開式泵控鍛造油壓機流量壓力復合位置控制研究
2016-07-26 01:42:11劉艷嬌孔祥東
中國機械工程 2016年13期
艾 超 劉艷嬌 宋 豫 孔祥東
1.先進鍛壓成形技術與科學教育部重點實驗室(燕山大學),秦皇島,0660042.燕山大學河北省重型機械流體動力傳輸與控制實驗室,秦皇島,066004
?
開式泵控鍛造油壓機流量壓力復合位置控制研究
艾超1,2劉艷嬌2宋豫2孔祥東1,2
1.先進鍛壓成形技術與科學教育部重點實驗室(燕山大學),秦皇島,0660042.燕山大學河北省重型機械流體動力傳輸與控制實驗室,秦皇島,066004
摘要:針對開式泵控鍛造油壓機在壓下過程中管路結構所帶來的快鍛滯后等問題,建立了機組主泵、主缸以及管路結構數學模型,推導了機組壓下特性傳遞函數。以數學模型為基礎,提出了基于流量壓力復合控制的前饋補償控制方法,實現了機組壓下階段空載位置控制以及帶載壓力補償位置控制,即機組壓下特性的綜合控制。以0.6 MN鍛造油壓機實驗平臺為基礎展開仿真與實驗研究,結果表明:所提出的控制方法對解決開式泵控鍛造油壓機液壓系統快鍛帶載時壓力上升慢、壓下量不足等問題具有良好效果。
關鍵詞:開式泵控系統;液壓管路;流量壓力復合控制;前饋補償控制
0引言
面對現今制造業的快速發展及智能化的推進,汽車、船舶、冶金等行業對各類鍛件的需求增加,對鍛造技術提出了高速度、高精度、低污染等多重要求[1]。其中,泵控液壓系統較現有液壓機具有低能耗、低噪聲及小沖擊等優勢而備受關注[2-4],但其主泵與執行機構之間的管路結構加重了其控制特性滯后的影響。針對泵控系統高速度、高精度的控制要求,國內外學者做了大量研究。
