進氣道AIP面測壓裝置加裝方案研究
2016-07-25 08:33:11張曉飛姜健田曉平符小剛
實驗流體力學 2016年5期
張曉飛,姜健,田曉平,符小剛
(中國飛行試驗研究院發(fā)動機研究所,西安710089)
進氣道AIP面測壓裝置加裝方案研究
張曉飛*,姜健,田曉平,符小剛
(中國飛行試驗研究院發(fā)動機研究所,西安710089)
針對進氣道/發(fā)動機相容性試飛中AIP上測量裝置加裝而引起過渡段變形問題,建立了過渡段徑向形狀變化評價指標并應用于工程計算,對比分析了過渡段上開孔、加裝靜壓座、總壓測量耙加裝對過渡段徑向尺寸的影響。結(jié)果表明:過渡段AIP面上加裝測壓裝置使得過渡段徑向尺寸偏離設計值及標準圓;焊接靜壓座會使過渡段徑向尺寸發(fā)生較為明顯變形,而鉚接靜壓座則影響相對較小;總壓測量耙采用兩端約束的方案不會對過渡段徑向尺寸造成較為嚴重的影響,但會有效地抑制測量耙的振動幅值。該結(jié)果已經(jīng)應用于工程中,優(yōu)化了測壓裝置加裝方案。
進/發(fā)相容性;總壓測量耙;靜壓座;測壓裝置;變形;飛行試驗
0 引言
無論是飛機進氣道/發(fā)動機相容性飛行試驗中發(fā)動機進口總壓畸變測量,還是發(fā)動機推力測量飛行試驗中發(fā)動機進口空氣流量測量,都需要直接地測量進氣道/發(fā)動機氣動界面(AIP)上經(jīng)過流體的總壓和靜壓,繼而間接計算相關(guān)評價指標。在真實的飛行試驗中,AIP位于飛機進氣道與發(fā)動機之間的過渡段上,具體位置視過渡段長度、接口形式等情況而確定。目前,試驗中流體靜壓測量采用伯努利提出的壁面測壓孔方法,即在AIP位置處壁面開靜壓孔加裝壁面靜壓座;而流體總壓測量則采用在AIP位置處壁面加裝多支多探頭式懸臂壓力測量耙方法實現(xiàn),通常布置8支成“米”字耙或6支成“水”字耙[1-2]。以F/A-18 HARV項目為例,進氣道耙采用典型的“米”字耙,8支耙共40個總壓測點,單支測量耙耙臂頂端與線型中心體聯(lián)接在一起,耙底座采用螺栓固定在進氣道上[3]。測量裝置加裝方案對試驗影響至關(guān)重要,不合理加裝方案不僅測量結(jié)果差,而且可能導致過渡段不能正常裝機,嚴重時耙可能斷裂進入發(fā)動機威脅飛行試驗安全。
以影響過渡段裝機為例:理想情況下,在過渡段的測量截面上加裝壁面靜壓座和總壓測量耙,過渡段外形不會發(fā)生變化,仍保持原外形尺寸,符合裝機要求。然而,工程實踐表明:在過渡段的測量截面上加裝了測壓設備,會對過渡段外形造成影響。影響的程度及范圍與過渡段材料、長度、壁厚、端面形式、測量截面位置及測壓裝置加裝方式等有關(guān)。通常,過渡段采用不銹鋼/鈦合金材料,AIP位于過渡段中間位置。當過渡段長度足夠長時,測壓裝置加裝僅會在加裝局部區(qū)域產(chǎn)生微弱變形,但不會擴展至對接端,過渡段仍然能正常安裝于飛機上開展試驗。然而,當過渡段長度短且壁厚較薄時,為適應加裝強度要求雖然對過渡段局部加厚,但測壓裝置加裝仍會使過渡段上變形區(qū)域擴大至對接端,對接端的“圓”發(fā)生目視可判斷的變形,無法正常地安裝至飛機,特別是采用“插入式”對接形式的,如圖1所示,過渡段端部對接區(qū)域厚度薄,變形極其嚴重,裝機后會在對接區(qū)域出現(xiàn)間隙不一致的問題,沿周向部分區(qū)域緊貼無間隙,而部分區(qū)域存在間隙,當間隙尺寸較大不滿足配裝工藝要求時,過渡段不能配裝飛機使用。
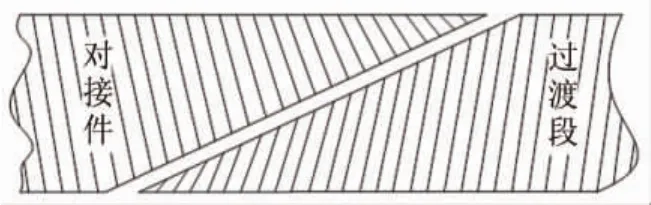
圖1 “插入式”對接示意圖Fig.1 Schematic of plug type docking
