高速電主軸非接觸加載裝置的設計
2016-07-26 10:13:24陳春
裝備制造技術 2016年4期
陳春
(慶安集團有限公司,陜西 西安710077)
?
高速電主軸非接觸加載裝置的設計
陳春
(慶安集團有限公司,陜西 西安710077)
摘要:高速電主軸作為數(shù)控加工中心等的核心單元,對其可靠性等性能的分析有著重要意義。根據(jù)動態(tài)電磁力場的原理提出設計了電主軸的非接觸加載裝置,并加以傳感器系統(tǒng)來測量和分析電主軸的溫升情況,并對加載力和加載機構進行了計算和設計,解決了傳統(tǒng)加載方式存在的問題,提高了分析的可靠性。
關鍵詞:電主軸;非接觸加載;電磁力
作為數(shù)控機床的核心單元,高速電主軸將機床主軸單元與電機主軸單元結合為一體。在高速數(shù)控機床的主傳動系統(tǒng)中,機床主軸由安裝在電主軸內部的電機進行驅動,從而把高速數(shù)控機床的主傳動系統(tǒng)中的傳動鏈長度縮短為零,從而實現(xiàn)了高速數(shù)控機床的“零傳動”,被稱為“電主軸”(Motorized spindle)[1],如圖1所示。
圖1 電主軸
高速電主軸的動力學特性、可靠性、穩(wěn)定性等的特性,對機床加工的加工精度、穩(wěn)定性及應用范圍都有著很大影響。高速電主軸一般有:電主軸、氣動主軸、水動主軸等;按照機床的不同又分為:磨削、鉆削及加工中心電主軸等。與傳統(tǒng)的傳動系統(tǒng)不同,電主軸有著其獨特的優(yōu)點:
(1)由于電主軸簡化了傳動鏈,取消了齒輪、帶輪等傳動過程,因此傳動誤差更小,響應更快,效率更高;
(2)提高了傳動的精度,振動、噪音也更小;
(3)由于將數(shù)控單元主軸與電機單元主軸融合,結構更加緊湊,重量更小,相應的轉動慣性也減小,能實現(xiàn)更高的轉速,也能實現(xiàn)更準確的定位;
(4)高速電主軸的軸承采用了高速軸承技術,壽命是相對于傳統(tǒng)的軸承提高了好幾倍[2]。
高速電主軸是融合了機床主軸和電機主軸的一整套裝置,主要由轉子軸、定子、軸承變頻系統(tǒng)、主軸殼體、無外殼鼠籠式電動機及水冷系統(tǒng)等組成。定子一般由具有高導磁率的矽鋼片迭壓而成;轉子是電主軸的運動部分,它的主要功能是將電磁能轉變?yōu)闄C械能。電主軸轉子由轉軸、轉子鐵心、鼠籠三部分組成,其中鼠籠兩端由銅材料制作成閉合回路,電主軸的結構圖如圖2所示。
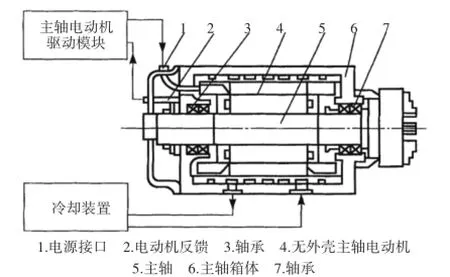
圖2 電主軸結構圖
1 研究現(xiàn)狀
傳統(tǒng)主軸轉速較低,接觸加載就可以滿足主軸加載測試的要求,對于高速電主軸接觸加載方式已經(jīng)不能滿足試驗要求。目前國內外對高速電主軸的動態(tài)加載分析主要采用建模仿真、有限元分析的方法。為了對電主軸進行更可靠的分析,需要對電主軸進行動態(tài)加載的實驗,非接觸加載方式成為了一種新的研究動態(tài)。與接觸加載相比,非接觸加載方式有顯著的優(yōu)點:
(1)不會產(chǎn)生機械磨損、切削熱以及同軸度的問題,不會產(chǎn)生額外的機械振動;
(2)可以實現(xiàn)高速電主軸的徑向力和扭矩加載,可以對加載力進行實時控制,測試的結果具有更高的可靠性。
2 高速電主軸非接觸電磁加載系統(tǒng)的構成及設計