Zahalka[5]為提高大型鍛造液壓機的快鍛速度,深入研究了末端液壓機動力學行為;安高成等[6]以高精度的位置和壓力控制同時兼顧節能為目標,提出一種雙獨立閉環新型液壓流量壓力復合控制體系;王成賓[7]針對泵控差動缸系統,采用具有負載力補償的位置/速度復合控制策略,位置反饋與速度前饋無憂切換復合控制;Zheng等[8]采用自適應模糊控制方法來解決直驅泵控系統的液壓缸位置伺服控制問題,改善系統控制性能;郝雙暉等[9]針對直驅式電液伺服系統,采用修正的恒壓力限流量控制方法,實現系統壓力流量平穩切換;Cheng等[10]提出一種集成的模糊控制器來實現雙缸電液舉升的壓力流量復合控制方法,可以有效地對雙缸電液伺服系統進行高精度位置同步控制。
以上研究為泵控系統的控制特性分析提供了借鑒,但大多采用流量和壓力切換獨立控制方式,存在切換不平穩現象。為此,需要進行平穩高精度的流量壓力復合控制方法的研究,而目前該方法在泵控油壓機液壓系統的研究鮮見。
本文以開式泵控鍛造油壓機為研究對象,針對其壓下階段高速度、高精度的控制要求及管路增長帶來的滯后的影響,提出一種基于流量壓力復合控制的前饋補償控制方法,空載下行時施以位置控制,帶載下行時位置控制輔以壓力補償,由此解決管路系統快鍛帶載時壓力上升慢、壓下量不足等問題。
1開式泵控鍛造油壓機主傳動系統
1.1開式泵控鍛造油壓機工作原理
開式泵控鍛造油壓機主要由電機、主泵、管路、主缸、活動橫梁、回程缸及回程泵組成,本文研究對象采用RKP泵作為主控元件。其中,電機與主泵及回程泵同軸連接,帶動兩泵轉動,通過控制兩泵給定電壓信號,實現兩泵工況及排量的變化。活動橫梁下行時,由主泵向主缸供油,回程泵工作在馬達工況;活動橫梁上行時,主泵流量反向進入馬達工況,而回程泵吸排油口切換工作于泵工況,向系統供油以提升活動橫梁實現壓機回程。開式泵控鍛造油壓機工作原理如圖1所示。