過渡段外形尺寸、端面形式等受飛機技術(shù)狀態(tài)的限制,若為克服加裝測壓裝置所帶來變形問題而延長過渡段長度,一方面是過渡段可調(diào)整余量不大,另一方面是與過渡段相關(guān)聯(lián)的進氣道等部件也要隨之調(diào)整,相對于試驗而言,調(diào)整的代價是巨大的。因此,調(diào)整過渡段的方案是行不通的,只能考慮通過改進優(yōu)化過渡段上測壓裝置加裝方案來減小過渡段的變形。
本文采用試驗對比方法,研究進氣道AIP上測壓裝置加裝對過渡段變形的影響,評估不同加裝方式對過渡段外形影響的大小,并對測壓裝置的加裝方案進行優(yōu)化改進。
1 研究方案
以某飛機進氣道/發(fā)動機相容性試飛為研究背景,該機過渡段特點是長度較短(≤10cm),一端采用插入式對接,壁厚局部加強,對接處相對較薄。AIP位于過渡段軸向中間位置處,穩(wěn)態(tài)總壓采用8(周向均勻分布)×5(徑向等環(huán)面分布)共40個測點布置方案;同時,沿周向測量8個壁面靜壓及8個動態(tài)總壓,壁面靜壓與穩(wěn)態(tài)總壓沿周向間隔分布,穩(wěn)態(tài)總壓與動態(tài)總壓周向位置相同[4],測點分布如圖2所示。
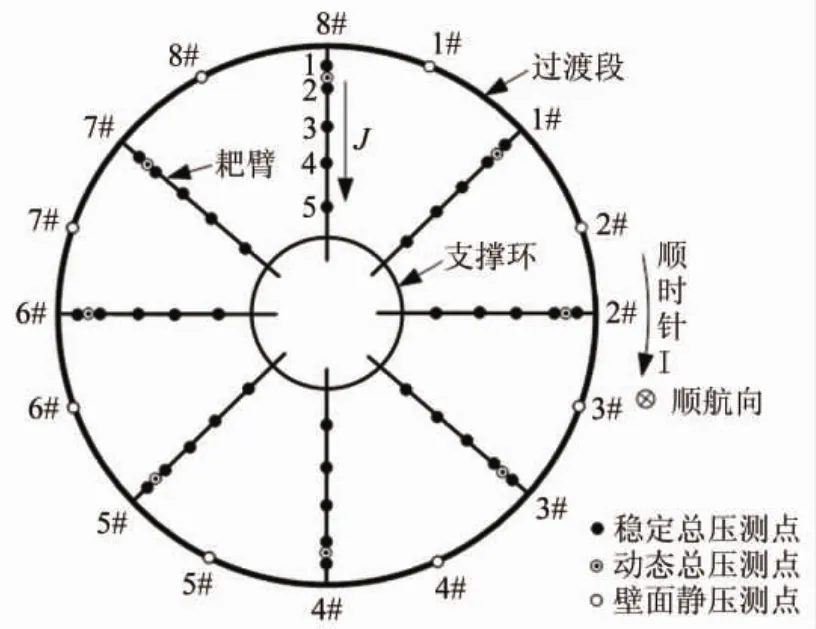
圖2 AIP測點布局Fig.2 Measuring points distribution at AIP
試驗前,采用相同材料和加工工藝加工3件外形尺寸均一致的過渡段A、B、C,過渡段A、B用于配裝飛機,過渡段C用于總壓測量耙振動試驗;研制2套8支5點式懸臂測量耙及支撐環(huán)8支,振動試驗件上動態(tài)壓力傳感器采用配重,上機件配裝真實動態(tài)壓力傳感器,單支耙上5個穩(wěn)態(tài)壓力探頭按等環(huán)面分布,靠近耙底部增加1個微型動態(tài)壓力傳感器探針,8支耙沿周向均勻分布;分別加工8支焊接及16支鉚接用的壁面靜壓座。
試驗中,以過渡段A、B配裝測量耙上機件為主要研究對象,過渡段A上采用氬弧焊焊接壁面靜壓座,過渡段B上鉚接壁面靜壓座;二者采用相同方式加裝總壓測量耙上機件。試驗過程中,過渡段狀態(tài)變化如圖3所示。當過渡段狀態(tài)發(fā)生重要變化時,使用游標卡尺沿周向均勻間隔地測量8個點處過渡段插入式對接端直徑,測點位置與靜壓座及測量耙周向位置相同。將達到裝機狀態(tài)的過渡段A、B分別配裝于飛機上進行間隙檢查。受過渡段上測量耙引壓管與周邊機體結(jié)構(gòu)干涉的影響,配裝后AIP面上測點整體順時針偏轉(zhuǎn)約22°。
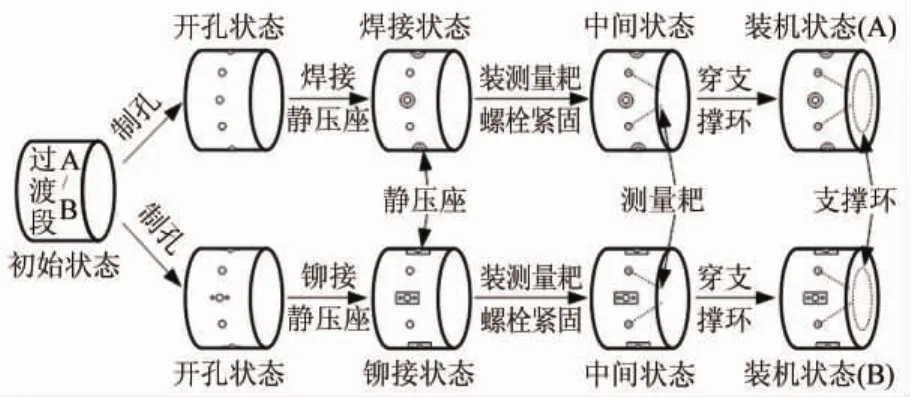
圖3 過渡段狀態(tài)變化Fig.3 Evolution of transition part state
為了增加試驗結(jié)果說服力,同樣在過渡段C上鉚接壁面靜壓座,并配裝總壓測量耙試驗件進行對接端直徑測量檢查,但因其不具備裝機條件,故未進行裝機后的間隙檢查。過渡段A、B、C最終狀態(tài)差異如表1所示。
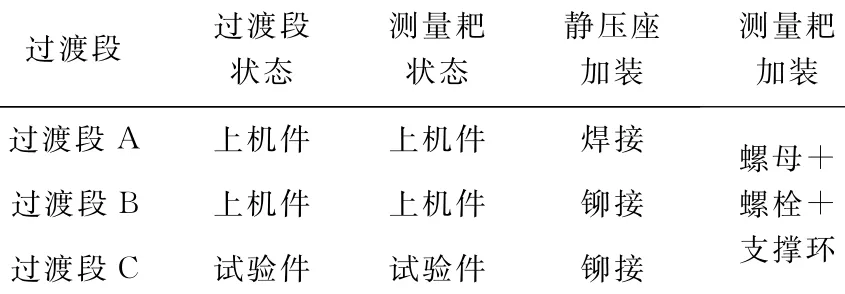
表1 過渡段最終狀態(tài)差異Table 1 Final state difference among transition parts
2 試驗結(jié)果
裝機狀態(tài)的過渡段如圖4所示,過渡段A、B、C插入式對接端直徑測量結(jié)果表明:過渡段A、B、C均發(fā)生了微小形變,相比較而言,過渡段A形變程度相對較嚴重,過渡段B形變程度最弱,過渡段C形變程度介于二者之間。圖5反映了過渡段A上外徑測量變化情況,“+”表示增大,“-”表示減小。過渡段A、B配裝飛機后間隙檢查結(jié)果表明:過渡段A裝機后間隙不均勻,且部分超限,不滿足裝機要求;過渡段B間隙基本均勻且無超差,滿足裝機要求。圖6反映了過渡段A裝機后間隙尺寸測量結(jié)果。

圖4 裝機狀態(tài)過渡段AFig.4 Installation of transition part A