針對目前加載方式存在的缺點,本文提出了非接觸的電磁加載方式,如圖3所示。該系統(tǒng)主要由:非接觸電磁加載系統(tǒng)、傳感器系統(tǒng)、高速電主軸系統(tǒng)等組成。其中主軸系統(tǒng)由主軸單元、水冷機、變頻器組成;非接觸電磁加載系統(tǒng)主要由導磁圓盤(安裝在電主軸軸端的加載盤)、電磁鐵、可調直流電源組成;傳感器由拉壓力傳感器、溫度傳感器、激光位移傳感器等組成;散熱系統(tǒng)由離心風機進行冷卻。
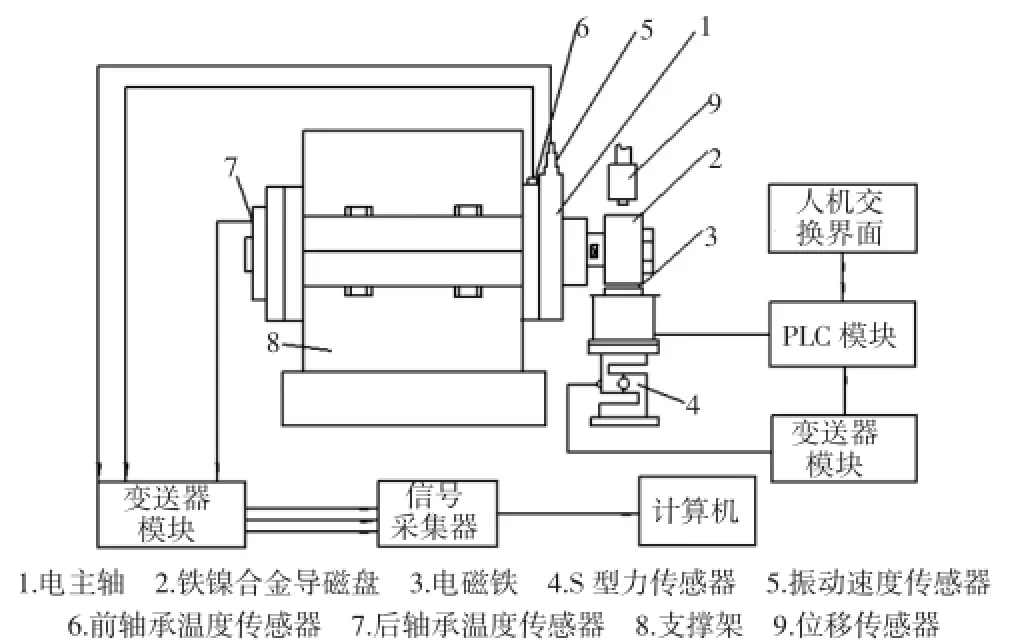
圖3 高速電主軸非接觸加載系統(tǒng)結構簡圖
2.1電主軸受力計算
電主軸在實際工作中受到的力主要來源于切削過程的幾個方面:克服切削變形材料塑性變形需要的抗力;克服切削前刀面的摩擦力和后刀面對已加工表面和過渡表面摩擦需要的抗力;克服變形區(qū)彈性變形需要的力。由于切削力的大小和方向受到各種因素的影響,是隨過程而變化的。為便于分析,將切削力分解為三個相互垂直于坐標系的分力或力矩來表示,查機械加工工藝手冊得銑削力和銑削功率的計算公式:
背吃刀力和進給力按立銑、硬質合金刀具加工來進行估算:
將電主軸的額定轉矩帶入(1)式,d0按HSKE-40刀柄標準,取d0=20 mm
為模擬實際運行狀況,需添加的軸向力即Ff和徑向力Fp的合力,即:

考慮切削過程中的動態(tài)因素,最大軸向力按400 N,最大徑向力按1000 N來設計。
2.2加載機構設計
測功機做為動力試驗的重要設備,在試驗中可以通過改變變頻器對測功機的控制來改變被測設備的轉速、轉矩、功率等,在本設計中扭矩加載選用電力測功機。在非接觸磁力加載中,軸向力加載,將勵磁繞組放在主軸軸線上,由于主軸受到的軸向力受力點在切削刀具圓周上,所以勵磁繞組在側面更能反映出切削的實際工況。其機構如圖4所示。
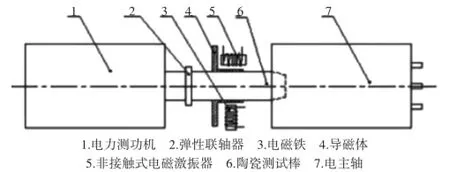
圖4 可靠性試驗平臺示意圖
非接觸激振器5內部有一個直流勵磁繞組和一個交流勵磁繞組。為避免電磁鐵3、激振器5和電主軸的勵磁場相互干擾,測試棒6由陶瓷加工而成。導磁體4采用磁能達到27-50MGoe之間的釹鐵錋(Nd-FeB)。由于高速電主軸對聯(lián)軸器的要求較高,所以聯(lián)軸器2采用彈性膜片聯(lián)軸器。
3 高速電主軸非接觸加載原理
傳統(tǒng)的接觸加載方式主要用測功機對主軸進行模擬電主軸在正常加工條件下進行加載實驗,但是該裝置在電主軸高速運轉時,這種加載方式會產(chǎn)生劇烈的摩擦和噪聲,不能長時間運行,并且會產(chǎn)生額外的機械振動,使其不能在正常的條件下運行,無法滿足可靠性試驗的條件要求,因此本文提出了非接觸的電磁加載試驗裝置[3-4]。
本非接觸加載方式主要由:可調直流恒流源、直流電磁鐵、以及安裝在電主軸軸端的導磁盤組成。該加載裝置的工作原理為:電磁鐵在可調直流恒流源提供的直流電源下,電磁鐵線圈產(chǎn)生磁場,而布置在電主軸軸端的合金導磁圓盤受到麥克斯韋引力,通過可調直流恒流源輸入電流的大小,可以改變磁場的強度,進而改變麥克斯韋吸引力的大小,通過該力模擬高速電主軸在正常工作條件下受到的徑向力,就可以模擬出電主軸在實際加工過程中受到的負荷的變化。在電磁加載裝置中,通過電磁鐵鐵新、氣隙及導磁盤的電磁場形成一個閉合磁路:電磁鐵鐵心——氣隙Ⅰ——鐵鎳合金導磁圓盤(加載盤)——氣隙Ⅱ——電磁鐵如圖5所示。