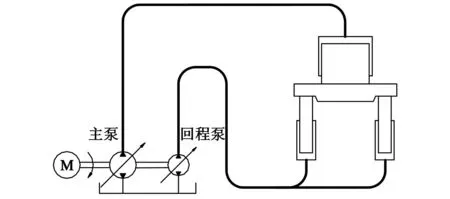
圖1 開式泵控鍛造油壓機工作原理圖
1.2開式泵控鍛造油壓機控制原理
開式泵控鍛造油壓機系統的液壓管路加重滯后效應,造成系統的快鍛特性變差,并且當進入工進階段后,主缸的壓力不能很快地上升至需要的壓力值,造成快鍛壓下量不足,不能滿足快鍛工藝要求,降低了系統的效率。因此,需要針對開式泵控鍛造油壓機壓下特性控制方法進行研究。
本文所提出的基于流量壓力復合控制的前饋補償控制方法,是在壓機系統接觸鍛件前,采用位置補償的傳統前饋補償方法進行位置控制,系統帶載后將鍛件變形抗力產生的力擾動折算為變量泵偏心量與主通道的位置控制信號共同控制變量泵,實現位置控制過程中的壓力補償,綜合控制開式泵控鍛造油壓機壓下特性,改善系統快鍛性能。
2開式泵控鍛造油壓機壓下階段數學模型
開式泵控鍛造油壓機的壓下階段即活動橫梁下行過程中,主泵為泵工況,向主缸供油。
主缸的流量連續性方程為
(1)
經拉氏變換為
(2)
式中,QVL1為主缸流量,m3/s;A1為主缸的有效面積,m2;Y為活動橫梁位移,m;V1為主缸的容積,m3;βe為油液體積彈性模量,MPa;Cec1為主缸的外泄漏系數,m3/(Pa·s);P1為主缸壓力,MPa。
帶載后,液壓缸的輸出力和負載力的平衡方程為
(3)
經拉氏變換為
P1(s)A1-P2(s)A2=
(Mts2+Bpg2s+Kg2)Y(s)+FL1+Fd
(4)
