座艙裝配工裝小車結(jié)構(gòu)設(shè)計(jì)與優(yōu)化
2016-07-26 10:13:17韋年生
裝備制造技術(shù) 2016年4期
關(guān)鍵詞:優(yōu)化
韋年生
(柳州五菱汽車工業(yè)有限公司,廣西 柳州545007)
?
座艙裝配工裝小車結(jié)構(gòu)設(shè)計(jì)與優(yōu)化
韋年生
(柳州五菱汽車工業(yè)有限公司,廣西 柳州545007)
摘要:汽車行業(yè)整車裝配逐漸采用模塊裝配,再整裝。整裝的工藝流程大致相同,但是模塊部分零部件結(jié)構(gòu)難以標(biāo)準(zhǔn)化,它們的工裝夾具也必須采用非標(biāo)設(shè)計(jì)。汽車座艙模塊由于儀表橫梁支架不同,需要非標(biāo)設(shè)計(jì)。為了縮減工裝夾具的成本,做一套能兼容自身車型的工裝小車越來(lái)越重要。根據(jù)儀表橫梁支架進(jìn)行兼容性設(shè)計(jì),通過(guò)試裝驗(yàn)證,進(jìn)行結(jié)構(gòu)優(yōu)化,達(dá)到方便操作的目的。
關(guān)鍵詞:座艙模塊;非標(biāo)設(shè)計(jì);優(yōu)化
汽車總裝普遍采用模塊化裝配,然后采用智能AGV小車,精確運(yùn)輸?shù)秸嚳傃b裝配區(qū)相應(yīng)的位置,最后采用智能機(jī)器人結(jié)合少量的人工參與,完成整車的最終裝配。模塊化的分工細(xì)化了裝配過(guò)程,便于非標(biāo)設(shè)計(jì),同時(shí)自動(dòng)化越高的流水線對(duì)工裝設(shè)計(jì)要求也更高。非標(biāo)設(shè)計(jì)的成本遠(yuǎn)大于標(biāo)準(zhǔn)化設(shè)計(jì)制造,所以工裝夾具做到良好的兼容性,對(duì)于降低成本有重要意義[1]。本文所以工裝小車在投入生產(chǎn)線生產(chǎn)之前,必須經(jīng)過(guò)嚴(yán)格的驗(yàn)證,使之達(dá)到最佳效果。
本座艙模塊裝配工裝設(shè)計(jì),通過(guò)預(yù)留較大橫梁及滑臺(tái)空間以及增加不同車型的定位裝置,并為定位裝置做好避讓,來(lái)達(dá)到不同車型的工裝夾具的兼容,通過(guò)更改齒輪手剎定位以及增加平衡滑槽板來(lái)優(yōu)化裝配工裝小車結(jié)構(gòu)。