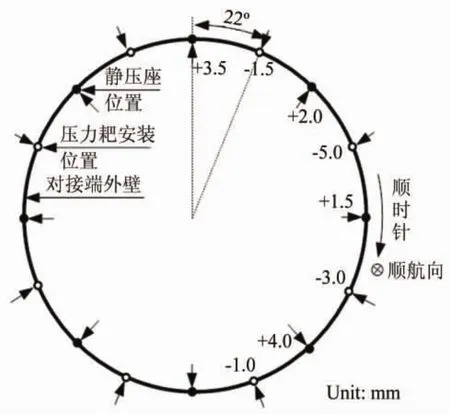
圖5 過渡段A對接端徑向變化Fig.5 Diameter change of transition part A(butt end)
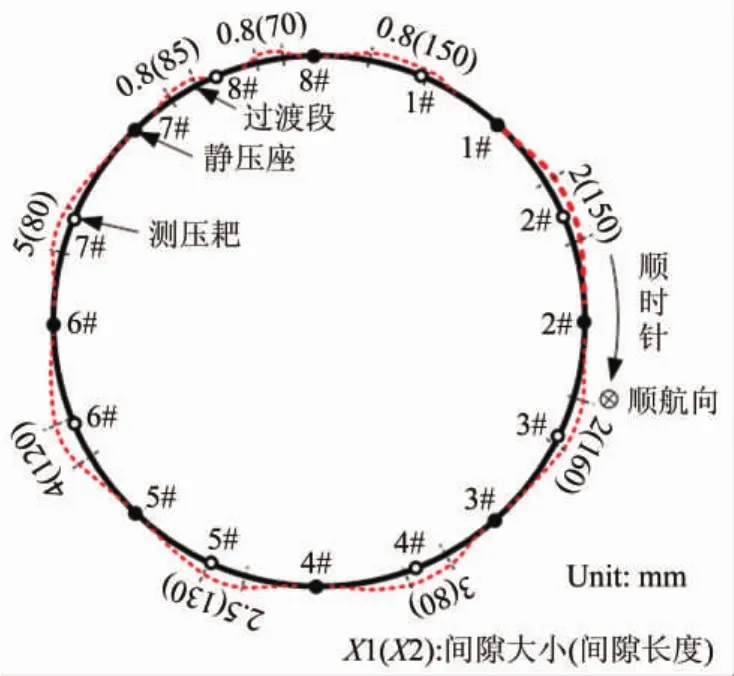
圖6 過渡段A裝機后間隙檢查Fig.6 Inspection of the clearance after installing transition part A
3 變形評價指標
為定量評估過渡段徑向變形程度,特定義以下評價指標[5-6],下列公式中,除特別注明單位外的其余參數(shù)單位均默認為mm。
(a)徑向最大相對偏離量
徑向最大相對偏離量,指過渡段直徑實際測量值與設計值相對差的最大絕對值,反映徑向尺寸偏離設計值的最大程度,公式表示為:

式中:Am為過渡段徑向最大相對偏離量;Dti為過渡段上周向第i點處實際測量直徑;Ds為過渡段直徑設計值。
(b)徑向整體偏離度
徑向整體偏離度,指過渡段直徑實際測量值與設計值差值的相對標準差,反映實際徑向尺寸整體偏離設計值的程度。整體偏離度值越小,表示實際尺寸偏離設計值越小,其值為0時表示過渡段無偏離的理想狀態(tài),公式表示為:

式中:δt為過渡段徑向整體偏離度;n為過渡段上直徑實際測量樣本數(shù)。
(c)徑向最大相對形變量
徑向最大相對形變量,指過渡段直徑實際測量值與平均值相對差的最大絕對值,反映徑向尺寸偏離平均值的最大程度,公式表示為:

式中:Bm為過渡段徑向最大相對形變量;Dav為過渡段上直徑實測平均值,公式表示為:

(d)徑向形變度
徑向形變度(或徑向尺寸的周向不均勻度),指過渡段直徑實際測量值與平均值差的相對標準差,反映當前過渡段徑向尺寸的周向不均勻度,即偏離標準圓程度。徑向形變度值越大,則表示偏離標準圓越嚴重,標準圓時該值為0。公式表示為:

式中:εt為過渡段徑向形變度。
以試驗過程中測量的過渡段對接端面上直徑為基礎數(shù)據(jù),采用三次樣條插值方法獲取其在周向0°~180°范圍內(nèi)以1°均勻分布位置處直徑[7-9],在此基礎上計算過渡段變形評價指標,此時計算結(jié)果能真實反應過渡段形變程度。
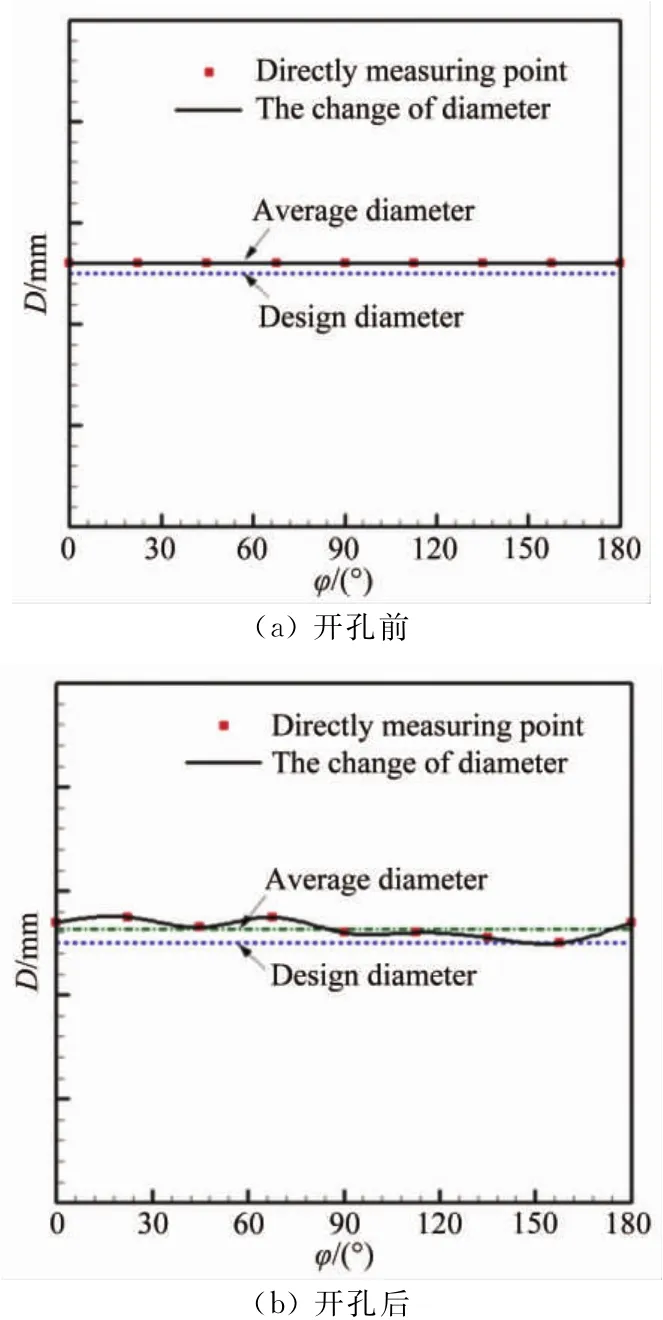
圖7 開孔前后過渡段徑向尺寸比較Fig.7 Comparison of transition part diameters after perforating
4 測壓裝置加裝方案影響分析
4.1 壁面開孔影響分析
圖7對比過渡段B壁面開孔前后直徑沿周向(0°~180°范圍)的變化。開孔前后直徑變化表明:開孔對過渡段外形造成了一定的影響。
表2為計算過渡段B、C開孔前后變形指標。過渡段B原始狀態(tài)結(jié)果表明:實際加工制造的過渡段狀態(tài)與設計狀態(tài)基本一致,外形屬于一個標準圓;但實際徑向尺寸與設計值存在微小誤差,徑向最大相對偏移量及整體偏離度均在10-4的量級,且在公差允許范圍內(nèi)。
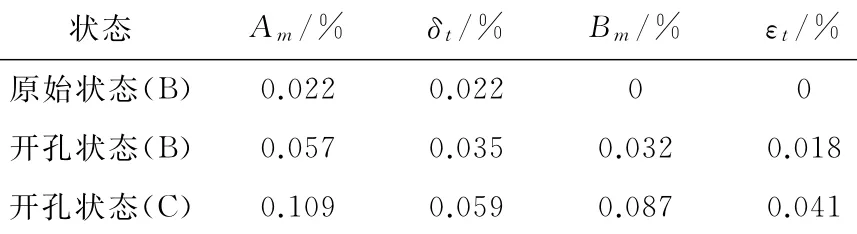
表2 過渡段開孔前后變形指標計算結(jié)果Table 2 Deformation index calculation results of transition part after being perforated
相對于過渡段B,過渡段C開孔狀態(tài)的計算結(jié)果略有增大,但基本仍在10-4的量級,原因在于過渡段C開孔后曾配裝測量耙進行了振動試驗,拆除測量耙后過渡段在殘余應力作用下變形加劇。
由于過渡段屬于機加件,無人為因素干擾,因此,可以假定過渡段B、C的原始狀態(tài)相同。