式中,P2為回程缸壓力,MPa;A2為回程缸的有效面積,m2;Mt為負載等效質量(包含活動橫梁質量等),kg;Bpg2為回程缸黏性阻尼系數,N·m·s/rad;Kg2為回程缸液壓彈簧剛度,N/m;FL1為作用在主缸活塞上的負載力,包括機架的彈性力與黏性阻尼力以及立柱摩擦力,N;Fd為負載變形抗力,N。
油壓機接觸鍛件后,將鍛件變形過程中的抗力按照近似線性規律處理[11],即Fd=Kd(y-y0),其中Kd為鍛件變形系數;y0為油壓機位于上頂點時上砧表面與鍛件上表面的距離。經拉氏變換后,Fd(s)=KdY(s),其中,Y(s)表征活動橫梁位移變化量,即鍛件變形量。油壓機接觸鍛件前,負載變形抗力為零,即Kd=0。
活動橫梁下行過程中,由于回程缸采用恒壓力控制,將回程缸壓力視為常數,只考慮主泵與主缸之間的關系,則有
(5)
(6)
式中,F2為回程缸壓力,F2=P2(s)A2,N。
管路結構采用分段集中參數法進行建模。管路的等效電回路如圖2所示。

圖2 管路等效電路模型
以流阻R表征管內流體流動時所受阻力:
(7)
式中,μ為油液動力黏度,Pa·s;lg為管路長度,m;d為管路內徑,m。
以流容C表征管路變形及流體壓縮性:
(8)
式中,E為等效體積彈性模量,近似于油液體積彈性模量,MPa。
以流感L表征流體流動慣性:
(9)
式中,ρ為油液密度,kg/m3。
根據基爾霍夫定律,可得該電回路動態方程:
(10)
式中,Pin為一段管路入口壓力,MPa;QVin為管路入口流量,m3/s;Pout為一段管路出口壓力,MPa;QVout為管路出口流量,m3/s。
由式(10)可得該段管路的傳遞矩陣:
(11)
BL=Ls+R
式中,AL、BL、CL及DL為管路參數。
將系統中的管路分為多段并分別應用集中參數法分析,如圖3所示。
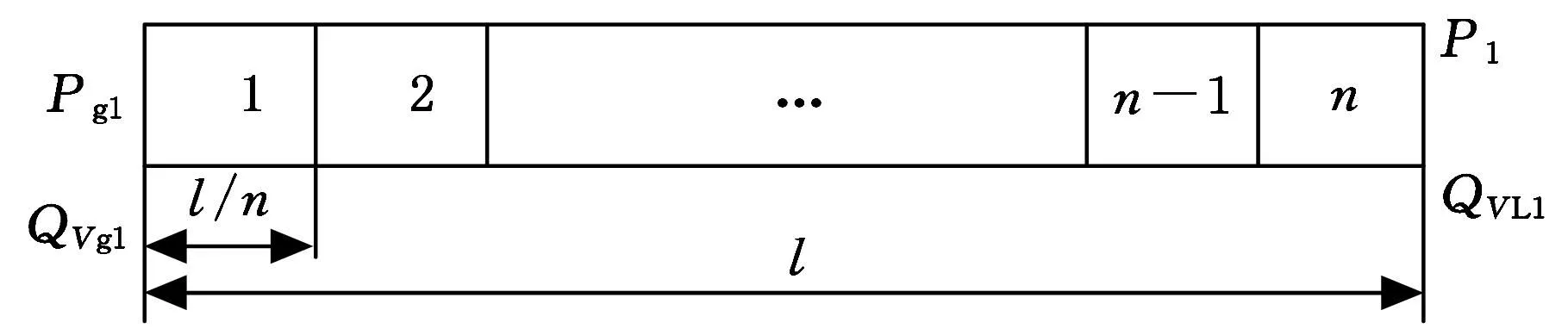