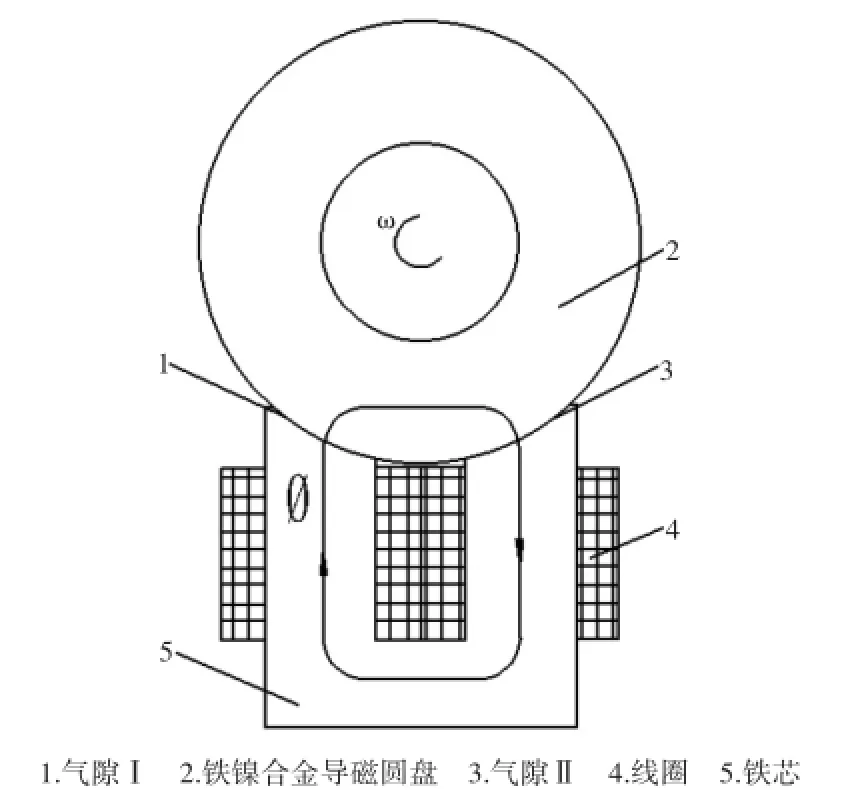
圖5 電磁加載裝置示意圖
4 結論及展望
相對于傳統(tǒng)的接觸式加載方式,高速電主軸非接觸電磁加載方式有著顯著的優(yōu)點:
(1)采用非接觸加載,減少了加載時產(chǎn)生的熱及摩擦,振動等對試驗結果的影響;
(2)電磁加載中電磁鐵端面為圓弧形結構,保證了磁感線的均勻性及減少了漏磁現(xiàn)象,能保證裝置在保證加載力的情況下安全運行;
(3)通過控制恒流直流源電流的大小,來控制磁場的大小,進而控制加載力大小,滿足試驗的可靠性要求。
雖然電主軸非接觸加載方式有著許多顯著優(yōu)點,但在有些細節(jié)方面需要不斷來進行完善,進而達到更高的可靠性試驗要求。
參考文獻:
[1]張兵.高速切削加工及相關技術[J].機械研究與應用,2004,(5):73-75.
[2]楊貴杰,秦冬冬.高速電主軸的關鍵技術及發(fā)展趨勢[J].伺服控制,2010(2):32-36.
[3]劉宏昭,邱榮華,周訓通,等.一種高速電主軸切削力模擬加載及測試裝置[P].中國:2011 10000902.1.201 1.01.06.
[4]劉宏昭,邱榮華,周訓通,等.一種高速電主軸非接觸電磁加載裝置[P].中國:201010589402.1.20lO.06.29.
中圖分類號:TH133.2
文獻標識碼:A
文章編號:1672-545X(2016)04-0115-03
收稿日期:2016-01-05
作者簡介:陳春(1981-)男,山西人,碩士研究生,工程師,研究方向:機械設計、設備優(yōu)化。
Design of non Contact Loading Device for High Speed Motorized Spindle
CHEN Chun
(Avic Qingan Group Co.,Ltd,Xi’an Shaangxi 710077,China)
Abstract:As the core unit of the NC machining center,high speed motorized spindle has important significance in the analysis of its reliability and other performance.In this paper,the principle of dynamic electromagnetic force field is proposed to design the non contact loading device of electric spindle,and the sensor system is used to measure and analyze the temperature rise of the electric spindle.And the calculation and design of the loading force and the loading mechanism are carried out.
Key words:motorized spindle;non contact loading;electromagnetic force