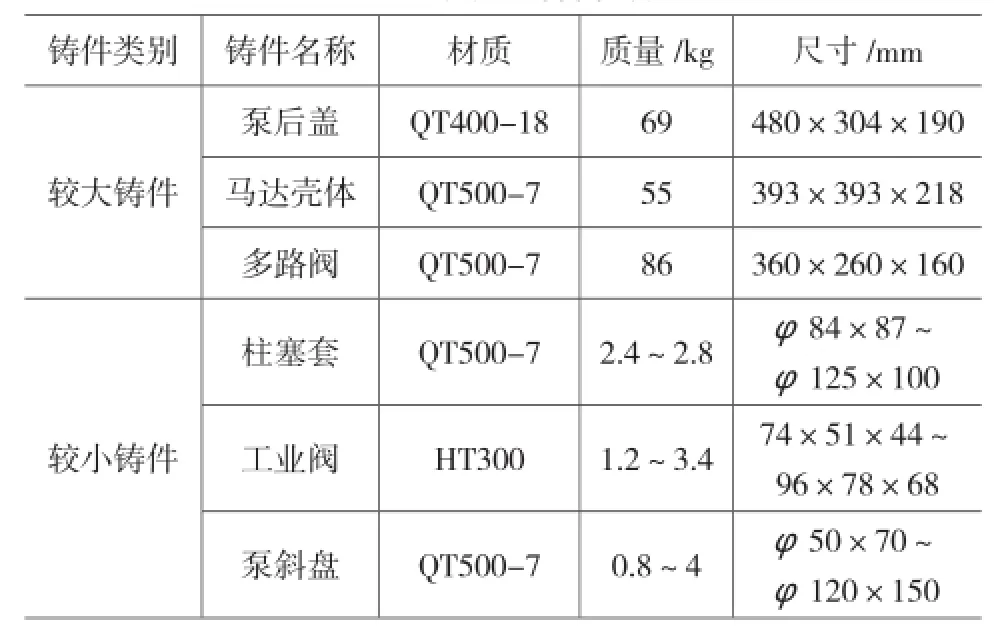
表1 典型鑄件參數
2 設計任務
新增兩條水平分型造型線,并配套相應的熔煉、制芯、砂處理、清理設備用于各類液壓鑄件的生產,生產綱領為2.4萬t/a,其中靜壓線2萬t/a,脫箱線0.4萬t/a。
車間生產采用兩班工作制。每周工作5 天,全年工作 250 天,每班工作8 h。
設備年時基數:兩班制3 680 h。
工人年時基數:1 780 h。
3 設計原則[1]
1)新增靜壓線的工裝模具要與現有靜壓線通用。
2)車間工藝流程布置及設備選用既要技術先進、適用、可靠,又要經濟合理,同時提高質量控制手段和檢測水平,技術工藝裝備綜合水平國內先進。
3)生產過程要盡量減少工人勞動量,提高勞動生產率。
4)符合環境保護、勞動安全衛生、消防、節能、抗震等國家規范和地方有關規定,設計中要充分考慮到以人為本,降低勞動強度,加強環保設施和改善工人的勞動條件,確保生產安全,減少污染,節約能源。
5)對生產過程中產生的廢氣、粉塵、廢渣、廢水等采取有效治理措施,達標后排放。
4 主要工藝和設備[2]
4.1 造型工部
(1)靜壓線
根據代表鑄件特點及工藝技術、產量等要求,并考慮到與現有靜壓線的工裝模具通用,新增的1條水平分型靜壓造型線砂箱內尺寸確定為800×600×300/300(mm);鑄件型內布置按“1件/型”布置,每型鑄件平均質量約68 kg,鑄件廢品率5%、造型廢品率2%,全年需完成的造型任務數為:20 000×1 000×(1+5%)×(1+2%)/68=315 000型;年時基數3 680 h,考慮開動率75%,需要的造型生產率為315 000/3 680/75%=114型/時;設計選用120整型/時的靜壓線1條,采用單主機、開放式布置。
下芯采用人工下芯,有效人工下芯工位不少于8個;澆注采用1 200 kg自動澆注機進行澆注,每型澆注鐵液平均質量約100 kg,并配隨流孕育裝置,有效澆注工位不小于12個;鑄件在型內冷卻時間:不小于2 h;落砂采用“慣性振動輸送落砂機+振動輸送機” 的方式,落砂后的鑄件直接轉卸到鱗板上輸送到清理工部,落砂后的舊砂通過地溝內的皮帶收集后送往砂處理工部。
澆注段產生的煙氣采用均流側吸排風罩和離心通風機收集后高空排放,冷卻段產生的煙氣采用密封頂吸罩和離心通風機收集后高空排放。
(2)脫箱線