1 汽車座艙模塊
汽車座艙模塊是指“駕駛艙”的總稱,包括各種儀表,空調(diào)儀表板及控制器。所以不同廠叫法不一樣。像廣本,上汽大眾稱其為中控,也有叫儀表臺(tái)總裝及內(nèi)飾分裝線的。總之內(nèi)飾的各種小件裝在儀表板橫梁支架上,就構(gòu)成了座艙模塊。儀表板橫梁支架要先固定在裝配工裝小車上。工裝小車有走“天上”的(圖1),也有走地上的(圖2)。本次主要是地拖鏈裝配線上的座艙裝配小車的優(yōu)化設(shè)計(jì)。

圖1 掛在橫梁導(dǎo)軌上

圖2 地上鏈條帶動(dòng)
2 座艙裝配工裝小車總體構(gòu)成
2.1座艙裝配線工作原理
本座艙采用的生產(chǎn)線為地拖鏈?zhǔn)剑b配小車及SPS料架和鏈條構(gòu)成裝配線移動(dòng)工作部分。鏈條在電機(jī)的帶動(dòng)下一起向前移動(dòng)。儀表橫梁支架裝夾在裝配工裝小車上,座艙的各個(gè)零部件模塊通過(guò)卡口或螺釘固定支架,完成裝配。
2.2座艙工裝小車構(gòu)成
座艙裝配工裝小車主要由帶輪子車架、夾具裝配系統(tǒng)、牽引銷、等構(gòu)成。本工裝小車根據(jù)工藝需要增加水平回旋機(jī)構(gòu)即采用了雙層車架(圖3a),上層車架可以水平旋轉(zhuǎn),下層車架帶4個(gè)輪子,通過(guò)牽引銷連接在鏈條上。為了實(shí)現(xiàn)水平旋轉(zhuǎn)功能,兩個(gè)車架之間增加旋轉(zhuǎn)托盤以及腳剎定位。夾具裝配系統(tǒng)是工裝的關(guān)鍵部分(圖3b)。
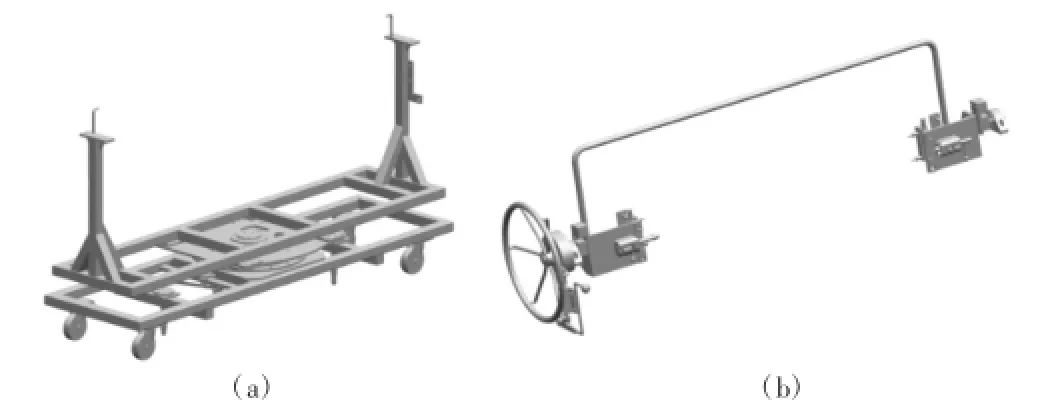
圖3 夾具裝配系統(tǒng)
2.3座艙工裝小車結(jié)構(gòu)設(shè)計(jì)
(1)間距的確定
根據(jù)儀表板橫梁支架的長(zhǎng)度1 280.5 mm,增加滑臺(tái)卡銷移動(dòng)距離如圖4.滑臺(tái)初定100 mm,卡銷移到最左最右各100 mm.雙邊需增加的距離(100+100 +100)×2=600 mm,故最短間距確定1.9 m.
