偏心軸承端面鉆孔模具設計
2016-07-28 11:29:06張瑞娟常玉濱
哈爾濱軸承 2016年2期
張瑞娟,常玉濱
(1.哈爾濱軸承集團公司 小型圓錐軸承分廠,黑龍江 哈爾濱150036; 2.哈爾濱軸承集團公司 鐵路軸承制造分廠,黑龍江 哈爾濱150036)
偏心軸承端面鉆孔模具設計
張瑞娟1,常玉濱2
(1.哈爾濱軸承集團公司 小型圓錐軸承分廠,黑龍江 哈爾濱150036; 2.哈爾濱軸承集團公司 鐵路軸承制造分廠,黑龍江 哈爾濱150036)
摘 要:針對偏心軸承在端面鉆定位孔困難的問題,改進了加工方法,設計了專用模具,提高了鉆孔精度和生產效率。
關鍵詞:偏心軸承;定位孔;模具;鉆頭
1 前言
隨著軸承市場用戶的需求,開發了偏心軸承。由試制到批量生產遇到諸多問題,其中在偏心套端面上鉆定位孔問題是其中之一。下面將如何解決的方法介紹給大家,僅供參考。
2 加工中存在的問題
偏心軸承偏心套結構見圖1,偏心套的定位孔較多,其中最小孔直徑Ф2.6mm。在試制及小批量生產過程中采用的方法是畫線、鉆定位孔、鉆孔。由于定位孔較多,相互之間有位置精度要求,鉆孔時如有一個孔位置誤差較大,就會影響到所有孔位置精度,所以,畫線、鉆定位孔精度要求高,影響加工效率。另外,由于偏心軸承幅高尺寸較寬,鉆Ф2.6mm孔時直線度不易保證,所以,鉆孔時由于進給量不能太大,也會影響到加工效率。鉆Ф2.6mm這樣的小孔,即使畫線、鉆定位孔位置正確,由于操作者鉆頭刃磨質量有問題或鉆頭磨損時也容易發生鉆孔偏離而影響加工質量,因此,對操作者的加工水平要求較高,對鉆頭的磨損程度要求較輕。如果采用兩頭鉆削方法,由于畫線、定位的誤差也極容易將孔鉆偏,產生廢品。為解決上述問題,重新制定了加工方法并設計了專用模具。
3 鉆孔模具設計
改進后的加工方法是取消畫線工序,設計一對鉆孔模具,其外形是圓形的上下結構,見圖2中上下模具3、6,用定位銷定位,其孔徑基本尺寸與車工圖一致,尺寸精度和位置精度控制在±0.01mm以內。該模具加工簡單,在坐標鏜床上定位鉆孔,保證了各個孔的位置精度,如圖2所示。工件定位依靠外徑和定位孔,工件的外徑和模具的內孔有0.01mm的間隙。把工件放入模具中時,對準定位孔并將圓柱銷插入,直接上鉆床鉆孔即可。由于模具分上、下兩體,可以翻面鉆削加工,鉆程較短,鉆頭剛性好,鉆出來的孔不易歪斜。由于鉆頭較短可以相應增加進給量,加工效率相應增加。該模具定位迅速簡單,對操作者的操作技能要求不高,只需將鉆頭磨好即可,節省了時間,提高了加工效率。