根據代表鑄件特點及工藝技術、產量等要求,新增的1條水平分型脫箱造型線砂胎尺寸確定為610×508×(130~200)/(130~200)(mm);鑄件型內布置按“4件/型或6件/型”布置,每型鑄件平均質量約14 kg,鑄件廢品率5%、造型廢品率2%,全年需完成的造型任務數為:4 000×1 000×(1+5%)× (1+2%)/14=306 000型;年時基數3 680,考慮開動率75%,需要的造型生產率為306 000/3 680/75%=111型/h,設計選用120整型/時的脫箱線1條,采用單主機、開放式布置。
采用容易下芯的造型機;澆注采用600 kg自動澆注機進行澆注,每型澆注鐵液平均質量約25 kg,并配隨流孕育裝置,有效澆注工位不小于24個;鑄件在型內冷卻時間:不小于1.5 h,采用鑄件冷卻皮帶冷卻砂胎;落砂采用“振動輸送機+單層落砂滾筒”的方式,落砂后的鑄件直接轉卸到鱗板上輸送到清理工部,落砂后的舊砂通過地溝內的皮帶收集后送往砂處理工部。
澆注段產生的煙氣采用均流側吸排風罩和離心通風機收集后高空排放,冷卻段產生的煙氣采用密封頂吸罩和離心通風機收集后高空排放。
4.2 熔煉工部
靜壓造型線小時平均需鐵液量為100×120 /1 000=12(t/h); 脫箱造型線小時平均需鐵液量為25×120/1 000 =3(t/h)。選用3套“5 t/h的一拖二”中頻感應熔煉電爐(3 500 kW/套)直接熔煉,以獲得高溫合格鐵液,鐵液球化處理采用傳統的“沖入法”。
電爐加料采用“一對一”形式的振動加料車,額定裝料量3 t,分兩批次加料到單個爐體內;電爐配料采用2套人工無線遙控的5 t電磁橋式起重機和無線微機自動配料系統配置鐵料,并加入相應的振動加料車;硅鐵、錳鐵等鐵合金和增碳劑在電爐平臺上使用磅秤稱量后人工加入爐體內。
爐前設快速分析室,鐵液檢驗采用直讀光譜儀、碳硫分析儀和熱分析儀及其他一些常規檢驗裝置,以確保鐵液質量。
電爐熔煉產生的煙塵采用爐蓋排煙罩收集,鐵液球化處理及出鐵液時產生的煙塵采用“旋轉側頂吸罩”收集,煙塵收集集中后采用“火花捕集器+布袋除塵器”處理后達標排放。
4.3 砂處理工部
靜壓線小時最大需砂量800×600×(300+300)×1.5×1.1× 120/109=57(t/h); 脫箱線小時最大需砂量610×508×(200+200)×1.5×1.1 × 120/109=25(t/ h)。砂處理工部按兩條造型線共用1套舊砂處理系統,但型砂采用2套獨立的混砂單元分別供給的方案。為確保合格型砂供應,砂處理系統處理能力按100 t/h設計,靜壓線配套混砂單元為70 t/h(采用每批加料量3 t的混砂機1臺),脫箱線配套混砂單元為30 t/h(采用每批加料量1.5 t的混砂機1臺)。
(1)舊砂處理系統