對比發(fā)現(xiàn):相對于原始狀態(tài),過渡段B、C開孔狀態(tài)后各項變形評價指標均有所增加,但整體上仍在10-4的量級,徑向尺寸仍非常接近設計值,且徑向尺寸的周向不均勻度非常小,仍可視為標準圓。由此表明:在過渡段壁面上開孔對過渡段徑向尺寸及外形造成的影響很小,可忽略不計。
4.2 靜壓座加裝方案影響分析
過渡段上焊接或鉚接均會使過渡段發(fā)生不同程度的變形[10-14],圖8為過渡段A上焊接靜壓座后的局部圖,圖9為過渡段C上鉚接靜壓座后的局部圖。可看出:過渡段A焊接靜壓座處局部有明顯可見的變形,過渡段C鉚接靜壓座處未見明顯變形。

圖8 焊接靜壓座Fig.8 Welding static pressure probe base
圖1 0分別為過渡段A焊接靜壓座、過渡段C鉚接靜壓座后其直徑沿周向的變化。變化表明:焊接靜壓座的過渡段A變形明顯大于鉚接靜壓座的過渡段C。
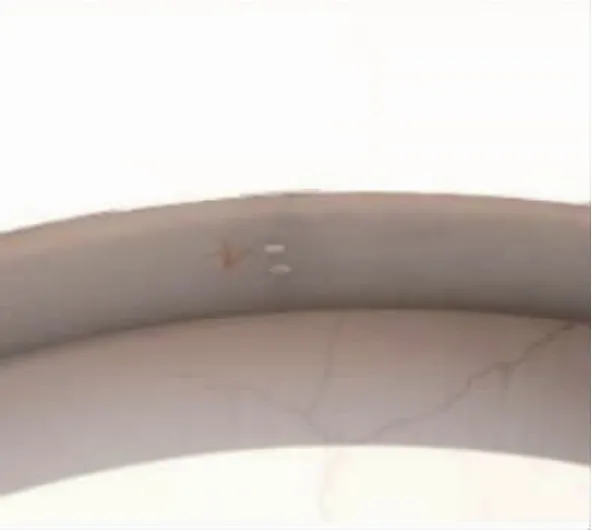
圖9 鉚接靜壓座Fig.9 Riveting static pressure probe base
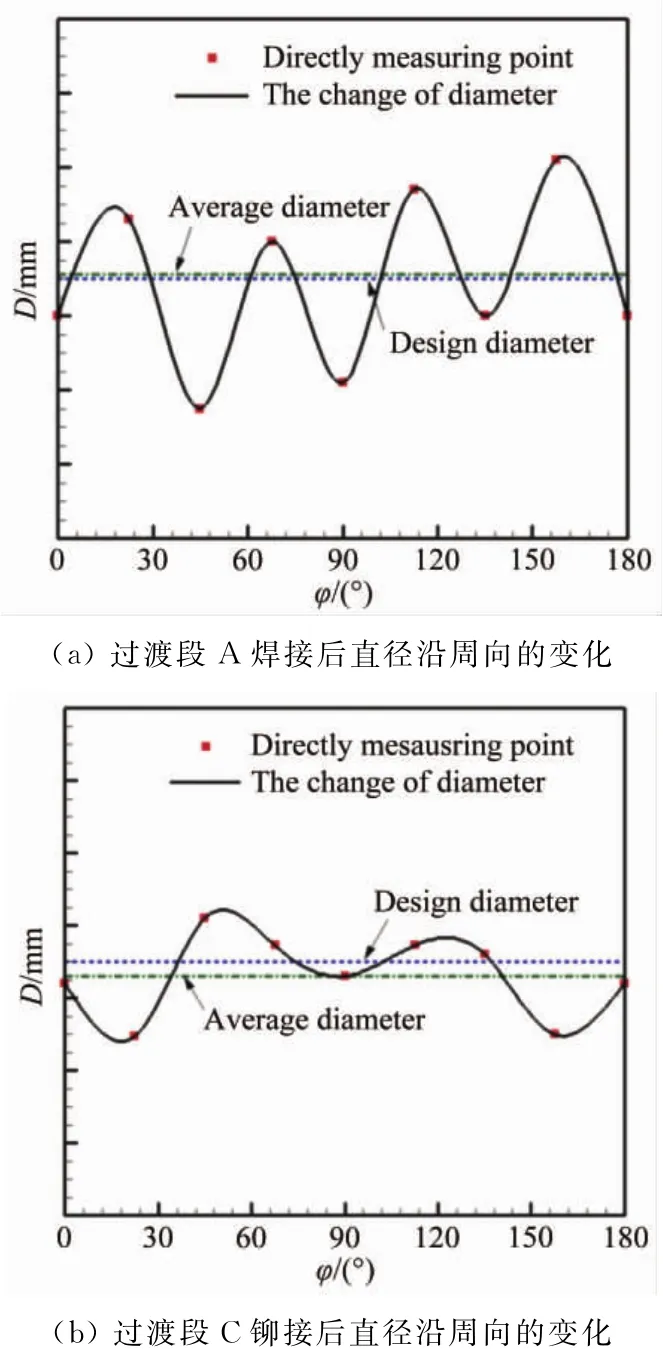
圖10 加裝靜壓座后過渡段徑向尺寸變化Fig.10 Transition part diameter after installing static pressure probe base
表3為計算過渡段A、B、C加裝靜壓座狀態(tài)時變形的評價指標。表4計算了相對于開孔狀態(tài)過渡段加裝壁面靜壓座后變形評價指標變化,“+”表示增加,“-”表示減小。由于過渡段A、B狀態(tài)相同,開孔工藝也相同,故假定過渡段A、B的開孔狀態(tài)也基本相同,以過渡段B的開孔狀態(tài)代替缺失的過渡段A的開孔狀態(tài)。
表3和4計算結(jié)果表明:
(a)焊接或鉚接壁面靜壓座使得過渡段徑向尺寸朝著偏離設計值方向發(fā)展,形變程度趨于嚴重;
(b)焊接靜壓座對過渡段外形造成了較為嚴重的影響,整體偏離度與徑向形變度的量級均從10-4增加到10-3,徑向尺寸嚴重偏離了設計值,直徑周向不均度劇增;
(c)鉚接靜壓座使得過渡段整體偏離度和徑向形變度均有增加,但增量在≤10-4的量級,過渡段徑向整體偏離度和形變度有所增加,但不嚴重;
(d)同樣采用鉚接靜壓座方式對過渡段B、C的影響程度不相同,相對于過渡段B,過渡段C徑向整體偏離度和形變度增加較多,原因是開孔狀態(tài)時過渡段C比過渡段B的徑向整體偏離度和形變度大。
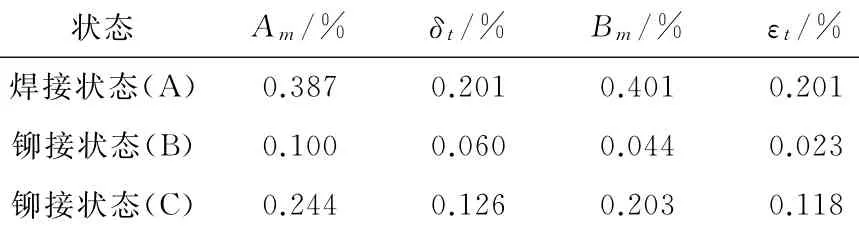
表3 加裝靜壓座后變形指標計算結(jié)果Table 3 Deformation index calculation results of transition part after installing static pressure probe base
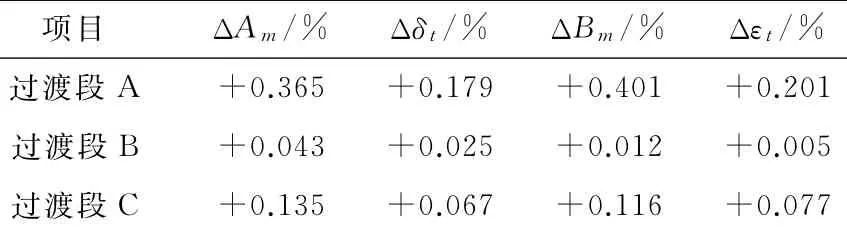
表4 過渡段變形評價指標變化(加裝靜壓座)Table 4 Deformation index changes after installing static pressure probe base
4.3 總壓測量耙加裝方案影響分析
4.3.1 測量耙加裝方案影響分析
總壓測量耙加裝方案為耙座采用螺母+螺栓緊固于過渡段上,耙臂頂端穿支撐環(huán)(鋼絲阻尼環(huán))。加裝壁面靜壓座及總壓測量耙后,過渡段達到裝機狀態(tài),可以在飛機上試裝。
圖11(a)和(b)分別為裝機狀態(tài)時過渡段A和B的直徑沿周向變化,明顯可以看出過渡段A變形程度大于過渡段B。
圖11(c)和(d)分別為過渡段C在裝機狀態(tài)和中間狀態(tài)(無靜壓座時)其徑向尺寸沿周向變化,明顯可以看出裝機狀態(tài)變形程度大于其中間狀態(tài)。