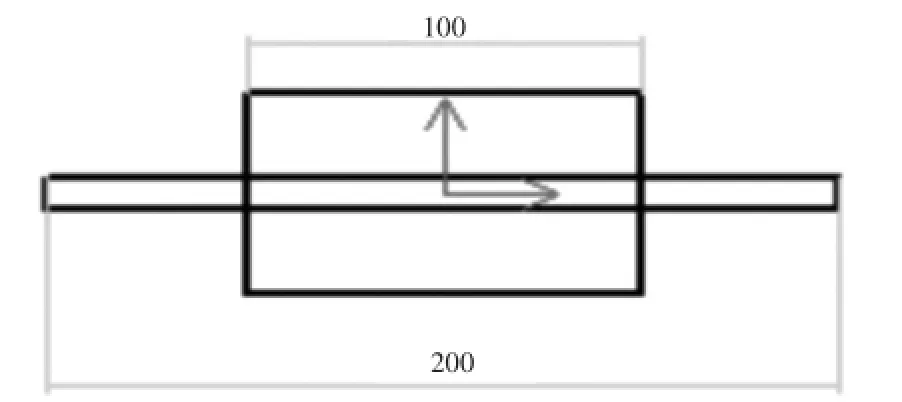
圖4 滑臺(tái)卡銷
(2)固定連接部分的確定
根據(jù)儀表板橫梁支架確定銷子大小位置,通過(guò)三個(gè)銷子就固定住儀表板橫梁支架(圖5)。

圖5 儀表橫梁支架端面
(3)垂直旋轉(zhuǎn)定位部分的確定
旋轉(zhuǎn)采用軸承支撐,定位采用缺口圓卡盤定位,根據(jù)零件實(shí)際裝配工藝需求設(shè)置0°和90°兩個(gè)定位角度,止住機(jī)構(gòu)采用腳剎
(4)車型的兼容設(shè)計(jì)
同理根據(jù)另一種車型的儀表板橫梁支架制作相應(yīng)掛位卡銷,并設(shè)計(jì)不同車型轉(zhuǎn)換掛位卡銷切換或避讓機(jī)構(gòu)。
(5)細(xì)節(jié)優(yōu)化
導(dǎo)入主要的零部件,以及可能存在干涉的裝配零件,增加定位避讓結(jié)構(gòu),做到數(shù)模裝配無(wú)干涉,有效精準(zhǔn)的定位。另外結(jié)合座艙成品的重量,根據(jù)各部分功能作用不同,選用相應(yīng)的材料及加工制造工藝,更好的達(dá)到使用要求。最后以加工實(shí)物驗(yàn)證。
3 裝配工裝小車驗(yàn)證過(guò)程的優(yōu)化設(shè)計(jì)
3.1變雙角度到理論360°可以旋轉(zhuǎn)
最初設(shè)置0°和90°兩個(gè)旋轉(zhuǎn)裝配角度,后來(lái)根據(jù)方便操作的需求,增加了45°角(圖6a)。實(shí)際的最佳角度可能也是在設(shè)計(jì)角度附近,為了可以更小角度微調(diào),以及更多的可操作角度,采用齒輪機(jī)構(gòu)齒條機(jī)構(gòu)。齒輪齒條機(jī)構(gòu)在后續(xù)換型時(shí)裝配旋轉(zhuǎn)角度做到良好的兼顧(圖6b)。
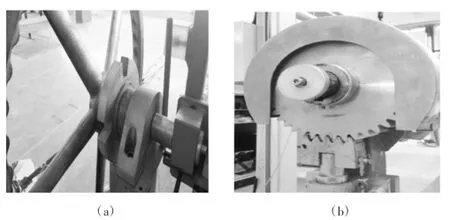
圖6 旋轉(zhuǎn)裝配角度
3.2旋轉(zhuǎn)定位機(jī)構(gòu)的優(yōu)化