圖3 管路分段模型
所以管路模型為
(12)
式中,Pg1為管路入口壓力,即主泵出口壓力,MPa;QVg1為管路入口流量,即主泵出口流量,m3/s。
管路入口流量方程為
(13)
(14)
由式(13)、式(14)得主泵出口流量與主缸位移的傳遞函數為
(15)
主泵出口流量與主缸壓力的傳遞函數為
(16)
開式泵控鍛造油壓機管路系統主缸位置控制框圖見圖4。
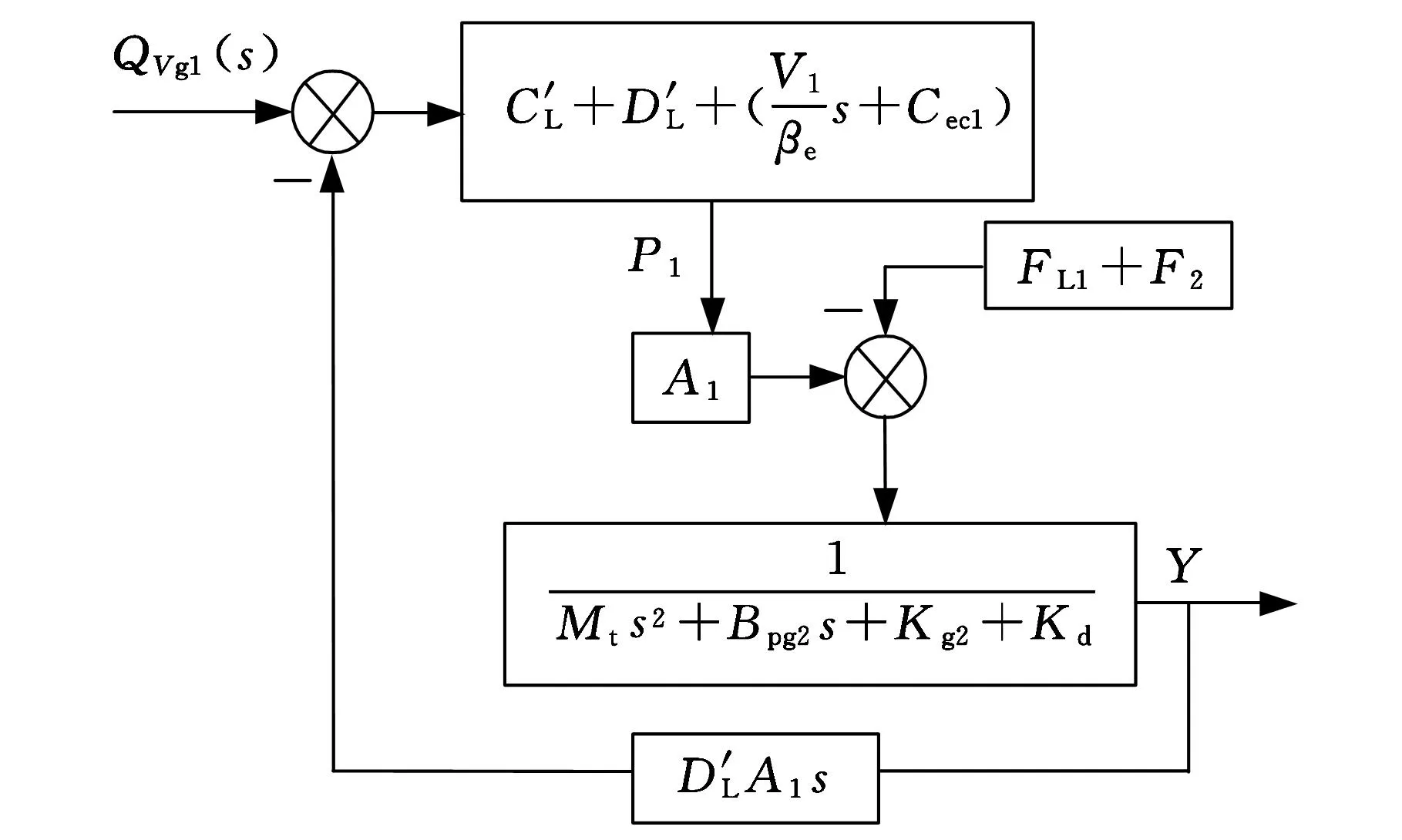
圖4 開式泵控鍛造油壓機管路系統主缸控制框圖
3基于流量壓力復合控制的前饋補償控制方法
3.1前饋補償控制原理
前饋補償控制在控制系統中可用于提高系統的跟蹤性能。由于前饋補償控制是基于不變性原理,即將前饋補償控制環節設計成待校正的閉環系統的逆,使校正系統的傳遞函數為1。如果過程具有可測擾動,前饋補償控制器就可以在反饋回路產生糾正作用前減少干擾對回路的影響。結構原理圖見圖5。

圖5 前饋補償控制結構原理圖
在開式泵控鍛造油壓機的液壓系統中,考慮鍛件負載干擾對快鍛控制特性的影響時,若單純添加計算壓力補償值,雖能有效提高系統精度,但由于開環計算壓力補償值對系統模型具有很強的依賴性,而鍛件模型很難對此進行精確描述,在實際系統的實現過程中無法完全補償。所以,在此基礎上構造基于流量壓力復合控制的前饋補償控制方法,以避免模型不精確對控制效果的不利影響。
3.2前饋補償控制模型
基于流量壓力復合控制的前饋補償控制方法,應用于油壓機壓下階段控制主缸的運動。