表5為計算裝機狀態(tài)時過渡段A、B、C及中間狀態(tài)過渡段C(無靜壓座)形變評價指標。
由表5的計算結(jié)果可以看出:裝機狀態(tài)的過渡段A、過渡段C徑向整體偏離度及形變度在10-3量級,而過渡段B徑向整體偏離度及形變度在10-4量級,與中間狀態(tài)過渡段C(無靜壓座)在同一量級上。裝機狀態(tài)的過渡段A徑向尺寸偏離設計值及形變度最為嚴重,過渡段B徑向尺寸偏離設計值及形變度最小,這也解釋了為何裝機狀態(tài)過渡段A不能滿足裝機要求,而過渡段B則滿足裝機要求。
對于過渡段C而言,其裝機狀態(tài)比中間狀態(tài)(無靜壓座)的徑向偏離度及形變度大,原因在于加裝壁面靜壓座的影響。中間狀態(tài)的過渡段C比裝機狀態(tài)的過渡段B的徑向整體偏離度和徑向形變度大,原因在于過渡段C經(jīng)過振動試驗后已經(jīng)有了一定程度的偏離設計值和形狀變化,這點對比過渡段C開孔狀態(tài)與過渡段B鉚接狀態(tài)的計算結(jié)果即可看出。
表6計算了過渡段A、B、C加裝總壓測量耙前后變形評價指標的變化。計算結(jié)果表明:總壓測量耙采用螺母+螺栓+支撐環(huán)的加裝方式使得過渡段徑向尺寸可能會趨向或偏離設計值,影響趨勢與加裝前過渡段偏離設計值的程度有關(guān),若加裝前偏離設計值越大,則總壓測量耙加裝后變形會越嚴重,但總壓測量耙加裝對過渡段的影響較小,基本在10-4量級。同時,加裝測量耙使得徑向形變度有所增加,影響程度受加裝前形變程度影響,若加裝前形變度越大,則形變越嚴重。
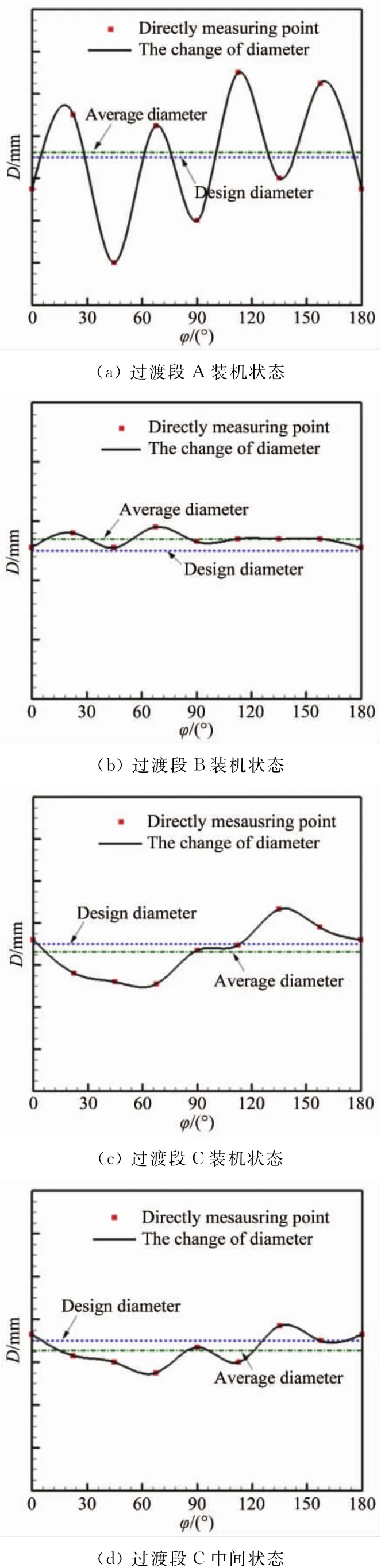
圖11 加裝測量耙后過渡段徑向尺寸Fig.11 Transition part diameter after installing total pressure test rake
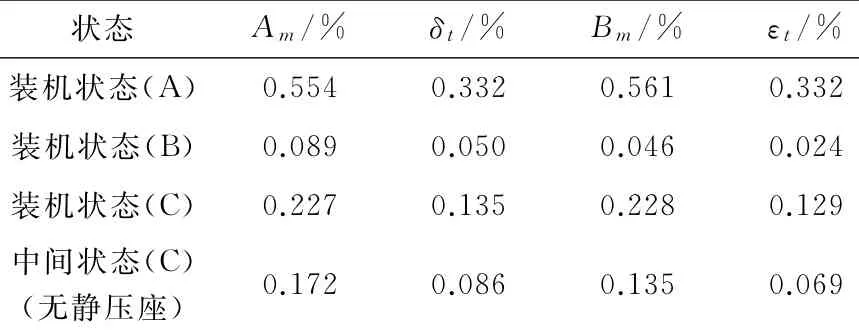
表5 總壓測量耙加裝后指標計算結(jié)果Table 5 Deformation index calculation results of transition part after installing total pressure test rake
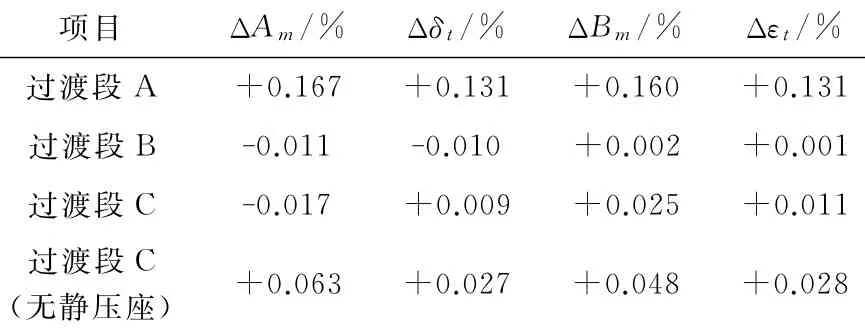
表6 過渡段變形評價指標變化(加裝測量耙)Table 6 Deformation index changes after installing total pressure test rake
4.3.2 耙臂頂端穿支撐環(huán)影響分析
在總壓測量耙耙座緊固于過渡段的基礎上,8支測量耙耙臂頂端穿支撐環(huán)(鋼絲阻尼環(huán)),從而使得測量耙耙座和頂端均被約束住,避免出現(xiàn)“懸臂梁”情況,以減小飛行試驗中由于飛機機動飛行等動作使得測量耙承受較大過載而引起疲勞損傷導致斷裂、打傷發(fā)動機,增加試飛風險。
表7計算了總壓測量耙頂端穿支撐環(huán)前后過渡段變形評價指標的變化。計算表明:測量耙頂端穿支撐環(huán)后,過渡段徑向整體偏離度和形變度均有不同程度的減小。由此可見,支撐環(huán)具有“調(diào)圓”的作用,使得過渡段徑向尺寸沿周向更加均勻,更趨于圓形。
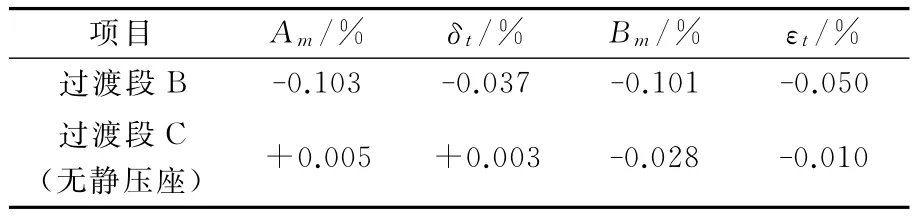
表7 過渡段變形評價指標變化(加裝支撐環(huán))Table 7 Deformation index changes after installing support ring
對測量耙頂端穿支撐環(huán)前后狀態(tài)進行振動試驗,試驗中隨機選擇同一支測量耙耙臂頂端加裝振動傳感器,沿著垂直于AIP截面方向進行掃頻試驗,試驗結(jié)果如表8所示。數(shù)據(jù)表明:測量耙頂端加裝支撐環(huán)使得測量耙的固有頻率增大,超出發(fā)動機低壓轉(zhuǎn)子轉(zhuǎn)速頻率,同時振動幅值大幅降低,朝著有利于飛行試驗安全方向發(fā)展。

