基于逆向工程的飼料攪拌機刀片三維造型設計
2016-08-02 11:27:32蔣三生郭輝劉英超戴華兵
農業科技與裝備 2016年4期
蔣三生 郭輝 劉英超 戴華兵
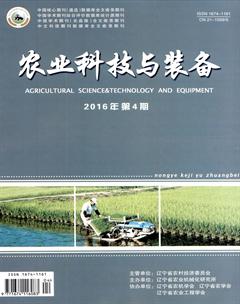
摘要:針對TMR飼料攪拌機梅花刀刀刃曲線復雜,不易找出曲線方程進行正向設計的問題,利用逆向工程技術得到梅花刀的三維模型。利用非接觸式激光掃描儀對梅花刀片表面進行三維掃描,并獲取三維點云數據,研究曝光率對掃描結果的影響;利用Geomagic Studio軟件對點云數據進行優化處理;利用Geomagic Design軟件對刀片曲面進行重構;利用Geomagic Control將重建后的三維幾何模型與原始點云數據進行誤差對比分析,完成逆向工程技術在梅花刀片結構設計中的應用初步研究。
關鍵詞:逆向工程;飼料攪拌機;梅花刀;點云數據;三維造型設計
中圖分類號:TP391 文獻標識碼:A 文章編號:1674-1161(2016)04-0020-04
逆向工程技術又稱為求反技術,是一種基于產品原型進行逆向分析與研究,并以此為依據對現有的產品進行改良和創新設計的技術。逆向工程技術目前在國內外的應用較為普遍,在工業領域中的涉及最為廣泛,包括航空、航天、汽車、電子通訊產品、珠寶、醫療器械等行業;在農業領域中,逆向工程技術也逐漸得到應用和開發,如導種管、草捆打結器、羊毛剪刀擺桿模具、金屬刀盤等[1-7]。
TMR(Total mixed ration,全混合日糧)飼料攪拌機是應用廣泛的新一代牛場飼養設備,其能將各種干草、農作物秸稈、青貯飼料等纖維飼料和各種微量元素等添加劑,按奶牛不同飼料階段的營養需要進行混合飼喂。梅花型刀片是TMR臥式攪拌機上使用的一種切割刀具,其結構及形狀不僅影響到飼料切割的工作效率,還影響其使用壽命。目前,從國外引進的梅花刀比國內品牌普遍使用壽命較長,分析其原因,除了刀具材料因素及熱處理技術外,刀片本身的刀刃傾斜角和外形結構也是重要影響因素。而梅花刀的刀刃曲線方程比較復雜,利用逆向工程技術對進口梅花刀片進行非標和創新設計,有利于縮短研發周期、降低成本,對進一步提高刀片的使用壽命及改進其生產技術等具有重要意義。
1 點云數據獲取及處理
1.1 點云數據獲取及研究
本試驗采用北京三維天下科技有限公司研制的Win3DD-M三維光學掃描儀來獲取梅花刀表面的點云數據,該儀器的相關參數見表1。梅花刀為灰暗無光澤金屬材料(如圖1所示),直接掃描很難完整獲取刀片表面的點云數據,需要在掃描前對刀片表面進行噴粉處理。由于掃描儀按一定角度難以一次性完成整個刀片表面的掃描,可旋轉角度分3次獲取刀片正表面的點云數據,3次掃描的數據結果可借助于在刀片表面上粘貼的標志點進行自動拼接處理,最后得到梅花刀正表面的點云數據。刀片的背面為平整面,不再單獨掃描,可根據刀片厚度直接建模處理。
在掃描過程中,獲取高質量的梅花刀表面點云是逆向建模處理的關鍵技術。在同一臺掃描儀器和同一個掃描環境下,相機的曝光率設置,對點云的獲取質量將產生決定性影響。統計同一臺掃描儀對同一位置和角度的梅花刀進行掃描時,曝光率值對獲取點云數量的影響,結果見表2。