在空程快下階段,系統按照位置補償的傳統前饋補償控制方法進行運動,此時由于處于空載狀態,沒有干擾力的作用,壓力前饋補償部分不起作用,而傳統前饋補償環節實現管路特性補償;在工進階段,上砧接觸鍛件而產生力擾動,通過閉環運算將擾動力產生的變量泵控制信號疊加在位置控制信號中,解決帶載后由于系統結構模型變化產生的控制性能降低的問題。因為該方法中力擾動前饋補償值通過閉環運算得到,避免了傳統開環前饋補償控制由于鍛件模型不精確造成控制效果不理想的問題。開式泵控鍛造油壓機基于流量壓力復合控制的前饋補償控制框圖見圖6,圖中Gb為RKP泵傳遞函數,Kf為系統的位置反饋系數。以鍛件的變形量為判斷依據,當變形量為正值時,對系統投入復合控制,否則為空載運行,負載變形抗力為零,只投入位置前饋補償控制。
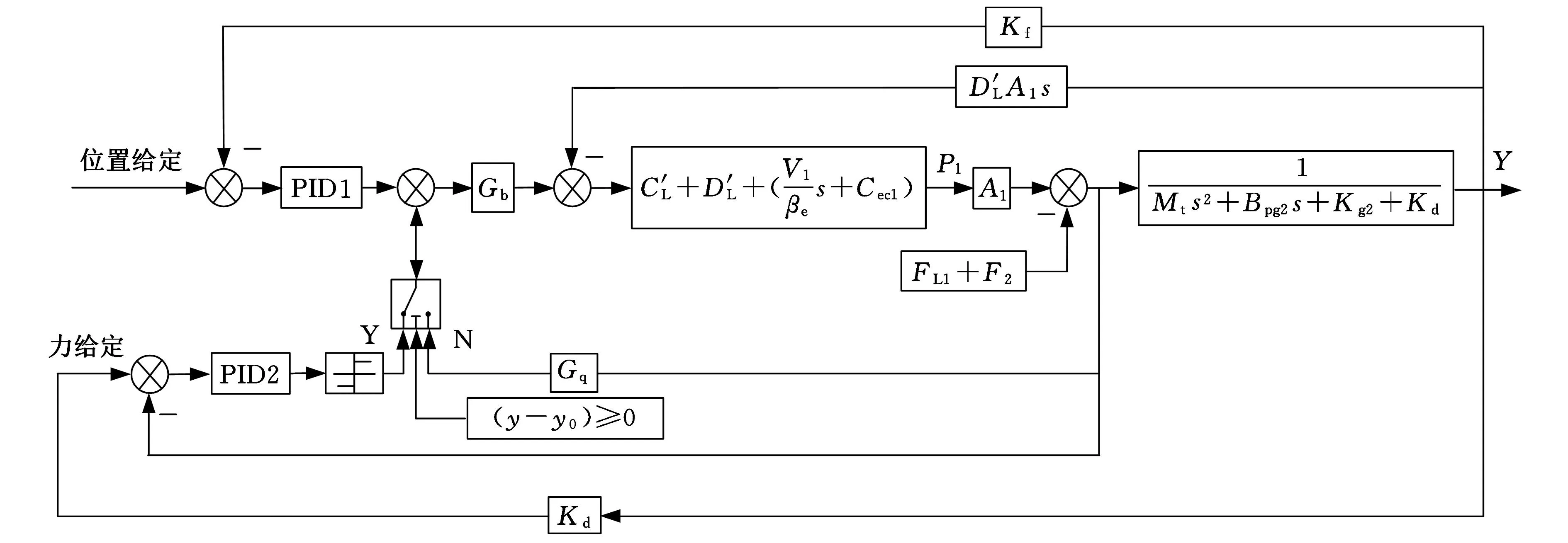
圖6 開式泵控鍛造油壓機基于流量壓力復合控制的前饋補償控制框圖
4仿真與實驗
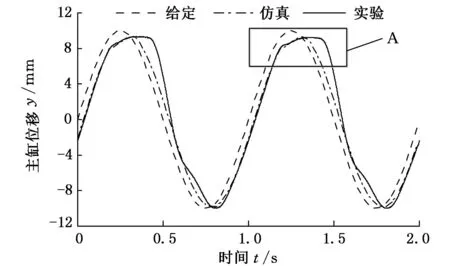
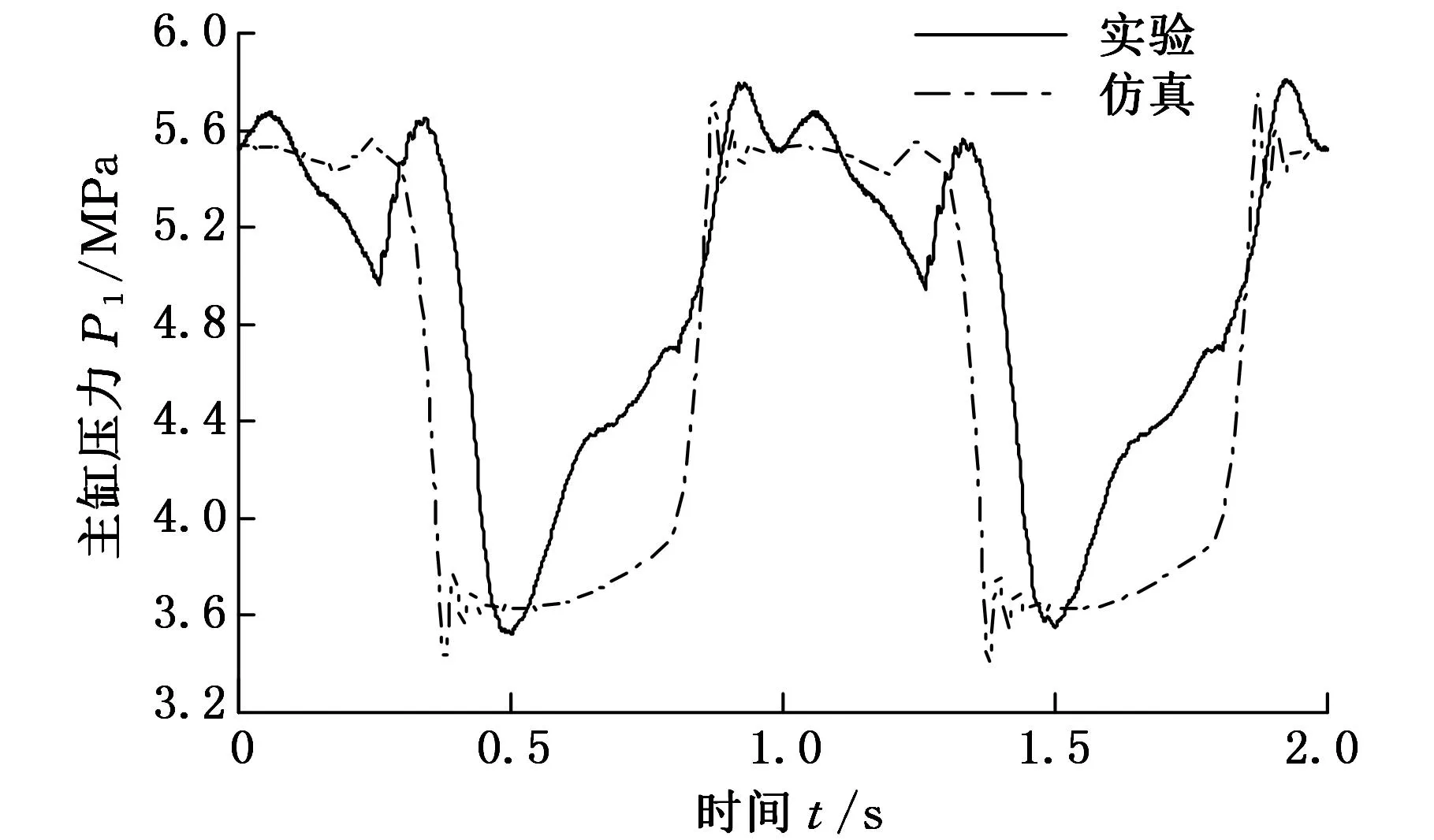
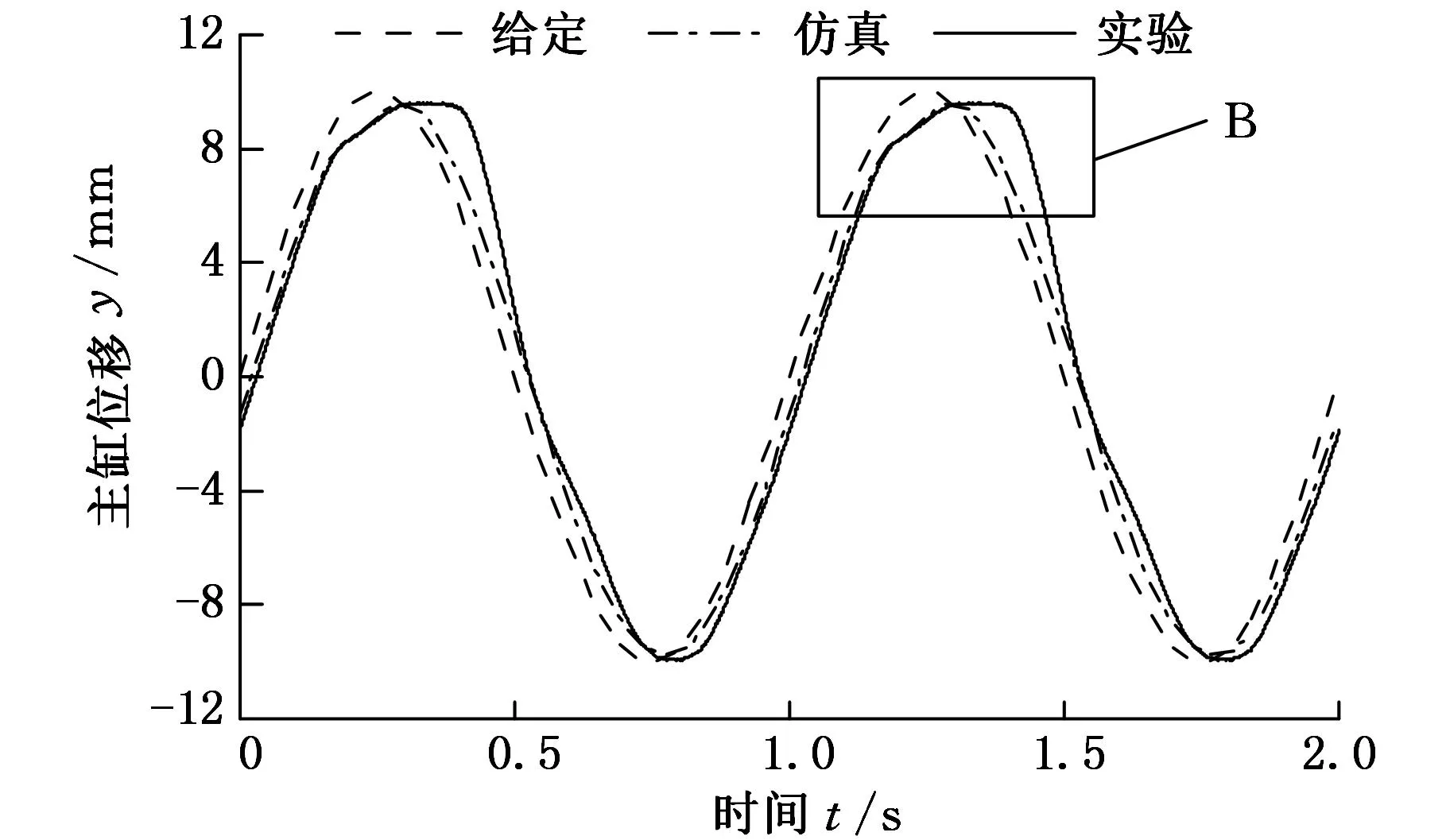
在上述理論分析的基礎上,以0.6 MN鍛造油壓機實驗平臺為基礎展開仿真與實驗研究,驗證控制方法的有效性。Simulink仿真參數如表1所示。帶載正弦運動時,給定主缸位置正弦幅值10 mm,頻率1 Hz,回程缸壓力15 MPa,分別采用傳統前饋補償控制與基于流量壓力復合控制的前饋補償控制方法,系統響應特性仿真與實驗結果對比,如圖7與圖8所示。