表8 測量耙掃頻試驗結(jié)果Table 8 Sweep frequency results of the test rake sweep frequency
5 結(jié) 論
(1)在進氣道AIP位置處壁面開孔、加裝壁面靜壓座及測量耙均會造成此處過渡段徑向尺寸偏離設計值,形狀偏離標準圓。
(2)焊接壁面靜壓座會對過渡段外形造成嚴重影響,過渡段的徑向尺寸會嚴重偏離設計值,并發(fā)生嚴重變形,偏離標準圓;雖然鉚接壁面靜壓座也會使得過渡段徑向尺寸偏離設計值并且形狀偏離標準圓,但是影響相對較小。故建議在實際應用中鉚接壁面靜壓座,而非焊接。
(3)采用耙座底部螺栓緊固+耙頂端穿支撐環(huán)的測量耙加裝方案對過渡段徑向尺寸的變化影響相對較小,其影響大小及對偏離設計值的影響方向與加裝前過渡段徑向狀態(tài)有關(guān);同時,使過渡段形變趨于嚴重。
(4)測量耙頂端穿支撐環(huán)不僅使得過渡段徑向形變度減小,更趨于圓形;同時,提高測量耙固有頻率,抑制振動幅值,降低飛行試驗風險。
[1]和永進,史建邦,邢雁,等.某型飛機進氣道測量耙研制[J].燃氣渦輪試驗與研究,2008:21(3):59-62.
He Y J,Shi J B,Xing Y,et al.Development of intake measurement rake for an aircraft[J].Gas Turbine Experiment and Research,2008:21(3):59-62.
[2]馬燕榮.空氣流量組合測量耙的研制及試驗[J].燃氣渦輪試驗與研究,2014,27(3):54-59.
Ma Y R.Development and experiment of jointed rake for airflow and boundary-layer measurement[J].Gas Turbine Experiment and Research,2014,27(3):54-59.
[3]Yuhas A J,Ray R J,Burley R R,et al.Design and development of an F/A-18 inlet distortion rake:a cost and time saving solution[R].NASA TM-4722,1995.
[4]汪濤,姜健,史建邦.進氣道/發(fā)動機相容性試飛總壓畸變的采集與處理[J].燃氣渦輪試驗與研究,2012,25(2):54-58.
Wang T,Jiang J,Shi J B.Acquisition and processing of total pressure distortion data in inlet/engine compatibility flight test[J].Gas Turbine Experiment and Research,2012,25(2):54-58.
[5]張福淵,離紹建,蕭亮壯,等.概率統(tǒng)計及隨機過程[M].北京:北京航空航天大學出版社,2000.
Zhang F Y,Li S J,Xiao L Z,et al.Probability and Stochastic Processes[M].Beijing:Beihang University Press,2000.
[6]劉大響,葉培梁,胡俊,等.航空燃氣渦輪發(fā)動機穩(wěn)定性設計與評定技術(shù)[M].北京:航空工業(yè)出版社,2004.
Liu D X,Ye P L,Hu J,et al.Stability design and evaluation technology for aero gas turbine engine[M].Beijing:Aviation Industry Press,2004.