由表2可知,掃描時的曝光率設置值越高,點云獲取數量越多,點云分布形態越完整。曝光率設置在300以上時,點云獲取數量基本呈現完整狀態;若曝光率值設置過高,則獲取的噪音點數也會相應增加。建議掃描時讓相機的光柵投射處于亞光狀態,即曝光率值在300~500之間)。圖2是曝光率在333數值時獲取的點云數據圖。
1.2 點云優化處理
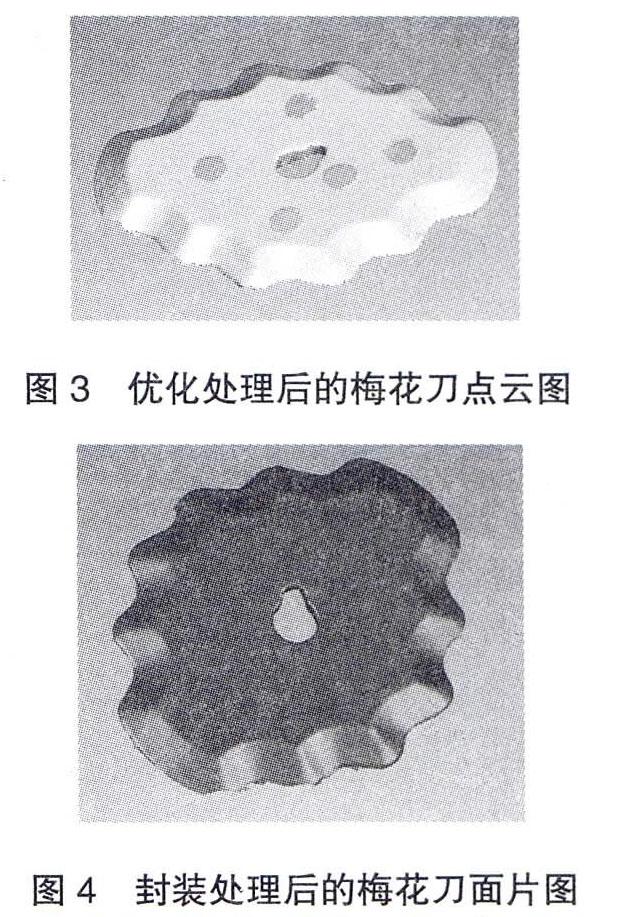
獲取了梅花刀表面的點云數據后,需借助Geomagic Studio軟件對這些點云進行優化處理,其結果將直接影響到后期的模型重構質量。點云數據的優化處理內容包括兩個階段:一是刪除無關掃描數據點、減少噪音點等點云處理階段;二是封裝后對三角形面片進行簡化(本試驗將封裝后的26萬多個三角形面片簡化到13萬個左右)、刪除釘狀物、孔填充、去除特征等面片處理階段。優化處理后的點云數據如圖3所示,曲面封裝及處理后的面片結果如圖4所示。
2 逆向建模
在Geomagic Design軟件操作環境下,導入Geomagic Studio處理后得到的梅花刀面片模型文件(*.stl格式),然后進行逆向建模。
2.1 對齊坐標系
逆向建模前,首先需要進行手動對齊坐標系操作。利用領域組功能,分別組建刀片上表面,中心螺釘孔側面的點云領域,拾取兩個規則幾何曲面,以刀片上表面、中心螺釘孔軸線作為坐標系對齊的兩個要素,將梅花刀的面片模型在坐標系平面內進行對正,結果如圖5所示。
2.2 建模思路
梅花刀片的外形結構相對簡單,上、下兩個表面屬于平面,刀刃周邊屬于多變復雜圓弧曲面,正向設計計算相對困難,這里利用逆向處理得到的梅花刀面片模型,截取刀片上、下兩個表面周邊的圓弧閉合曲線,對兩根閉合曲線進行曲面放樣處理,得到刀刃的周邊復雜曲面,再進行適當的剪切和封閉處理等,完成梅花刀的最終三維造型設計。
2.3 建模過程
1) 在刀片上、下兩個表面附近分別建立參考面Ⅰ和參考面Ⅱ,參考面Ⅰ距離上表面0.5 mm,參考面Ⅱ與參考面Ⅰ相距4.5 mm。2) 在參考面Ⅰ和Ⅱ中,利用面片草圖功能,借助自動擬合的梅花刀周邊刀刃圓弧曲線,進行逆向草圖設計,重構所有的圓弧曲線,并對相鄰曲線之間做倒圓角處理,并使重構的圓弧曲線盡量與原曲線重合,最終得到兩條閉合圓弧曲線,如圖6所示。3) 利用曲面放樣功能,拾取步驟(2)中重構的兩根閉合圓弧曲線,得到梅花刀的刀刃周邊復雜曲面,并將曲面朝上方向延長1.5 mm,朝下方向延長5.0 mm。4) 在梅花刀上表面重新構造一個新的平面,并利用曲面偏移功能,將該平面往下偏移6.0 mm(刀片實際厚度值),如圖7所示。5) 利用曲面剪切功能,將梅花刀上、下表面與刀刃周邊曲面進行互剪,得到梅花刀的封閉實體模型。6) 利用面片草圖功能,根據自動擬合的中心螺釘孔輪廓曲線,重構二維草圖,利用拉伸功能得到一個曲面,以該曲面作為剪切工具,對梅花刀的實體模型進行修剪,并對中心螺釘孔的銳邊進行倒圓角處理,完成梅花刀的最終三維造型設計,如圖8所示。倒圓角作為一種基本的曲面間處理方式,不僅避免了應力集中,提高了強度,還直接增加了產品的美觀程度[8]。