由圖7可看出,帶載運動時,實驗與仿真結果一致,采用前饋補償控制,位置誤差為0.788 mm。由圖8可看出,帶載運動時,實驗與仿真結果一致,采用流量壓力復合控制,位置誤差為0.407 mm。對比圖7與圖8可知,帶載運動時,采用傳統前饋補償控制方法可以消除管路帶來的系統滯后,但無法改善系統帶載過程壓下量不足的問題。采用基于流量壓力復合控制的前饋補償控制方法,進一步降低了位置誤差,實現了帶載高精度位置控制。同時,由于控制中引入負載特性,實現了帶載過程主缸的流量補償,大大改善了帶載特性。
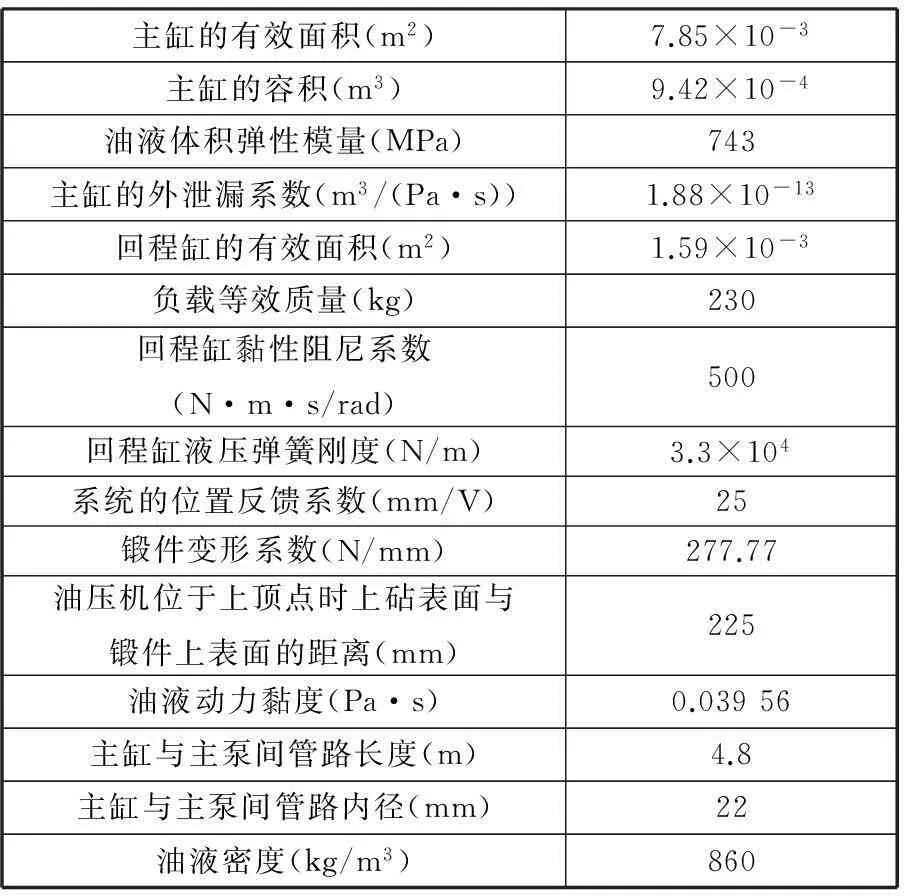
表1 0.6 MN鍛造油壓機仿真參數
(a)主缸位置響應
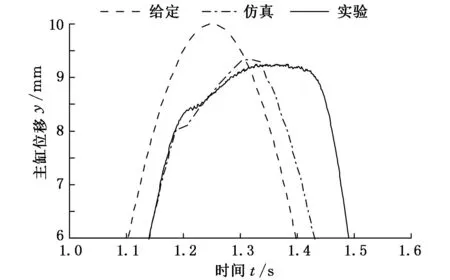
(b)主缸位置響應局部放大圖(A處)
(c)主缸壓力實驗響應圖7 傳統前饋補償控制時系統快鍛帶載響應
(a)主缸位置響應

(b)主缸位置響應局部放大圖(B處)
(c)主缸壓力實驗響應圖8 基于流量壓力復合控制的前饋補償控制時系統快鍛帶載響應
5結論
(1)建立了具有液壓管路結構的開式泵控鍛造油壓機壓下階段數學模型,推導了壓下過程中相應的傳遞函數。
(2)在傳統前饋補償控制方法的基礎上,提出一種基于流量壓力復合控制的前饋補償控制方法,實現了壓力補償位置控制,閉環運算補償值提
高控制精度。
(3)仿真與實驗對比結果表明,基于流量壓力復合控制的前饋補償控制方法改善了快鍛過程帶載時壓力上升慢導致壓下量不足的問題,提升了快鍛系統鍛造位置控制精度,控制效果優于傳統前饋補償控制方法。
參考文獻:
[1]Yu H,Tang J,Hu J. Research on Hydraulic System of Speed Forging Hydraulic Machine[J]. Applied Mechanics and Materials,2012,192:123-127.