兩條造型線落砂后的舊砂及散落砂通過皮帶收集集中,經過兩級帶式磁選和一級頭輪磁選后進入精細多角篩篩分,篩分后的舊砂通過膠式給料機進入或不進入雙盤冷卻器冷卻(通過能力不小于110 t/ h),冷卻后的舊砂溫度一般為環境溫度加10 ℃、最高溫度小于49 ℃,舊砂濕度控制在2±0.5%。
冷卻后的舊砂經斗提、皮帶進入舊砂中間庫,采用4個80 t的舊砂庫緩存舊砂,可滿足兩條造型線約4 h的舊砂緩存。舊砂庫中的舊砂經圓盤、皮帶、斗提分別卸入兩臺混砂機上方的舊砂斗中,供混砂使用。
(2)混砂單元
每個混砂單元均包括混砂機,砂稱量裝置、輔料稱量裝置、加水稱量裝置、溫度濕度探測裝置、電氣及控制裝置、型砂在線檢測裝置等,并在2套混砂單元附近設置一個型砂試驗室用于型砂性能的檢測。
在砂處理工部附近分別設置新砂庫和輔料庫,新砂采用氣力輸送裝置壓送到多角篩前的新砂斗,再通過螺旋定量給砂處理系統補充新砂;煤粉、膨潤土由輔料庫分別采用氣力輸送裝置壓送到2臺混砂機上方的輔料斗,再通過螺旋定量給氣力輸送裝置壓送到混砂機內供混砂使用。
舊砂、煤粉、膨潤土、水按設定的配比稱量后分別加入混砂機內混制,合格后分別經不同的皮帶輸送到造型線上方的型砂斗,供造型使用。
(3)砂處理工部采用“三塔式”結構形式布置,在混砂單元附近設置集中的控制室,全套系統采用PLC+PC 集中控制,控制室設模擬屏。
(4)設置廢砂外排系統,以排出多角篩的篩余物和多余舊砂,由汽車定期運送到廠外專業廠家進行再生處理。
(5)除塵系統
根據兩條線落砂系統和砂處理工部的揚塵點位置及粉塵特性,靜壓造型線落砂系統及靜壓線舊砂收集皮帶的揚塵點、脫箱造型線落砂系統及脫箱線舊砂收集皮帶的揚塵點、多角篩及舊砂冷卻器前的揚塵點、舊砂中間庫及混砂單元的揚塵點分別設置1套除塵系統,粉塵經以上4套除塵系統處理后達標排放。
另外,為了使除塵系統的效果得到充分發揮,防止從落砂到雙盤冷卻器(含)之間的除塵器及除塵管路“結露”,采用3套管道加熱裝置分別給3套除塵系統送熱風。
4.4 制芯工部
根據產品工藝及造型能力需要,選用16臺Z954覆膜砂熱芯盒射芯機生產所需的砂芯;采用3 t行車從覆膜砂暫存區吊運成品袋裝覆膜砂到每臺射芯機上方的緩存斗處拆包,給射芯機供砂;制芯時,經人工修整合格的砂芯采用芯架小車轉運或存儲;需要組芯的轉運到組芯區人工組芯,組好后轉運到表干爐的砂芯浸涂工位;選用1臺燃天然氣的通過式砂芯涂料表干爐表干浸涂后的砂芯;經表干后的合格砂芯人工取下通過芯架小車轉運到造型線下芯處使用或儲存待用。
為了改善車間環境,收集熱芯制芯時產生的煙氣,將16臺射芯機分為兩組“背對背”布置,并設置大圍屏(所有射芯機布置在一個空間內),在每臺射芯機產生煙氣處的上方設置頂吸或側吸排煙罩,管道集中收集后采用離心通風機高空排放。
4.5 清理工部