[7]李慶揚,王能超,易大義.數(shù)值分析[M].武漢:華中科技大學出版社,2006.
L
i Q Y,Wang N C,Yi D Y.Numerical analysis[M].Wuhan:Huazhong University of Science &Technology Press,2006.
[8]徐士良.FORTRAN常用算法程序集[M].北京:清華大學出版社,1992.
Xu S L.FORTRAN common program algorithm set[M].Beijing:Tsinghua University Press,1992.
[9]王會峰,劉上乾,汪大寶,等.三次樣條插值在變徑內(nèi)腔重建中的應用[J].中北大學學報(自然科學版),2010,31(1):65-70.
Wang H F,Liu S Q,Wang D B,et al.Application of cubic spline interpolation to variable-diameter lumen surface reconstruction[J].Journal of North University of China(Natural Science Edition),2010,31(1):65-70.
[10]付永生,李頡.大尺寸立式鋼制筒體焊接變形研究[J].黑龍江電力,2012,34(1):65-67.
Fu Y S,Li J.Study on welding distortions for large-size vertical steel tank[J].Heilongjiang Electric Power,2012,34(1):65-67.
[11]李良碧,萬正權(quán),王自力,等.環(huán)肋圓柱殼結(jié)構(gòu)焊接殘余應力和變形的數(shù)值模擬[J].焊接技術(shù),2011,40(3):9-12.
Li L B,Wan Z Q,Wang Z L,et al.Numerical simulation on welding residual stresses and deformation of ring-stiffened circular cylindrical shell[J].Welding Technology,2011,40(3):9-12.
[12]Zhang K F,Cheng H,Li Y.Riveting process modeling and simulating for deformation analysis of aircraft’s thin-walled sheet-metal parts[J].Chinese Journal of Aeronautics,2011,24(3):369-377.
[13]馮曉,謝蘭生.鉚接變形的有限元分析[J].機械制造與自動化,2009,22(2):62-63,80.
Feng X,Xie L S.Rivet deformation and finite element analysis[J].Machine Building &Automation,2009,22(2):62-63,80.
[14]馮偉干,張建華,朱元夫.圓筒形鉚接結(jié)構(gòu)中鉚釘?shù)臄?shù)值模擬[J].強度與環(huán)境,2010,37(1):30-34.
Feng W G,Zhang J H,Zhu Y F.The numerical simulation of rivet in riveted joint cylindric structure[J].Structure &Environment Engineering,2010,37(1):30-34.