[2]Gao J,Yan G Y,Peng G Y,et al. Experiment Study on Performances of Servo Pump Used in Hydraulic Press Machine[J]. Advanced Materials Research,2012,516:892-895.
[3]高峰,郭為忠,宋清玉,等. 重型制造裝備國內外研究與發展[J]. 機械工程學報,2010,46(19):92-107.
Gao Feng,Guo Weizhong,Song Qingyu,et al. Current Development of Heavy-duty Manufacturing Equipments[J]. Journal of Mechanical Engineering,2010,46(19):92-107.
[4]Azpilgain Z,Ortubay R,Blanco A. A New Press Concept for Semisolid Forging[J]. Semi-solid Processing of Alloys and Composites,2008,141/143:261-266.
[5]Zahalka M. Modal Analysis of Hydraulic Press Frames for Open Die Forging[J]. Procedia Engineering,2014,69:1070-1075.
[6]安高成,陳娟,付永領,等. 雙獨立閉環復合液壓伺服控制體系的分析[J]. 北京航空航天大學學報,2011,37(9):1076-1080.
An Gaocheng,Chen Juan,Fu Yongling,et al. Analysis on Composite Hydraulic Servo Control System with Dual Independent Closed-loop[J]. Journal of Beijing University of Aeronautics and Astronautics,2011,37(9):1076-1080.
[7]王成賓. 伺服變量泵和泵控差動缸系統理論分析及靜動態特性研究[D]. 太原:太原理工大學,2014.
[8]Zheng J,He M,Liu E,et al. Adaptive Fuzzy PID Control for Servo Motor Direct-drive Pump Control System[J]. Journal of Digital Information Management,2014,12(1):1-7.
[9]郝雙暉,石晶合,郝明輝,等. 直驅式電液伺服系統壓力流量復合控制[J]. 吉林大學學報,2011,41(4):1113-1118.
Hao Shuanghui,Shi Jinghe,Hao Minghui,et al. Pressure and Flow Compound Control of Direct Drive Electro-hydraulic Servo System[J]. Journal of Jilin University,2011,41(4):1113-1118.
[10]Cheng Y,Li Q,Chi C,et al. Fuzzy Controller Design for Synchronous Motion in a Dual-cylinder Electro-hydraulic System[J]. Control Engineering Practice,2008,16(6):658-673.
[11]李毅波. 重型模鍛壓機多學科集成建模與低速穩定性研究[D]. 長沙:中南大學,2015.
(編輯王旻玥)
收稿日期:2016-03-10
基金項目:國家自然科學基金資助項目(51405423);河北省自然科學基金資助重點項目(E2016203264);河北省高等學校科學技術研究青年基金資助項目(QN20132017);燕山大學青年教師自主研究計劃課題(13LGB005)
中圖分類號:TH137
DOI:10.3969/j.issn.1004-132X.2016.13.001
作者簡介:艾超,男,1982年生。燕山大學機械工程學院副教授。主要研究方向為液壓型風力發電機組。發表論文18篇。劉艷嬌,女,1991年生。燕山大學機械工程學院碩士研究生。宋豫,男,1986年生。燕山大學機械工程學院博士研究生。孔祥東(通信作者),男,1959年生。燕山大學機械工程學院教授、博士研究生導師。
Research on Flow Pressure Compound Position Control of Open Circuit Hydraulic Pump-controlled Forging Press System
Ai Chao1,2Liu Yanjiao2Song Yu2Kong Xiangdong1,2
1.Key Laboratory of advanced forging technology and Science (Yanshan University),Ministry of Education,Qinhuangdao,Hebei,066004 2.Yanshan University Hebei Heavy Machinery Fluid Power Transmission and Control Laboratory,Qinhuangdao,Hebei,066004
Abstract:Aiming at the problems such as fast forging lag by the pipe lines of open circuit hydraulic pump-controlled forging press system, the mathematical models of main pump, master cylinder and pipe line were developed for the response lag under the forging processes, and the corresponding transfer functions were derived. On the basis of mathematical models, the feed-forward compensation control was proposed based on flow and pressure compound control. The system could achieve position control at no load and pressure compensation position control at on load, therefore the system controlled the pressure characteristics comprehensively. Based on 0.6 MN hydraulic forging press experimental platform, the simulation and experiments show that the method brings a good effect on the problems such as slow rise of pressure and insufficient degree of forging of the open circuit hydraulic pump-controlled forging press system at on load.
Key words:open circuit pump-controlled system; hydraulic pipeline; flow pressure compound control; feed-forward compensation control