最初關(guān)于手輪在旋轉(zhuǎn)到不同角度固定方式采用腳剎(圖7a)。腳剎的優(yōu)點(diǎn)可以解放雙手,這樣用手就可以進(jìn)行旋轉(zhuǎn)動(dòng)作,但實(shí)物驗(yàn)證效果并不理想。首先線體是不停運(yùn)轉(zhuǎn),腳的靈活性不高,要踩的和線速同步,這個(gè)磨合很難,而且存在安全隱患。通過(guò)去參觀國(guó)內(nèi)其他汽車企業(yè)的座艙線,以及網(wǎng)上相關(guān)此機(jī)構(gòu)設(shè)計(jì),換用了手剎機(jī)構(gòu)(圖7b)。手剎機(jī)構(gòu)的優(yōu)點(diǎn):方便操作,容易上手,更加穩(wěn)定牢靠。
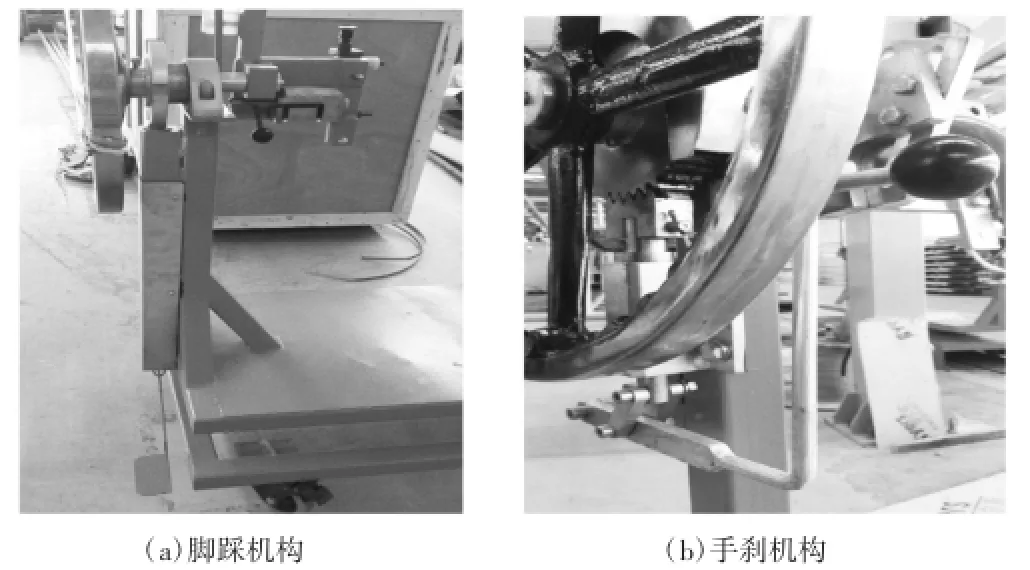
圖7 旋轉(zhuǎn)定位機(jī)構(gòu)
3.3增加夾具總成主板的長(zhǎng)度
最初只考慮目前車型的兼容,后續(xù)車型可能還會(huì)加長(zhǎng),于是左右兩端各加100 mm.同時(shí)為了尼龍?zhí)自黾颖茏屒谐嘶_(tái)內(nèi)導(dǎo)向槽,導(dǎo)致內(nèi)側(cè)卡位兩端支撐面減小。結(jié)合實(shí)際情況,將滑臺(tái)也增加到120 mm,同時(shí)根據(jù)人機(jī)工程,調(diào)整高度到方便員工操作的高度。圖8(a)為優(yōu)化之前的左夾具總成,圖8(b)為優(yōu)化后的左夾具總成。
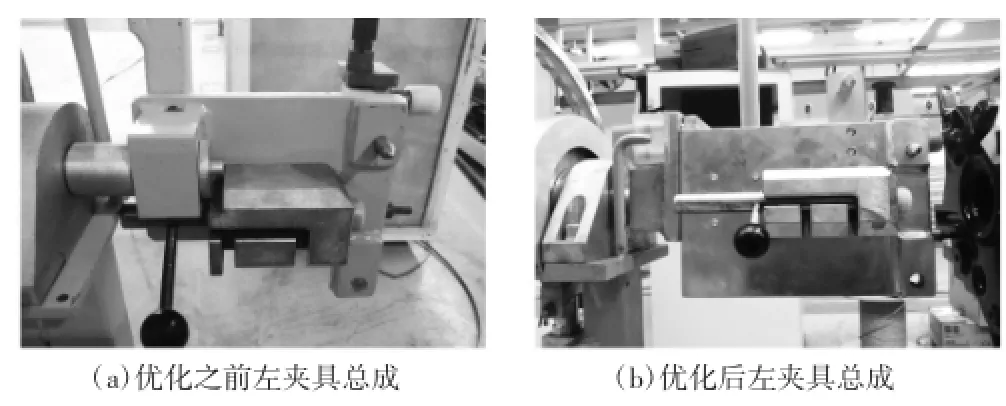
圖8 優(yōu)化前后左夾具總成對(duì)比
3.4為旋塊增加磁鐵
最初只考慮了工作狀態(tài)時(shí)定位旋塊的固定,換型做避讓沒(méi)有考慮到固定。在此處增加其他定位難于實(shí)現(xiàn),于是在后邊增加了磁鐵,通過(guò)磁鐵磁力確保旋塊在做避讓時(shí)不能輕易就擺動(dòng),增加裝配隱患。另外,旋塊最初設(shè)計(jì)時(shí)只考慮掛位卡銷可以裝在上面,沒(méi)有考慮到連接部分的強(qiáng)度,上下各做了10 mm厚,此結(jié)構(gòu)長(zhǎng)期承重受力,在加工制造可能的情況下,上下各增加5 mm.
