基于西門子S7-200的空氣炮電磁閥組控制箱的設計與開發
2016-07-25 08:08:06張意舒合肥水泥研究設計院安徽合肥230051
四川水泥 2016年4期
陳 剛 張意舒(合肥水泥研究設計院,安徽合肥 230051)
基于西門子S7-200的空氣炮電磁閥組控制箱的設計與開發
陳 剛 張意舒
(合肥水泥研究設計院,安徽合肥 230051)
如今窯尾循環吹堵,窯尾空氣炮,窯頭空氣炮組,生料庫、水泥庫均化,已經成為確保大規模水泥生產線必不可少的重要組成部分,但控制吹堵、均化和空氣炮的電磁閥,數量眾多,如果所有控制點全部進入生產線DCS系統勢必浪費大量I/O點數,并增加了整個系統的成本和故障率,針對于此,本文將介紹如何利用西門子S7-200控制器,開發一種低成本,高效率的,高可靠性,高通用性的電磁閥組控制箱,以解決以上問題。
S7-200;空氣炮;電磁閥組
1.電磁閥組說明
窯尾循環吹堵,窯尾空氣炮,窯頭空氣炮組,生料庫、水泥庫均化這些工藝設備,看似各不相同,但最終控制其的電氣設備,卻是一樣——電磁閥。電磁閥一般來說分為380V和220V供電的兩種,其送入DCS的點一般為1個DO點,或1個DO+2個DI,但一般國內水泥生產線的窯尾循環吹堵,窯尾空氣炮,窯頭空氣炮組,生料庫、水泥庫均化這些子項,使用一個DO點控制即可。
而把功能相近,進行類似規律的動作(如定時開關、循環開關等)的電磁閥分成一個個組,稱之為電磁閥組。
2.電氣部分的設計
確定了電磁閥組,我們便可以開始電氣部分設計,暫定電磁閥為220V供電,加上PLC所需要的備妥信號,已經要求DCS系統也能夠單獨驅動電磁閥,我們設計的控制箱主要部分電氣原理圖如圖1。
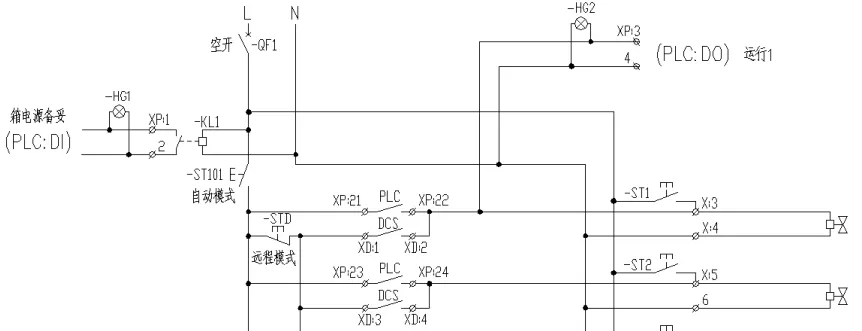
圖1 電氣原理圖主要部分
3. PLC程序的開發
3.1 控制要求
窯尾空氣炮根據工藝流程,主要要求每隔一段時間,自動由預熱器從下而上,定時循環釋放。整個釋放一次的時間,要能設定,每個空氣炮之間釋放的間隔時間需要能夠設定。單個空氣炮也要求能夠單獨釋放。
3.2 計算點數和優化
以5000噸熟料生產線窯尾空氣炮電磁閥為例,我們則可以將窯尾空氣炮電磁閥,分為左列預熱器10只空氣炮電磁閥一組,右列預熱器10只空氣炮電磁閥一組,煙室和其他部分8只空氣炮電磁閥一組,共三組。
三組28只電磁閥,我們都按只有DO點的計算,加上總的備妥點,每一個組的運行、故障、啟停點,以及備用的點數,我們可以得出如下點數:
備妥(來自繼電器):1個DI點
啟動1組(來自DCS):1個DI點啟動2組(來自DCS):1個DI點啟動3組(來自DCS):1個DI點
備妥(送中控和箱體顯示)1個DO點
運行(送中控和箱體顯示):3個 DO點
單個電磁閥驅動(發向電磁閥):28個DO點
單個電磁閥驅動(來自DCS):28個DI點