(1)較大鑄件的清理
較大鑄件的粗拋丸和精拋丸分別采用1臺吊鏈式拋丸機。人工使用液壓剪去除并切斷鑄件的澆冒口系統,然后揀取鑄件并掛件到吊鏈式粗拋丸機進行粗拋丸,澆冒口在鱗板端頭裝框后轉運到回爐料履帶式拋丸機進行凈化處理,處理后裝框轉運到熔煉工部爐后跨的回爐料料池;粗拋后的鑄件進行人工打磨精整,設置10個人工打磨精整工位;精整后通過平板輸送到吊鏈式精拋丸機進行精拋;精拋后采用內腔噴砂機進行鑄件內腔清理,經檢驗合格后入庫或機加工。
(2)較小鑄件的清理
較小鑄件的粗拋丸和精拋丸分別采用2臺履帶式拋丸機。人工使用液壓剪去除并切斷鑄件的澆冒口系統,然后揀取鑄件裝框轉運到履帶式粗拋丸機進行粗拋丸,澆冒口在鱗板端頭裝框后轉運到回爐料履帶式拋丸機進行凈化處理,處理后裝框轉運到熔煉工部爐后跨的回爐料料池;粗拋后的鑄件進行人工打磨精整,設置6個人工打磨精整工位;精整后裝框轉運到履帶式精拋丸機進行精拋;精拋后采用內腔噴砂機進行鑄件內腔清理,經檢驗合格后入庫或機加工。
(3)設置廢砂收集系統,以收集鑄件清理過程中產生的廢砂,由汽車定期運送到廠外專業廠家進行再生處理。
(4)除塵系統
根據鑄件清理過程中的揚塵點位置及粉塵特性,吊鏈式粗拋丸機的揚塵點、較大鑄件人工打磨精整工位的揚塵點、吊鏈式精拋丸機的揚塵點、2臺履帶式粗拋丸機的揚塵點、較小鑄件人工打磨精整工位的揚塵點、2臺履帶式精拋丸機的揚塵點、廢砂收集系統的揚塵點和回爐料履帶式拋丸機的揚塵點分別設置1套除塵系統,粉塵經以上8套除塵系統處理后達標排放。
5 車間物流規劃及工藝平面布置
5.1 車間物流規劃
車間各生產工序之間的物流主要采用機械化輸送設備、行車和叉車,主要物料的物流規劃見圖1。
5.2 車間工藝平面布置
規劃的車間工藝平面布置見圖2。

圖1 主要物料的物流規劃圖
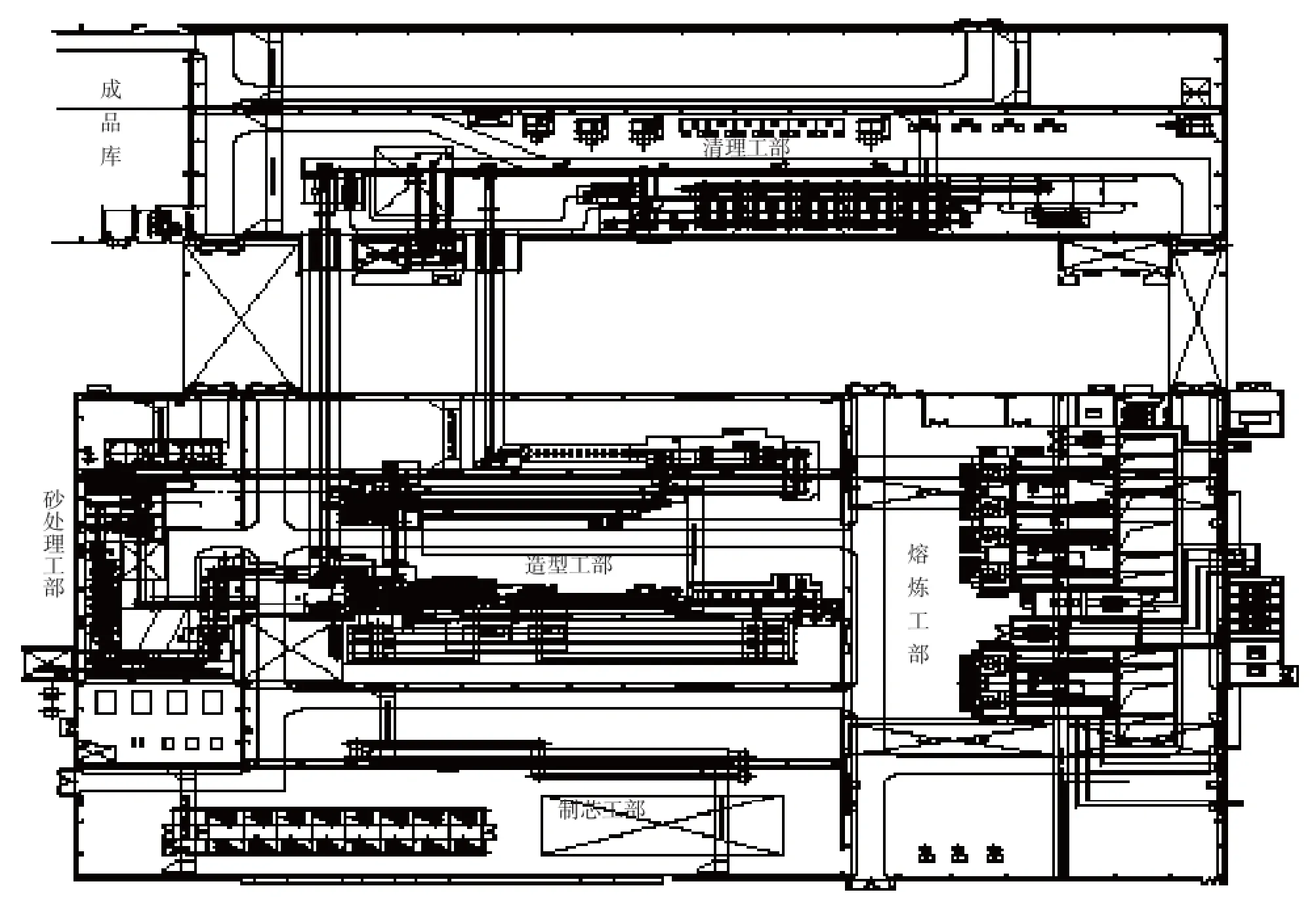
圖2 車間工藝平面布置圖
6 結語
該項目已建成投產兩年多,工藝設備布局合理,物流順暢,運轉情況良好,達到了提升企業液壓鑄件生產工藝水平、擴大產能、提高鑄件質量的目標。回顧車間的生產工藝過程,隨著鑄造裝備水平和環保要求的提高,自動化和環保方面可進一步提升,如鐵合金及增碳劑的自動化加入、鐵液的自動化輸送、造型線澆注段和冷卻段的煙氣除塵處理、砂芯儲存和輸送的自動化、鑄件清理的自動化、車間送風系統等。
參考文獻
[1] 楊濤林.年產26萬件橋殼類鑄件的車間設計[J].鑄造設備與工藝,2013(6):4-6.
[2] 余博,劉小龍,任興武,李柏松.年產10萬噸發動機鑄件車間設計[J].中國鑄造裝備與技術,2015(2):51-56.