此結構的模具有一個特點,就是工件的外徑尺寸公差不能太大,否則工件不能放入模具內,但此工件的外徑經過磨削,尺寸公差能達到技術要求,因此,此模具能正常使用。
模具采用45#鋼,進行淬火處理,以提高模具的硬度和耐磨性,保證使用壽命。設計模具的內孔尺寸時要考慮到鉆頭的尺寸,即鉆頭與內孔的間隙不能過小或過大。間隙小操作不方便,間隙大鉆孔時,鉆頭定位不準及鉆孔時鐵屑容易與鉆頭的韌帶摩擦,影響鉆頭壽命,一般間隙值0.1mm。
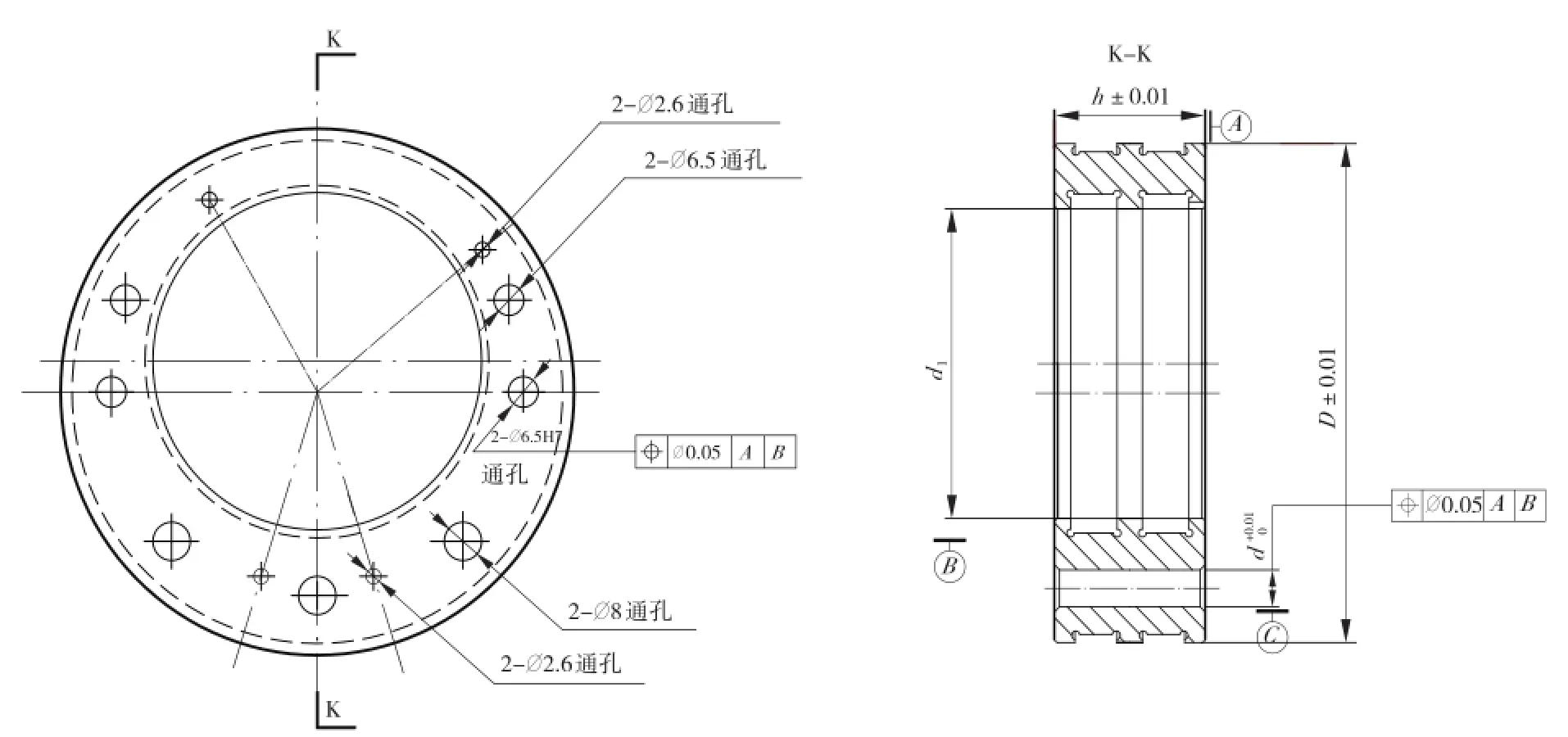
圖1 偏心軸承定位孔示意圖與前圖排在一起
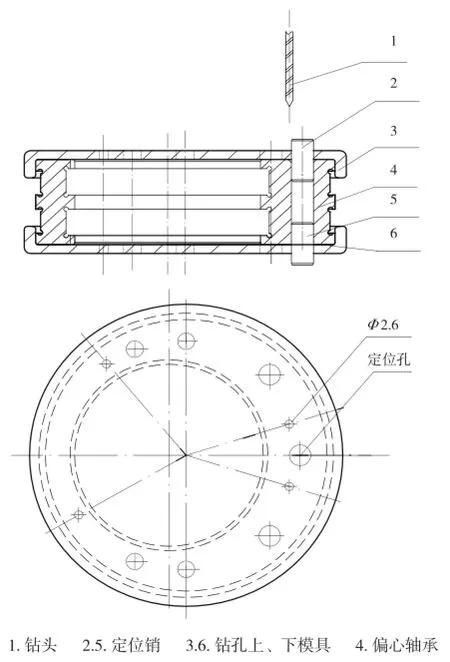
圖2 鉆孔模具示意圖
4 結束語
該模具設計結構緊湊、占用的空間小,簡單實用,有利于提高加工效率。經過實際加工驗證,產品的精度符合要求,提高了產品質量,保證了產品的順利加工。
(編輯:王立新)
中圖分類號:TH133.33+2
文獻標識碼:B
文章編號:1672-4852(2016)02-0024-02
收稿日期:2016-04-15.
作者簡介:張瑞娟(1976-),女,技師.
Design on eccentric bearing surface drilling mould
Zhang Ruijuan1,Chang Yubin2
(1.Small Tapered Bearing Sub-factory,Harbin Bearing Group Corporation,Harbin 150036,China;2.Railway Bearing Manufacturing Sub-factory,Harbin Bearing Group Corporation,Harbin 150036,China)
Abstract:In view of problem of drilling positioning holes diffcult on eccentric bearing end face , processing methods were improved, a special mold was designed to improve accuracy of drilling holes and production effciency.
Key words:eccentric bearing; positioning hole; mould; drill bit