(編輯:李金勇)
航空、航天類中文核心期刊《實驗流體力學》
投稿須知
《實驗流體力學》創(chuàng)刊于1987年,是由中國空氣動力學會主辦、中國空氣動力研究與發(fā)展中心承辦、公開發(fā)行的綜合性學術(shù)兼技術(shù)刊物。本刊原名為《氣動實驗與測量控制》,1997年更名為《流體力學實驗與測量》,2005年再次更改為現(xiàn)名。2010年前為季刊,后改為雙月刊。主要刊載實驗流體力學、特別是實驗空氣動力學領域的新信息、新成果和新動態(tài)。在辦刊指導思想上,重視理論與實踐相結(jié)合,強調(diào)刊載論文的創(chuàng)新性、前沿性、實用性。本刊設有研究進展、流體力學基礎及應用、測量技術(shù)、實驗設備與方法及信息與簡訊等欄目,讀者對象為從事實驗流體力學及其相關(guān)學科領域的廣大科技人員和院校師生。
一、學科范圍
《實驗流體力學》主要刊載實驗流體力學及相關(guān)領域具有一定創(chuàng)新性的原創(chuàng)論文、具有前瞻性和指導意義的綜述性論文以及具有一定參考價值的研究簡報。可以是中文或者英文論文,特別歡迎高質(zhì)量的英文論文。學科范圍包括:流體力學基礎研究(包括湍流、渦動力學、流動控制、多相流、燃燒、微流動、微重力、滲流等)、不可壓縮流體力學研究(包括低速空氣動力學、水動力學、環(huán)境流體力學、工業(yè)空氣動力學、風工程等)、高速和高超聲速空氣動力學研究(包括跨、超聲速流動、高速飛行器繞流、發(fā)動機內(nèi)流、高超聲速飛行器氣動力和熱、超聲速燃燒、化學非平衡、再入物理等)、實驗設備及測試技術(shù)(包括實驗設備和裝置設計、流動顯示、流場、溫度場、密度場等的測量、測量控制、數(shù)據(jù)采集和處理等)、其它(包括非牛頓流等)。
二、論文寫作要求
1、要求論點明確、數(shù)據(jù)可靠,分析透徹,寫作嚴謹。具有一定創(chuàng)新性,對同行具有參考價值。
2、論文可以不受篇幅限制,以表述清楚研究內(nèi)容為原則。
3、中文摘要不少于250字,應對創(chuàng)新之處給予詳盡的描述,最好給出具體數(shù)值,切忌籠統(tǒng)。
4、英文摘要300~400字,語法正確,符合英文表達習慣,不必與中文摘要相對應。
5、引言應交代清楚目前國內(nèi)外相關(guān)的研究現(xiàn)狀,本項研究的意義及主要研究內(nèi)容,應盡量寫得長些。
6、圖只附最具代表性的,應清晰、大小適中,放于正文相應處。表格用三線表。應有中英文圖題和表題。圖和表中的標注全部用英文。
7、參考文獻不少于12條,著錄格式要符合規(guī)范。中文參考文獻請給出對應的英文。
8、首頁末注明基金資助項目及編號,文末給出作者簡介(包括姓名(出生年-),性別,籍貫,職稱,研究方向以及詳細通訊地址、電話及E-mail)。
9、具體的論文格式請參考本刊論文寫作模板,可從本刊網(wǎng)站下載。
三、投稿及審稿流程
1、本刊只接受網(wǎng)上投稿,請注冊后登錄本刊網(wǎng)站http://www.syltlx.com/或者http://syltlx.cars.org.cn/作者投稿查稿欄進行投稿。
2、投稿前請在網(wǎng)站下載中心下載保密審查模板(單位蓋章生效)和版權(quán)協(xié)議,簽字蓋章后與論文一起上傳。
3、論文經(jīng)初審合格后會收到關(guān)于論文編號及作者信息的E-mail通知,編輯送外審后會發(fā)送收取審稿費的通知,在此之前不需繳納審稿費。
4、論文將送至少2位外審專家審查。若外審通過,返作者修改后再經(jīng)過主編審查,若通過,則論文被正式錄用;若未通過外審,編輯部會發(fā)給作者退稿通知。
5、編輯部將于收到稿件3個月內(nèi)將處理結(jié)果通知作者。若超過3個月未答復,作者有權(quán)另行處理論文,但必須事先通知本編輯部。在此之前,請勿一稿多投,一經(jīng)發(fā)現(xiàn),則直接退稿,且3年內(nèi)不再接受該作者投稿。
6、論文發(fā)表后,將按規(guī)定酌付稿酬并贈送樣刊2份。
《實驗流體力學》編輯部
Research on pressuremeasuring device installation at AIP of inlet
Zhang Xiaofei*,Jiang Jian,Tian Xiaoping,F(xiàn)u Xiaogang
(Engine Department,Chinese Flight Test Establishment,Xi'an 710089,China)
To discuss the transition part deformation of installing test equipment at AIP during inlet/ engine compatibility flight tests,an evaluation index of transition part radial deformation is developed and applied in engineering calculation.Moreover,influences of perforating,installing static pressure base and total pressure test rake on the radial size of the transition part are compared and analyzed.Accordingly,it is indicated that installing pressure test device at AIP may force the radial size to deviate from the designed value and standard circle;welding static pressure test base may introduce obvious deformation while rivetingmay introduce less deformation relatively;restricting on both sides of the total pressure test rakemay not seriously influence the radial size whereas effectively restrain its vibration amplitude.The optimized installation scheme of the pressuremeasuring device has been adopted in engineering.
inlet/engine compatibility;total pressure test rake;static pressure probe base;pressure measuring device;deformation;flight test
V217+.2
A

張曉飛(1983-),男,陜西寶雞人,工程師。研究方向:航空發(fā)動機飛行試驗。通信地址:陜西省西安市73號信箱15分箱(710089)。E-mail:zxf831017@163.com
1672-9897(2016)05-0080-08
10.11729/syltlx20150147
2015-12-17;
2016-05-07
*通信作者E-mail:zxf831017@163.com
Zhang X F,Jiang J,Tian X P,etal.Research on p ressure measuring device installation at AIP of inlet.Journalof Experiments in Fluid Mechanics,2016,30(5):80-87.張曉飛,姜健,田曉平,等.進氣道AIP面測壓裝置加裝方案研究.實驗流體力學,2016,30(5):80-87.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