注:來自DCS的單個電磁閥的驅動,考慮到節約DCS成本,我們一般建議取消,如果業主堅持要求,我們再電氣回路設計時,已經考慮到,和S7-200的驅動成“或”的關系,即可實現。故此28個DI點可以取消,如果取消,電氣原理圖中的“遠程模式”按鈕、DCS驅動節點也應相應取消。
綜上所述,本系統共有DI點4個,DO點32個。
再考慮到備用的點數,和S7-200CPU自帶點數和模塊點數的配合,最終我們確定DO34點(其中CPU自帶10點+3塊8點DO模塊[1]),DI14點(CPU自帶的14點)。
硬件配置中只得注意的,考慮到以后維護更換方便,建議使用晶體管輸出的CPU和模塊,但相應會增加一些繼電器成本。
3.3 程序的編制
S7-200程序編制使用西門子編程軟件STEP7MICRWIN
1)定義如下變量
變量名稱:T1 變量類型:time 說明:一次大循環間隔時間
變量名稱:T2 變量類型:time 說明:每個開啟間隔時間
變量名稱:D1~D30 變量類型:bool 說明:單個電磁閥驅動(其中D29,D30為備用)
變量名稱:R 變量類型:bool 說明:備妥
變量名稱:S1~S3 變量類型:bool 說明:1~3組運行信號
變量名稱:DCS1~DCS3 變量類型:bool 說明:來自DCS的組起驅動信號2)自動循環運行的程序:
程序說明:首先要求有備妥R的情況下,才能啟動,啟動分為兩種方式,組啟和單啟。
組起方式,空氣炮電磁閥按順序,間隔T2時間依次開啟;所有電磁閥完全開啟一遍算一次大循環,大循環間隔T1時間再次循環。
單啟方式,只要命令發出,立刻開啟對應的電磁閥。
注意:兩種啟動方式并不沖突,不需要切換。也就是說組起方式時,也可以隨時單啟某一電磁閥。
啟動方式,控制原理弄清楚,相信程序編制是很簡單的事情了,西門子S7-200使用的基本梯形圖編程,相信有編程基礎的人都能夠完成,在此,作者在此不再詳細記錄程序。
4. 實際使用效果
根據我院最近設計的5000噸生產線和幾條粉磨站的使用情況,效果非常好,整個子系統在中控發出啟動命令后,自動運行良好,根本不需要操作員人工干涉,得到了業主電氣DCS維護人員的一致好評。
5. 總結電磁閥組控制箱結構簡單,應用范圍廣泛,對于水泥行業,在窯尾吹堵,窯尾噴水,窯頭噴水,生料庫均化,水泥庫均化等,電磁閥組控制箱都可以廣泛應用。本文僅以窯尾空氣炮為例,介紹了一種電磁閥組控制箱的設計和開發,希望給廣大產品設計開發人員和水泥生產線維護調試人員以啟示和幫助。
[1]《SIMATIC S7-200可編程序控制器系統手冊》 03/2000 版本 02 作者:SIEMENS公司
[2]尹維生,汪濤,李巖. 西門子S7-200系列PLC在碎礦系統中的應用[J]. 吉林化工學院學報. 2010(04)
[3]史映紅,周志海. 西門子S7-200PLC在機械手中控制的應用研究[J]. 煤礦機械. 2010(12)
[4]周斌.PLC在X62W臥式萬能銑床電氣控制系統改造中的應用[J]. 機電工程技術. 2009(01)
TQ172
B
1007-6344(2016)04-0007-02
陳剛,男,本科,高級工程師