3.5增加平衡重心機(jī)構(gòu)
座艙成品比較重,最初手輪旋轉(zhuǎn)需要較大的力,力量不夠,單手旋轉(zhuǎn)不動(dòng)。從力矩的角度出發(fā),更改了手輪的直徑,增大力臂,可以單手轉(zhuǎn)動(dòng)。但是由于座艙總成的重心卻不在在旋轉(zhuǎn)軸線上,造成實(shí)際力臂不均,某些角度需要較大的力,某些角度需要較小力來(lái)旋轉(zhuǎn)。所以從調(diào)整重心的角度來(lái)優(yōu)化此機(jī)構(gòu)。由于水平和垂直方向都不在軸線上,都需要調(diào)整。根據(jù)運(yùn)動(dòng)合成原理,調(diào)整重心移到的方向?yàn)閮A斜方向(圖9)。根據(jù)座艙重心偏離情況,選用了30°傾角。用4個(gè)螺釘來(lái)連接調(diào)整固定夾具總成相對(duì)于軸承的位置,具體位置裝上座艙總成后進(jìn)行調(diào)整。

圖9 平衡重心機(jī)構(gòu)
4 結(jié)束語(yǔ)
隨著汽車性能不斷提升,汽車制造業(yè)所需實(shí)現(xiàn)設(shè)備更加多元化。通過(guò)對(duì)座艙裝配工裝小車裝配夾具的不斷優(yōu)化,實(shí)現(xiàn)了多型號(hào)、不同品種汽車座艙總成得以在同一生產(chǎn)裝配完成。
參考文獻(xiàn):
[1]華宏強(qiáng).非標(biāo)設(shè)備設(shè)計(jì)制造中應(yīng)注意的問(wèn)題[J].機(jī)械工程師,2005,(04):60-63.
[2]Peter Fredriksson.Modular assembly in the car industry—an analysis of organizational forms’influence on performance[C]. European Journal of Purchasing&Supply Management,Volume 8,Issue 4,December 2002,221-233.
中圖分類號(hào):U468
文獻(xiàn)標(biāo)識(shí)碼:A
文章編號(hào):1672-545X(2016)04-0071-03
收稿日期:2016-01-07
作者簡(jiǎn)介:韋年生(1962-),男,廣西柳州人,工程師,從事汽車工程塑料的研究及汽車塑料部件生產(chǎn)過(guò)程中的工藝控制。
Design and Optimization of Cockpit Assembly Jig
WEI Nian-sheng
(Liuzhou Wuling Motors Co.,Ltd,Liuzhou Guangxi 545007,China)
Abstract:Modular assembly and final assembly are now common in a wide range of car industry.The process of assembly is much the same,but product structure is difficult to standardize,so thatnon-standard assembly jig design.Because of the different dashboard support,assembly jig is designed different.In order to reduce the cost of the fixture,it is becoming more and more important to make a set of tools that can be compatible with their own models.Compatibility design according to dashboard support,verification of the assembly was used to optimize the structure to achieve the purpose of convenient operation.
Key words:cockpit assembly;non-standard design;optimization
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45