[3] 劉宏亮.鑄造車間砂處理系統的工程設計探討[J].中國鑄造裝備與技術,2015(6):33-36.
[4] 鑄造車間和工廠設計手冊編委會編.鑄造車間和工廠設計手冊[M].北京:機械工業出版社,1995:1-373.
Design of workshop with annual production of 24 000 tons hydraulic casting
LIU HongLiang1,SHI HongWei2
(1.Automotive Engineering Corporation,Tianjin 300113,China;2.Jiangsu Liyuan Jinhe Foundry Co.,Ltd.,Rugao 226511,Jiangsu China)
Abstract:The thesis gives an introduction about design process of workshop with annual production of 24 000 tons Hydraulic Casting,Molding machine selected and used a Horizontal Static Pressure Molding Line and a Horizontal Parting Flaskless Molding Line, Core-making machine selected and used Hot box core shoot machine with coated sand,meanwhile an explanation for Workshop logistics planning.After the completion of the workshop, the equipments layout reasonable, smooth logistics, the workshop is working in good condition.
Keywords:hydraulic casting;design of workshop;static pressure moulding line;parting fl askless molding line
中圖分類號:TG28;
文獻標識碼:A;
文章編號:1006-9658(2016)03-0075-05
DOI:10.3969/j.issn.1006-9658.2016.03.023
收稿日期:2016-03-25
作者簡介:劉宏亮(1979—),男,工程師,主要從事鑄造車間工程設計.
